S-ar putea să vă placă și
- Kaushalendra PDFDocument24 paginiKaushalendra PDFharshÎncă nu există evaluări
- 3d PrintingDocument54 pagini3d PrintingCrazy Khan BolteÎncă nu există evaluări
- 3D PrintingDocument16 pagini3D Printingsagar_sgrÎncă nu există evaluări
- Trade 2 PDFDocument7 paginiTrade 2 PDFRajveer Singh SachdevÎncă nu există evaluări
- 3D Printing in Prosthodontics: Additive Manufacturing TechnologyDocument6 pagini3D Printing in Prosthodontics: Additive Manufacturing TechnologyRiya KvÎncă nu există evaluări
- Advances in 3D Printing: 1. Shubham Jain 2. Nitin Mamgai 3. Vinay KumarDocument9 paginiAdvances in 3D Printing: 1. Shubham Jain 2. Nitin Mamgai 3. Vinay KumarShubham JainÎncă nu există evaluări
- 3D Printing Industry AnalysisDocument32 pagini3D Printing Industry Analysisaltecvix100% (4)
- Impresora 3d Ingles TecnicoDocument9 paginiImpresora 3d Ingles TecnicoAdriana RosasÎncă nu există evaluări
- 3D Printing Technology: Design and Analysis of A Coil SPR For Different Materials Using Ansys With 3D Printing TechnologyDocument22 pagini3D Printing Technology: Design and Analysis of A Coil SPR For Different Materials Using Ansys With 3D Printing TechnologySaiÎncă nu există evaluări
- 3D Printing Materials ReportDocument14 pagini3D Printing Materials ReportKamal NabilÎncă nu există evaluări
- Understand The BasicsDocument2 paginiUnderstand The BasicswiwpiÎncă nu există evaluări
- 3D PrintingDocument26 pagini3D PrintingBASBUSÎncă nu există evaluări
- 3d PrinterDocument24 pagini3d Printerramit77Încă nu există evaluări
- 3D Printing: A SeminarDocument17 pagini3D Printing: A SeminarRajesh SahuÎncă nu există evaluări
- Presented By: Kalpesh Shah M.E. (Design)Document40 paginiPresented By: Kalpesh Shah M.E. (Design)Terminator941988Încă nu există evaluări
- Rapid Prototyping: Kubersuryavanshi BT16MEC004 Nationalinstitute of TechnologyuttarakhandDocument26 paginiRapid Prototyping: Kubersuryavanshi BT16MEC004 Nationalinstitute of TechnologyuttarakhandShubham ChomalÎncă nu există evaluări
- Introduction To 3D PrinterDocument11 paginiIntroduction To 3D PrinterNilanka HarshaniÎncă nu există evaluări
- General Seminar 3-D PrintingDocument19 paginiGeneral Seminar 3-D PrintingVipul VaibhavÎncă nu există evaluări
- Nha Khoa Kyì Thuaì Ì T Soì Ì (PhaÌ Ì N 1 - ChuÌ Oì NG 1-3)Document23 paginiNha Khoa Kyì Thuaì Ì T Soì Ì (PhaÌ Ì N 1 - ChuÌ Oì NG 1-3)nb.nguyen.vinhÎncă nu există evaluări
- FINAL 3d Printing R M PowerPoint PresentationDocument20 paginiFINAL 3d Printing R M PowerPoint Presentationanugupta5354Încă nu există evaluări
- Additive ManufacturingDocument17 paginiAdditive ManufacturingoussamaÎncă nu există evaluări
- 3d Printing TechnologiesDocument1 pagină3d Printing TechnologiesmalowaÎncă nu există evaluări
- Electromagnetics Fields and WavesDocument11 paginiElectromagnetics Fields and WavesAmirul IslamÎncă nu există evaluări
- On 3D PrinterDocument21 paginiOn 3D PrinterAshish KumarÎncă nu există evaluări
- 3D Printing TechnologyDocument27 pagini3D Printing TechnologyRuquiyaÎncă nu există evaluări
- 3D Printing of Sand MouldsDocument17 pagini3D Printing of Sand MouldsAni AniÎncă nu există evaluări
- 3D Printing: A Seminar Report OnDocument17 pagini3D Printing: A Seminar Report OnSourabh Raorane100% (1)
- Rapid Prototyping: Ashish Menon-13Bme0317 Sumit Sankhyan - 13bme0051 Siddhartha SARKAR - 13BME0281Document19 paginiRapid Prototyping: Ashish Menon-13Bme0317 Sumit Sankhyan - 13bme0051 Siddhartha SARKAR - 13BME0281AshishMenonÎncă nu există evaluări
- 3D Printing TechnologyDocument21 pagini3D Printing TechnologyNaveen Kumar ShankarÎncă nu există evaluări
- AMT Notes Unit-2Document27 paginiAMT Notes Unit-2Suddapally VIVEK ReddyÎncă nu există evaluări
- C1 C Girum Tesfaye Gedecho 3D PrintingDocument5 paginiC1 C Girum Tesfaye Gedecho 3D PrintingGirum TesfayeÎncă nu există evaluări
- 3sp White Paper 2017 The Ultimate Guide To 3d Printing For Manufacturing and ProductionDocument9 pagini3sp White Paper 2017 The Ultimate Guide To 3d Printing For Manufacturing and ProductionJosé Carlos100% (1)
- 3D Printing For The Jewellery IndustryDocument4 pagini3D Printing For The Jewellery Industryru4angelÎncă nu există evaluări
- 3 D Printing TechnologyDocument17 pagini3 D Printing TechnologyClassic PrintersÎncă nu există evaluări
- Fused Deposition ModellingDocument39 paginiFused Deposition ModellingSujith S NairÎncă nu există evaluări
- 3D Printing TechnologyDocument13 pagini3D Printing Technologychris ebÎncă nu există evaluări
- Experiment # 3: Part Manufacturing Using 3D PrintingDocument12 paginiExperiment # 3: Part Manufacturing Using 3D PrintingMuhammad FarhanÎncă nu există evaluări
- 3d Printers in Fixed Prosthodontics: Dr. Sarah MuallaDocument22 pagini3d Printers in Fixed Prosthodontics: Dr. Sarah MuallaMohammed Hassan100% (1)
- 3D PrintingDocument21 pagini3D Printingashishchugh44Încă nu există evaluări
- 3D Printing: TerminologyDocument10 pagini3D Printing: TerminologyKelvin Dale YubidiÎncă nu există evaluări
- 3D PrintersDocument16 pagini3D PrintersDomagoj PavlovićÎncă nu există evaluări
- CSE 3D Printing ReportDocument18 paginiCSE 3D Printing ReportAksh RawalÎncă nu există evaluări
- 3D PrintDocument11 pagini3D PrintHieu DinhÎncă nu există evaluări
- Computer Science 3d PrinterDocument13 paginiComputer Science 3d PrinterCharmaine TehÎncă nu există evaluări
- 7.3D PrintingDocument18 pagini7.3D PrintingNasir SadiqÎncă nu există evaluări
- Seminar Report Streolithography NNDocument23 paginiSeminar Report Streolithography NNShubham DesaiÎncă nu există evaluări
- Book 6 When AM Won't WorkDocument35 paginiBook 6 When AM Won't WorkLearn19Încă nu există evaluări
- Choosing The Right MaterialsDocument25 paginiChoosing The Right MaterialsCH WongÎncă nu există evaluări
- 3D PrintingDocument23 pagini3D PrintingSrijan Upadhyay100% (1)
- 1 2) 3 Problem Statement .3-4Document18 pagini1 2) 3 Problem Statement .3-4Chandrakant R ChanduÎncă nu există evaluări
- 3d Printing For Manufacture A Basic Design Guide Download OriginalDocument26 pagini3d Printing For Manufacture A Basic Design Guide Download OriginalritamendesÎncă nu există evaluări
- 3DP DesignTip Essentials 03Document22 pagini3DP DesignTip Essentials 03DaniloCardenasÎncă nu există evaluări
- 3D Printing Technology: Under The Guidance of Subhra Chakraborty Submitted by AYUSHI (1MV16TE007)Document15 pagini3D Printing Technology: Under The Guidance of Subhra Chakraborty Submitted by AYUSHI (1MV16TE007)Ayushi SharmaÎncă nu există evaluări
- 00-3D Printing1-StudentsDocument47 pagini00-3D Printing1-StudentsEddehbiÎncă nu există evaluări
- CSE 3D Printing Seminar ReportDocument19 paginiCSE 3D Printing Seminar ReportKishore GowdaÎncă nu există evaluări
- 3D PrintingDocument19 pagini3D PrintingUday KumarÎncă nu există evaluări
- Instituto Tecnológico de Gustavo A. Madero IiDocument10 paginiInstituto Tecnológico de Gustavo A. Madero IiMarcos ZarateÎncă nu există evaluări
- The No Bull$#!£ Guide to 3D Printing: No Bull GuidesDe la EverandThe No Bull$#!£ Guide to 3D Printing: No Bull GuidesÎncă nu există evaluări
- ElectrochemistryDocument30 paginiElectrochemistryPankaj Jindam100% (1)
- Unit 4 Study Guide Solutions - Kinetics & ThermoDocument3 paginiUnit 4 Study Guide Solutions - Kinetics & ThermoPenguin/CatÎncă nu există evaluări
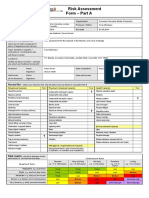
- Risk AssessmentDocument2 paginiRisk AssessmentFaraiMbudaya0% (1)
- Shear Wall Modelling Techniques: A ReviewDocument9 paginiShear Wall Modelling Techniques: A ReviewAmanulla MullaÎncă nu există evaluări
- Notesch # 18Document11 paginiNotesch # 18ZeeshanMahdiÎncă nu există evaluări
- Astm C 171-07Document2 paginiAstm C 171-07jun floresÎncă nu există evaluări
- Techno-Economic Evaluation of Microalgae For Protein - Sari Et Al 2016Document9 paginiTechno-Economic Evaluation of Microalgae For Protein - Sari Et Al 2016Laura Soto SierraÎncă nu există evaluări
- History 2014Document34 paginiHistory 2014Grace De León NopeÎncă nu există evaluări
- Mercuric Nitrate PreparationDocument1 paginăMercuric Nitrate PreparationAshraf MohdalyÎncă nu există evaluări
- Horizontal/Slant/Vertical Wells: SPE 24352 Analysis of L Nflow Performance Simulation of Solution-Gas Drive ForDocument10 paginiHorizontal/Slant/Vertical Wells: SPE 24352 Analysis of L Nflow Performance Simulation of Solution-Gas Drive FormaharabdÎncă nu există evaluări
- Solar ChimneyDocument1 paginăSolar Chimneyh_shrÎncă nu există evaluări
- Laboratory ManualDocument13 paginiLaboratory ManualPaul UyÎncă nu există evaluări
- Paper MT Ii PDFDocument1 paginăPaper MT Ii PDFiscristin26Încă nu există evaluări
- Disclosure To Promote The Right To InformationDocument19 paginiDisclosure To Promote The Right To Informationjoaoaugusto79Încă nu există evaluări
- Interpretation Guide: Salmonella Express SystemDocument6 paginiInterpretation Guide: Salmonella Express SystemDavid Alexander AcevedoÎncă nu există evaluări
- Phytochemical Andanti-Inflammatory Studies On Thehexane Extract of The Stem Bark Ofsteganotaenia AraliaceahoschtsDocument93 paginiPhytochemical Andanti-Inflammatory Studies On Thehexane Extract of The Stem Bark Ofsteganotaenia AraliaceahoschtsPrily R PadjaÎncă nu există evaluări
- Maharashtra HSC Chemistry Paper 2-Target PublicationDocument45 paginiMaharashtra HSC Chemistry Paper 2-Target PublicationKhanAbdullah100% (1)
- SPE-10489-PA PVT y Scal PDFDocument9 paginiSPE-10489-PA PVT y Scal PDF'Andres TorregrosaÎncă nu există evaluări
- Urt 2Document3 paginiUrt 2Reham HishamÎncă nu există evaluări
- 3-Cstr Models f12Document6 pagini3-Cstr Models f12Jon Bisu DebnathÎncă nu există evaluări
- Physics Progect On Led As Light SensorDocument10 paginiPhysics Progect On Led As Light SensorShubham KumarÎncă nu există evaluări
- Ladle Furnace Refractory Lining: A Review: Dashrath Singh KathaitDocument8 paginiLadle Furnace Refractory Lining: A Review: Dashrath Singh KathaitHameedÎncă nu există evaluări
- Design CriteriaDocument21 paginiDesign CriteriaDick Anthony MabaoÎncă nu există evaluări
- Composite Leaf SpringDocument23 paginiComposite Leaf SpringVijay AnandÎncă nu există evaluări
- Bio Remediation Research Proposal-Algal PlanktonsDocument4 paginiBio Remediation Research Proposal-Algal PlanktonsAlejandro Jose Rebua100% (2)
- 11-Fraunhofer DiffractionDocument30 pagini11-Fraunhofer DiffractionFAGUN BaskeyÎncă nu există evaluări
- XII PhysicsDocument55 paginiXII PhysicsCharu BhanotÎncă nu există evaluări
- Detailed Hot Section Mapping of Siemens SGT 600 PDFDocument19 paginiDetailed Hot Section Mapping of Siemens SGT 600 PDFfrdnÎncă nu există evaluări
- Osmotic Fragility of Red Blood CellsDocument3 paginiOsmotic Fragility of Red Blood Cellschaudhry umar farooqÎncă nu există evaluări
- 12 Types of Bearing DefectsDocument5 pagini12 Types of Bearing Defectsjameel babooramÎncă nu există evaluări