S-ar putea să vă placă și
- Cobain PpliDocument15 paginiCobain Pplipras husein29Încă nu există evaluări
- Guiding the Plastics Recycling Value ChainDocument4 paginiGuiding the Plastics Recycling Value Chainjai soniÎncă nu există evaluări
- SOP - For - HygieneDocument1 paginăSOP - For - HygieneELITE INDUSTRIAL CONSULTÎncă nu există evaluări
- Factory RulesDocument116 paginiFactory Ruleshareesh13hÎncă nu există evaluări
- A Short Guide To Leading and Lagging Indicators of Safety PerformanceDocument9 paginiA Short Guide To Leading and Lagging Indicators of Safety Performancebobobo22Încă nu există evaluări
- Jobdesk QA RolesDocument5 paginiJobdesk QA RolesHasna KhairiyyahÎncă nu există evaluări
- Project Report On ISODocument15 paginiProject Report On ISOChandan PahelwaniÎncă nu există evaluări
- Total Productive Maintenance SyllabusDocument2 paginiTotal Productive Maintenance Syllabusrajkumarcmkti100% (1)
- Quality Control Circle QCC & 7 QC Tools Training Course OutlineDocument4 paginiQuality Control Circle QCC & 7 QC Tools Training Course OutlineeddiekuangÎncă nu există evaluări
- Implement 5 "S" System: Visual FactoryDocument47 paginiImplement 5 "S" System: Visual FactoryAnil Maurya100% (1)
- QC Circle TrainingDocument19 paginiQC Circle TrainingpoonambhaskarÎncă nu există evaluări
- 1st S: Sort Through/sort OutDocument8 pagini1st S: Sort Through/sort OutpaknejadÎncă nu există evaluări
- Competency-Based Performance Management: Best PracticesDocument3 paginiCompetency-Based Performance Management: Best Practicessskishore89Încă nu există evaluări
- Commercial Interested Parties Needs Expectations As Per IMSDocument6 paginiCommercial Interested Parties Needs Expectations As Per IMSAnkurÎncă nu există evaluări
- Astm D 5423Document3 paginiAstm D 5423Veronica MolinaÎncă nu există evaluări
- KRA Assistant Manager Quality AssuranceDocument2 paginiKRA Assistant Manager Quality AssuranceNisha JindalÎncă nu există evaluări
- 103 Final Good Standards Practice Guides GSPDocument23 pagini103 Final Good Standards Practice Guides GSPGabino FloresÎncă nu există evaluări
- HSSE ManagerDocument1 paginăHSSE ManagerJose PollardÎncă nu există evaluări
- 5S (Methodology) - WikipediaDocument4 pagini5S (Methodology) - WikipediaBORRELÎncă nu există evaluări
- Training and DevelopmentDocument25 paginiTraining and Developmentp2chitra540Încă nu există evaluări
- 5S PresentationDocument37 pagini5S PresentationYen Nguyen100% (1)
- Quality CircleDocument33 paginiQuality CircleveenapeterÎncă nu există evaluări
- QA Vs QCDocument40 paginiQA Vs QCNishant HingneÎncă nu există evaluări
- Performance Measurement Analysis of Injection Molding Machine JSW J450AD Using Methods Overall Effectiveness (OEE) and Failure Mode Effect Analysis (FMEA) in The Plastics IndustryDocument7 paginiPerformance Measurement Analysis of Injection Molding Machine JSW J450AD Using Methods Overall Effectiveness (OEE) and Failure Mode Effect Analysis (FMEA) in The Plastics IndustryInternational Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
- 3m Respirator Cartridge and Filter Selection PosterDocument1 pagină3m Respirator Cartridge and Filter Selection PosterOh DausÎncă nu există evaluări
- Nghi Son Refinery And Petrochemical Llc: Công Ty Tnhh Lọc Hóa Dầu Nghi SơnDocument1 paginăNghi Son Refinery And Petrochemical Llc: Công Ty Tnhh Lọc Hóa Dầu Nghi SơnJimmy NguyenÎncă nu există evaluări
- Department of Trade and Industry Center For Industrial CompetitivenessDocument64 paginiDepartment of Trade and Industry Center For Industrial CompetitivenessvicantipordaÎncă nu există evaluări
- Continuous ImprovementDocument5 paginiContinuous ImprovementHaroon RasheedÎncă nu există evaluări
- Advanced Production TechDocument9 paginiAdvanced Production TechNashon MutuaÎncă nu există evaluări
- History of 5S from Venetian shipbuilders to Toyota's lean manufacturingDocument1 paginăHistory of 5S from Venetian shipbuilders to Toyota's lean manufacturingblitzkrigÎncă nu există evaluări
- 5S (Methodology) : Thank You For Protecting WikipediaDocument9 pagini5S (Methodology) : Thank You For Protecting WikipediaMukesh GuptaÎncă nu există evaluări
- 5S (Methodology) - Wikipedia, The Free EncyclopediaDocument4 pagini5S (Methodology) - Wikipedia, The Free Encyclopediajaisid1234Încă nu există evaluări
- 5S Framework Optimizes Workplace EfficiencyDocument5 pagini5S Framework Optimizes Workplace EfficiencyPuneet Kaur DhillonÎncă nu există evaluări
- New Wordpad DocumentDocument20 paginiNew Wordpad DocumentRupa SharmaÎncă nu există evaluări
- 5SDocument5 pagini5SRamakant PandeyÎncă nu există evaluări
- IntroductionDocument2 paginiIntroductionrowell franciscoÎncă nu există evaluări
- Tarea 8 LogisticaDocument9 paginiTarea 8 LogisticajorgeelmasricoÎncă nu există evaluări
- The 5 Pillars of 5S Lean Manufacturing HousekeepingDocument6 paginiThe 5 Pillars of 5S Lean Manufacturing HousekeepingZalinaÎncă nu există evaluări
- Phases of 5S: Japanese Transliterated EnglishDocument6 paginiPhases of 5S: Japanese Transliterated EnglishprathameshchitodkarÎncă nu există evaluări
- 5s, Kaizen, Kanban SystemDocument11 pagini5s, Kaizen, Kanban SystemFirdaus AsryÎncă nu există evaluări
- Republic of The Philippines1Document7 paginiRepublic of The Philippines1Clyde X2600Încă nu există evaluări
- The 5s HousekeepingDocument10 paginiThe 5s HousekeepingdonstonÎncă nu există evaluări
- Implementing 5S for a Clean and Organized WorkplaceDocument11 paginiImplementing 5S for a Clean and Organized WorkplaceJomar CaseresÎncă nu există evaluări
- Introduction To Jit: A Review: International Journal of Latest Research in Science and Technology July 2013Document6 paginiIntroduction To Jit: A Review: International Journal of Latest Research in Science and Technology July 2013Tanvir Raihan TannaÎncă nu există evaluări
- Phases of 5SDocument17 paginiPhases of 5SGwenix Magsaysay GarciaÎncă nu există evaluări
- 5S of JapaneshDocument6 pagini5S of JapaneshNava NavaneethanpÎncă nu există evaluări
- From 5-S To Business ExcellenceDocument6 paginiFrom 5-S To Business ExcellenceNAVEED1223Încă nu există evaluări
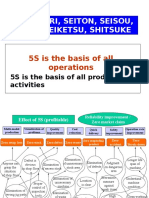
- 5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsDocument21 pagini5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsAtul SharmaÎncă nu există evaluări
- PokaYoke Lean Manufacturing Mistake PreventionDocument15 paginiPokaYoke Lean Manufacturing Mistake PreventionJetesh DevgunÎncă nu există evaluări
- 5s, Sixsigma, TPM, PQM, Pert Etc.Document17 pagini5s, Sixsigma, TPM, PQM, Pert Etc.manpreetsodhi08Încă nu există evaluări
- Japanese Contribution To Production (Operation) ManagementDocument20 paginiJapanese Contribution To Production (Operation) ManagementAnissa Negra AkroutÎncă nu există evaluări
- ISE 420 (Quality Improvement Methods) : by Group 6Document39 paginiISE 420 (Quality Improvement Methods) : by Group 6Abdullaziz AbdullahÎncă nu există evaluări
- 5S PresentationDocument17 pagini5S PresentationKaushik SenguptaÎncă nu există evaluări
- 5S (Methodology)Document9 pagini5S (Methodology)thuyayehtut454Încă nu există evaluări
- Attack Waste, Bottlenecks and Non-Value Added ActivitiesDocument5 paginiAttack Waste, Bottlenecks and Non-Value Added Activitiesmrdee4destarsÎncă nu există evaluări
- Toyota Production System BrochureDocument20 paginiToyota Production System Brochureranjan349100% (1)
- 5S Training - NavitasDocument5 pagini5S Training - Navitasetamil87Încă nu există evaluări
- What Is 5S 1585900253 PDFDocument6 paginiWhat Is 5S 1585900253 PDFbharatsinhchauhanÎncă nu există evaluări
- 5 S PDFDocument6 pagini5 S PDFMuhammad Hamza NaveedÎncă nu există evaluări
- Seven Wastes of LogisticsDocument9 paginiSeven Wastes of Logisticsclarence deadaÎncă nu există evaluări
- Or Medallist Results WorldSkills Scale and 100 ScaleDocument39 paginiOr Medallist Results WorldSkills Scale and 100 ScaleJoseÎncă nu există evaluări
- Passive HouseDocument16 paginiPassive HouseZarkima RanteÎncă nu există evaluări
- Physics Force and BuoyancyDocument28 paginiPhysics Force and BuoyancySohan PattanayakÎncă nu există evaluări
- FloridaSharkman ProtocolsDocument14 paginiFloridaSharkman ProtocolsgurwaziÎncă nu există evaluări
- P-H Agua PDFDocument1 paginăP-H Agua PDFSarah B. LopesÎncă nu există evaluări
- Download C How To Program An Objects Natural Approach 11E 11Th Edition Paul Deitel full chapter pdf scribdDocument67 paginiDownload C How To Program An Objects Natural Approach 11E 11Th Edition Paul Deitel full chapter pdf scribdjack.bowlin207100% (4)
- Admission Notice 2023-24Document2 paginiAdmission Notice 2023-24Galav PareekÎncă nu există evaluări
- Mediclaim - ChecklistDocument4 paginiMediclaim - ChecklistKarthi KeyanÎncă nu există evaluări
- Food Sub Inspector Question PaperDocument12 paginiFood Sub Inspector Question PaperGoutam shitÎncă nu există evaluări
- Import Sample 2Document63 paginiImport Sample 2akkyÎncă nu există evaluări
- Summary Refinery Sulfur Recovery ProjectsDocument8 paginiSummary Refinery Sulfur Recovery ProjectsAli MÎncă nu există evaluări
- Ted Hughes's Crow - An Alternative Theological ParadigmDocument16 paginiTed Hughes's Crow - An Alternative Theological Paradigmsa46851Încă nu există evaluări
- Pathophysiology of Cardiogenic Pulmonary EdemaDocument8 paginiPathophysiology of Cardiogenic Pulmonary EdemaLili Fiorela CRÎncă nu există evaluări
- Cursos Link 2Document3 paginiCursos Link 2Diego Alves100% (7)
- ListDocument4 paginiListgeralda pierrelusÎncă nu există evaluări
- Introduction To South Korean History, Cultures, Traditions, & BeliefsDocument8 paginiIntroduction To South Korean History, Cultures, Traditions, & BeliefsKatriceÎncă nu există evaluări
- GTA Max Profit Bunker Locations Update v1.4Document1 paginăGTA Max Profit Bunker Locations Update v1.4Sam FarrelÎncă nu există evaluări
- Water 07 02314Document36 paginiWater 07 02314Satyajit ShindeÎncă nu există evaluări
- AE3212 I 2 Static Stab 1 AcDocument23 paginiAE3212 I 2 Static Stab 1 AcRadj90Încă nu există evaluări
- Enhanced Instructional Management by Parents, Community and Teachers (e-IMPACT)Document27 paginiEnhanced Instructional Management by Parents, Community and Teachers (e-IMPACT)Ryan Q. Blanco100% (1)
- Amino AcidsDocument17 paginiAmino AcidsANAND sÎncă nu există evaluări
- Pantone and K100 Reverse White MedicineDocument16 paginiPantone and K100 Reverse White MedicinepaanarÎncă nu există evaluări
- 2-STM Answers SokhaDocument6 pagini2-STM Answers SokhamenghokcÎncă nu există evaluări
- Writing Lesson Plan LMDocument6 paginiWriting Lesson Plan LMapi-457032696Încă nu există evaluări
- Sheet Metal FormingDocument13 paginiSheet Metal FormingFranklin SilvaÎncă nu există evaluări
- AP Research Survival Guide - RevisedDocument58 paginiAP Research Survival Guide - RevisedBadrEddin IsmailÎncă nu există evaluări
- MAS Assessment Exam Answer Key SolutionDocument7 paginiMAS Assessment Exam Answer Key SolutionJonalyn JavierÎncă nu există evaluări
- Making An Appointment PaperDocument12 paginiMaking An Appointment PaperNabila PramestiÎncă nu există evaluări
- Trusted Cloud Computing by Helmut Krcmar, Ralf Reussner, Bernhard Rumpe (Eds.)Document335 paginiTrusted Cloud Computing by Helmut Krcmar, Ralf Reussner, Bernhard Rumpe (Eds.)Hari HaranÎncă nu există evaluări
- Anna University CTDocument3 paginiAnna University CTprayog8Încă nu există evaluări