S-ar putea să vă placă și
- Sims ManualDocument76 paginiSims Manualjose ocanaÎncă nu există evaluări
- Recommended Practice AsntDocument11 paginiRecommended Practice AsntzulzainalÎncă nu există evaluări
- Updoc - Tips Level III Exams Topical OutlinesDocument6 paginiUpdoc - Tips Level III Exams Topical OutlinesJulio Cesar Cardozo BrachoÎncă nu există evaluări
- NDT MAGNETIC FLUX LEAKAGE LEVEL IIDocument102 paginiNDT MAGNETIC FLUX LEAKAGE LEVEL IIsaenal rapi100% (2)
- E 2007 - 10 (2016)Document23 paginiE 2007 - 10 (2016)Enrique Antonio100% (1)
- LG5003 OpsDocument20 paginiLG5003 Opstamilmalar08Încă nu există evaluări
- MFL Tank Floor Scanning 2009Document28 paginiMFL Tank Floor Scanning 2009Justin Diraviraj100% (3)
- E 2033 - 99 (2013)Document11 paginiE 2033 - 99 (2013)Enrique Antonio100% (2)
- E1254-98 Film StorageDocument3 paginiE1254-98 Film Storageaakash100% (3)
- 38DL Plus Ultrasonic Thickness Gage User's ManualDocument308 pagini38DL Plus Ultrasonic Thickness Gage User's ManualJake Sparrow100% (3)
- NDT Audit E1359 PDFDocument8 paginiNDT Audit E1359 PDFreiazhÎncă nu există evaluări
- MFL PDFDocument11 paginiMFL PDFJai Patel100% (1)
- Axess - Ultrassonic Thickness Measurement ProcedureDocument7 paginiAxess - Ultrassonic Thickness Measurement Procedurevsnaiduqc100% (1)
- Basic Nondestructive Testing Exam ReviewDocument9 paginiBasic Nondestructive Testing Exam Reviewmohamed100% (1)
- Astm E1065Document21 paginiAstm E1065Jiten KarmakarÎncă nu există evaluări
- C.V Utekar Assistant Manager ASNT Level IIIDocument4 paginiC.V Utekar Assistant Manager ASNT Level IIIShrikant UtekarÎncă nu există evaluări
- MT Level III QuestionsDocument12 paginiMT Level III QuestionsAnu Anoop100% (2)
- Summary of Changes For The Application of SNT TC 1A 2016 Under ASME V 2019Document15 paginiSummary of Changes For The Application of SNT TC 1A 2016 Under ASME V 2019nathaniel ekaiko100% (6)
- ASNT Level III AnnouncementDocument4 paginiASNT Level III AnnouncementSelvaraj MaduraiÎncă nu există evaluări
- Interpreting SNT TC 1ADocument30 paginiInterpreting SNT TC 1Aneno2405Încă nu există evaluări
- SNT 2020 ChangesDocument4 paginiSNT 2020 ChangesAnagha BhideÎncă nu există evaluări
- Magnetic Flux Leakage MFL Inspection LimitationsDocument30 paginiMagnetic Flux Leakage MFL Inspection LimitationsWigand Junior100% (2)
- Nital EtchDocument2 paginiNital Etchjaime huertasÎncă nu există evaluări
- PT Q&aDocument40 paginiPT Q&aJoe BetkerÎncă nu există evaluări
- 7.5.5.2asme Sec Viii Div 2 2017Document3 pagini7.5.5.2asme Sec Viii Div 2 2017James100% (2)
- PT and MT SpecificationsDocument2 paginiPT and MT SpecificationsAnonymous KfS1AiNhRÎncă nu există evaluări
- Asnt Level Iii NDT Basic OutlineDocument3 paginiAsnt Level Iii NDT Basic OutlineMohamed Ibrahim50% (2)
- Asnt Snt-Tc-1aDocument1 paginăAsnt Snt-Tc-1aMoisés Ramón50% (2)
- PT - Snt-Tc-1a 2006 (Study Test)Document8 paginiPT - Snt-Tc-1a 2006 (Study Test)DESTINY SIMON67% (3)
- MFL Nava NDT Level III TipsDocument5 paginiMFL Nava NDT Level III TipsShanmuga Navaneethan100% (1)
- ASNT L III ExamDocument1 paginăASNT L III ExamPabitramohan PandaÎncă nu există evaluări
- Se 273Document4 paginiSe 273solrac4371Încă nu există evaluări
- SNT-TC-1A Certification SchemeDocument1 paginăSNT-TC-1A Certification Schemebacabacabaca100% (1)
- When Is CP-189 RequiredDocument3 paginiWhen Is CP-189 RequiredAhmad DanielÎncă nu există evaluări
- Pirt Asnt Leiii MT Spe 11aDocument12 paginiPirt Asnt Leiii MT Spe 11aeldobie3100% (1)
- The MFL Compendium Articles On Magnetic Flux Leakage (Ebook)Document120 paginiThe MFL Compendium Articles On Magnetic Flux Leakage (Ebook)gmulapaka100% (2)
- Astm e 1158Document5 paginiAstm e 1158KEN KÎncă nu există evaluări
- NDE Level III Basic Sample QuestionsDocument3 paginiNDE Level III Basic Sample Questionskmohan6750% (2)
- NDT AuditDocument1 paginăNDT AuditShanmuga NavaneethanÎncă nu există evaluări
- Ruane MTDocument40 paginiRuane MT9703422499Încă nu există evaluări
- Ultrasonic ExaminationDocument14 paginiUltrasonic ExaminationLiliÎncă nu există evaluări
- Astm e 317-21Document13 paginiAstm e 317-21hashem Al-NasserÎncă nu există evaluări
- Profile Radiography IAEADocument14 paginiProfile Radiography IAEAPaolo Ng100% (1)
- E 2446 - 16Document14 paginiE 2446 - 16Enrique Antonio100% (2)
- MFL Techniques for Accurate Wire Rope TestingDocument59 paginiMFL Techniques for Accurate Wire Rope Testingkingston67% (3)
- ASTM E 1030 00 Radiographic Examination of Metallic Castings1Document11 paginiASTM E 1030 00 Radiographic Examination of Metallic Castings1jra9090100% (1)
- En Nas InterpretationDocument10 paginiEn Nas InterpretationKaung MyatToeÎncă nu există evaluări
- Sonatest Equipment CatalogueDocument105 paginiSonatest Equipment Cataloguejimmy david espinoza mejiaÎncă nu există evaluări
- A Guide To Personnel Qualification and Certification (Fourth Edition)Document25 paginiA Guide To Personnel Qualification and Certification (Fourth Edition)Aswin Nash100% (1)
- MT Classroom Training HandbookDocument56 paginiMT Classroom Training HandbookaspoiaspoiÎncă nu există evaluări
- Methodology On Technical Inspection: Equipment NDT Procedure Inspection DevicesDocument1 paginăMethodology On Technical Inspection: Equipment NDT Procedure Inspection DevicesEphraim John Tangelon AquinoÎncă nu există evaluări
- Astm e 426Document4 paginiAstm e 426김경은Încă nu există evaluări
- SNT-TC-1A Vs cp-189Document7 paginiSNT-TC-1A Vs cp-189safeer ahmadÎncă nu există evaluări
- ASNT NDT LEVEL III INSPECTION ENGINEERDocument14 paginiASNT NDT LEVEL III INSPECTION ENGINEERwalitedison100% (1)
- E1135 PDFDocument5 paginiE1135 PDFalfonso_comimsaÎncă nu există evaluări
- NDT of Composite MaterialsDocument50 paginiNDT of Composite MaterialsDhaval KondhiyaÎncă nu există evaluări
- Industrial radiography A Complete Guide - 2019 EditionDe la EverandIndustrial radiography A Complete Guide - 2019 EditionÎncă nu există evaluări
- Article 16 Magnetic Flux Leakage (MFL) ExaminationDocument4 paginiArticle 16 Magnetic Flux Leakage (MFL) ExaminationAnonymous ihanyMJÎncă nu există evaluări
- Caracterisiticas Perfiles LIDocument2 paginiCaracterisiticas Perfiles LIleonciomavarezÎncă nu există evaluări
- Caracterisiticas Perfiles IeDocument15 paginiCaracterisiticas Perfiles IeleonciomavarezÎncă nu există evaluări
- Caracterisiticas Perfiles LDDocument1 paginăCaracterisiticas Perfiles LDleonciomavarezÎncă nu există evaluări
- Ultrasonic Inspection of Welds in Tubes & Pipes: Educational NoteDocument13 paginiUltrasonic Inspection of Welds in Tubes & Pipes: Educational NoteleonciomavarezÎncă nu există evaluări
- Ultrasonic Inspection of Welds in Nozzles, Nodes, Curved Surfaces & TKY JointsDocument14 paginiUltrasonic Inspection of Welds in Nozzles, Nodes, Curved Surfaces & TKY Jointsleonciomavarez100% (1)
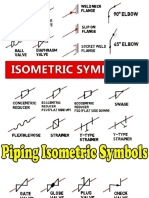
- Piping Isometric SymbolsDocument15 paginiPiping Isometric SymbolsleonciomavarezÎncă nu există evaluări
- Astron: MFL Testing Procedure For Tank FloorDocument16 paginiAstron: MFL Testing Procedure For Tank FloorleonciomavarezÎncă nu există evaluări
- Copia de Weld Consumable Calculator 1Document9 paginiCopia de Weld Consumable Calculator 1leonciomavarezÎncă nu există evaluări
- Andamios PDFDocument69 paginiAndamios PDFleonciomavarez100% (1)
- Copia de Weld Consumable Calculator 1Document9 paginiCopia de Weld Consumable Calculator 1leonciomavarezÎncă nu există evaluări
- TAPPI - 0402 - 16 (Guidelines For The Inspection and Nondestructive Examination of Paper Mchine Dryers)Document12 paginiTAPPI - 0402 - 16 (Guidelines For The Inspection and Nondestructive Examination of Paper Mchine Dryers)leonciomavarez100% (1)
- ASME B30-9 InterpretationsDocument9 paginiASME B30-9 InterpretationsleonciomavarezÎncă nu există evaluări
- Informacion CladingDocument36 paginiInformacion Cladingleonciomavarez100% (1)
- Electrolysis Cell Student ActivityDocument3 paginiElectrolysis Cell Student ActivityPersonnumberunoo0% (2)
- CHAPTER 4 Introduction To ChromatographyDocument62 paginiCHAPTER 4 Introduction To ChromatographyfieyaÎncă nu există evaluări
- Hardness Testing Comparison Table enDocument1 paginăHardness Testing Comparison Table ennedim cılız100% (1)
- Ecosystem Lesson PlanDocument3 paginiEcosystem Lesson PlanClarence RiveraÎncă nu există evaluări
- UeeDocument4 paginiUeeAditya ShrivastavÎncă nu există evaluări
- Hexane and WaterDocument4 paginiHexane and WaterFrancis Adu-marfoÎncă nu există evaluări
- Numerical Calculation of Psychrometric Properties On A CalculatorDocument5 paginiNumerical Calculation of Psychrometric Properties On A CalculatorBetoAdauta100% (1)
- Wind Asce7 16Document7 paginiWind Asce7 16MIHDI PALAPUZÎncă nu există evaluări
- Gamma Attenuation and ShieldingDocument11 paginiGamma Attenuation and ShieldingAhmedAmer1Încă nu există evaluări
- Gen. Physics 2 USLeM Week 1 Version 4Document10 paginiGen. Physics 2 USLeM Week 1 Version 4xibol14985Încă nu există evaluări
- Sliding and Rolling Bearing ArrangementsDocument23 paginiSliding and Rolling Bearing ArrangementsSartaj SinghÎncă nu există evaluări
- Applied Physics Unit 1 Notes (Lasers & OFC) CS StreamDocument32 paginiApplied Physics Unit 1 Notes (Lasers & OFC) CS StreamRaghavÎncă nu există evaluări
- Sonoluminescence by F. Ronald YoungDocument256 paginiSonoluminescence by F. Ronald Youngbennhallett100% (1)
- HW 01 SolutionDocument12 paginiHW 01 SolutionJuan Sebastian Suarez Ospina63% (8)
- The Guiding Star Free of Charge Special Coaching Class Pre-ExaminationDocument4 paginiThe Guiding Star Free of Charge Special Coaching Class Pre-ExaminationSANLU HTUTÎncă nu există evaluări
- International Journal of Coal Geology: John Coggan, Fuqiang Gao, Doug Stead, Davide ElmoDocument10 paginiInternational Journal of Coal Geology: John Coggan, Fuqiang Gao, Doug Stead, Davide Elmopradhith kattaÎncă nu există evaluări
- Heat Input Effects in WeldingDocument34 paginiHeat Input Effects in WeldingMohammed SulemanÎncă nu există evaluări
- The Earth by TELEMAC: Sébastien E. Bourban, Michael S. Turnbull and Alan J. CooperDocument8 paginiThe Earth by TELEMAC: Sébastien E. Bourban, Michael S. Turnbull and Alan J. CooperCHANDAN MAITYÎncă nu există evaluări
- B62 0030 (Rev. B 2003.05) EN - THERMOPLASTIC, THERMOSETTING MATERIALS AND THERMOPLASTIC ELASTOMERS SPECIFICATIONS - SYMBOLSDocument10 paginiB62 0030 (Rev. B 2003.05) EN - THERMOPLASTIC, THERMOSETTING MATERIALS AND THERMOPLASTIC ELASTOMERS SPECIFICATIONS - SYMBOLSDiego CamargoÎncă nu există evaluări
- Ch22 h3 Solutions PDFDocument4 paginiCh22 h3 Solutions PDFld393563Încă nu există evaluări
- HDPE Typical Pipe SizesDocument2 paginiHDPE Typical Pipe SizesSamet Belli100% (2)
- 5th IJSO-Test Solution PDFDocument7 pagini5th IJSO-Test Solution PDFВук РадовићÎncă nu există evaluări
- Ballistic impact responses of textile materialsDocument3 paginiBallistic impact responses of textile materialsLary LysuÎncă nu există evaluări
- PAPER 2222 With Final AnswersDocument24 paginiPAPER 2222 With Final AnswersAbhijeet GholapÎncă nu există evaluări
- Overview of Solid State PhysicsDocument1 paginăOverview of Solid State PhysicsHenkVriesÎncă nu există evaluări
- Difference Between Dry Type Transformers VsDocument4 paginiDifference Between Dry Type Transformers Vsmilad rouhiniaÎncă nu există evaluări
- The Reactive System Screening Tool (RSST) : An Inexpensive and Practical Approach To Sizing Emergency Relief SystemsDocument6 paginiThe Reactive System Screening Tool (RSST) : An Inexpensive and Practical Approach To Sizing Emergency Relief SystemsKam KamÎncă nu există evaluări
- Vibration and Shock Isolation-Advanced Antivibration ComponentsDocument55 paginiVibration and Shock Isolation-Advanced Antivibration Componentshiginio.moro6182Încă nu există evaluări
- Fonko Staro UpatstvoDocument27 paginiFonko Staro UpatstvoToni TalevskiÎncă nu există evaluări
- AP Physics Atwood's Machine LabDocument3 paginiAP Physics Atwood's Machine LabBipinÎncă nu există evaluări