S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- CH05 Transaction List by Date 2026Document4 paginiCH05 Transaction List by Date 2026kjoel.ngugiÎncă nu există evaluări
- Introduction To The Study of RizalDocument2 paginiIntroduction To The Study of RizalCherry Mae Luchavez FloresÎncă nu există evaluări
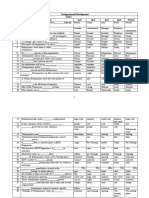
- Lista de Intrebari Pentru Examen Disciplina: Limba EnglezaDocument22 paginiLista de Intrebari Pentru Examen Disciplina: Limba EnglezaAdrianÎncă nu există evaluări
- NSF International / Nonfood Compounds Registration ProgramDocument1 paginăNSF International / Nonfood Compounds Registration ProgramMichaelÎncă nu există evaluări
- Loss or CRDocument4 paginiLoss or CRJRMSU Finance OfficeÎncă nu există evaluări
- 12779/GOA EXPRESS Second Ac (2A)Document2 pagini12779/GOA EXPRESS Second Ac (2A)Altamash ShaikhÎncă nu există evaluări
- Bookkeeping PresentationDocument20 paginiBookkeeping Presentationrose gabonÎncă nu există evaluări
- SAP Project System - A Ready Reference (Part 1) - SAP BlogsDocument17 paginiSAP Project System - A Ready Reference (Part 1) - SAP BlogsSUNIL palÎncă nu există evaluări
- Miske DocumentsDocument14 paginiMiske DocumentsHNN100% (1)
- People vs. BartolayDocument6 paginiPeople vs. BartolayPrince CayabyabÎncă nu există evaluări
- Hall 14 FOC Indemnity FormDocument4 paginiHall 14 FOC Indemnity FormXIVfocÎncă nu există evaluări
- JAbraManual bt2020Document15 paginiJAbraManual bt2020HuwÎncă nu există evaluări
- SPICESDocument10 paginiSPICESjay bapodaraÎncă nu există evaluări
- Admixtures For Concrete, Mortar and Grout ÐDocument12 paginiAdmixtures For Concrete, Mortar and Grout Ðhz135874Încă nu există evaluări
- Procedure For Import of Gold Carried by Passenger Travelling by AirDocument3 paginiProcedure For Import of Gold Carried by Passenger Travelling by AirYulia PuspitasariÎncă nu există evaluări
- Adv Accounts RTP M19Document35 paginiAdv Accounts RTP M19Harshwardhan PatilÎncă nu există evaluări
- Csec Physics Study ChecklistDocument10 paginiCsec Physics Study ChecklistBlitz Gaming654100% (1)
- Application Form For For Testing Labs ISO17025Document14 paginiApplication Form For For Testing Labs ISO17025PK Jha100% (2)
- Nyandarua BursaryAPPLICATION FORMDocument5 paginiNyandarua BursaryAPPLICATION FORMK Kamau100% (1)
- Interconnect 2017 2110: What'S New in Ibm Integration Bus?: Ben Thompson Iib Chief ArchitectDocument30 paginiInterconnect 2017 2110: What'S New in Ibm Integration Bus?: Ben Thompson Iib Chief Architectsansajjan9604Încă nu există evaluări
- Tecno Spark Power 2 Misty Grey, 64 GB: Grand Total 9999.00Document2 paginiTecno Spark Power 2 Misty Grey, 64 GB: Grand Total 9999.00Lucky KumarÎncă nu există evaluări
- AMCTender DocumentDocument135 paginiAMCTender DocumentsdattaÎncă nu există evaluări
- Energy Investor's Guidebook 2013 (Philippines)Document149 paginiEnergy Investor's Guidebook 2013 (Philippines)idoru_m015Încă nu există evaluări
- Short Term Financial Management 3rd Edition Maness Test BankDocument5 paginiShort Term Financial Management 3rd Edition Maness Test Bankjuanlucerofdqegwntai100% (16)
- (John J. Miletich) Homicide Investigation An Intr PDFDocument314 pagini(John J. Miletich) Homicide Investigation An Intr PDFCarl Radle100% (1)
- Lesson 4the Retraction Controversy of RizalDocument4 paginiLesson 4the Retraction Controversy of RizalJayrico ArguellesÎncă nu există evaluări
- Student Profile Guide G TuDocument5 paginiStudent Profile Guide G TuumeshÎncă nu există evaluări
- A Community For All: Looking at Our Common Caribbean Information HeritageDocument3 paginiA Community For All: Looking at Our Common Caribbean Information HeritageEmerson O. St. G. BryanÎncă nu există evaluări
- Rfso S A0011749958 1Document3 paginiRfso S A0011749958 1Marian DimaÎncă nu există evaluări
- Unit - I - MCQDocument3 paginiUnit - I - MCQDrSankar CÎncă nu există evaluări