S-ar putea să vă placă și
- APQP ChecklistDocument18 paginiAPQP ChecklistmichaelbarkovicÎncă nu există evaluări
- TraneDocument33 paginiTranejake1000100% (1)
- Din 17175 PDFDocument22 paginiDin 17175 PDFluap161256Încă nu există evaluări
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDe la EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsÎncă nu există evaluări
- RTP Design GuideDocument9 paginiRTP Design GuideprasathbalaÎncă nu există evaluări
- VDA FMEA TemplateDocument53 paginiVDA FMEA Templatewatna0% (2)
- Polymer DegradationDocument8 paginiPolymer DegradationFayza SyedÎncă nu există evaluări
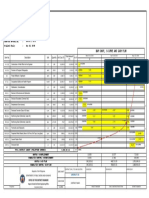
- Bar Chart and S-Curve 17rg0113 - SampleDocument1 paginăBar Chart and S-Curve 17rg0113 - SampleRyan Macayan100% (1)
- Fits & TolerancesDocument6 paginiFits & Tolerancessuperman92makÎncă nu există evaluări
- John Crane 502Document6 paginiJohn Crane 502Eh OngÎncă nu există evaluări
- Informations Techniques: Caractéristiques DimensionnellesDocument8 paginiInformations Techniques: Caractéristiques Dimensionnellesanto90kÎncă nu există evaluări
- Pressure Pipe Fittings PDFDocument64 paginiPressure Pipe Fittings PDFmonkeyDivanÎncă nu există evaluări
- Ss 01059 eDocument8 paginiSs 01059 eDavid LapacaÎncă nu există evaluări
- Custom Engineering Part Number: Series Dial SizeDocument2 paginiCustom Engineering Part Number: Series Dial SizeJose Fabio Gamboa BarraganÎncă nu există evaluări
- Technical Data 37 FlaredDocument13 paginiTechnical Data 37 FlaredhernychtÎncă nu există evaluări
- PVC Pipe Flow Chart To Purchase Short Pieces of Rigid PVC Pipe Click HereDocument5 paginiPVC Pipe Flow Chart To Purchase Short Pieces of Rigid PVC Pipe Click HerePooja GolechaÎncă nu există evaluări
- Groth Calaouge 31-05-15Document6 paginiGroth Calaouge 31-05-15Alberto CorticelliÎncă nu există evaluări
- 15-74 Hot Taps 100622Document4 pagini15-74 Hot Taps 100622SL24980Încă nu există evaluări
- 7721 Tee Mecanica Rosc Marca Americana Shurjoint TycoDocument3 pagini7721 Tee Mecanica Rosc Marca Americana Shurjoint TycoDavid EnríquezÎncă nu există evaluări
- Tescom Series 44-2200Document2 paginiTescom Series 44-2200liamcsÎncă nu există evaluări
- V SeguridadDocument8 paginiV SeguridadARJONA_JGÎncă nu există evaluări
- Roberts Oxygen Welding Industrial Catalog 2011Document104 paginiRoberts Oxygen Welding Industrial Catalog 2011sanjibkrjanaÎncă nu există evaluări
- Elastomer Bellows Seal: Applications Non-Concurrent Operating ConditionsDocument6 paginiElastomer Bellows Seal: Applications Non-Concurrent Operating ConditionsAdhie_ginthinkÎncă nu există evaluări
- SS2 Agv200 0300 01Document12 paginiSS2 Agv200 0300 01RaymondIlyasÎncă nu există evaluări
- 015 Pipe Flanges Schedule 40Document4 pagini015 Pipe Flanges Schedule 40MOHAMMAD ASIFÎncă nu există evaluări
- Especificaciones Tecnicas DezurikDocument24 paginiEspecificaciones Tecnicas DezurikdieferjimenezÎncă nu există evaluări
- Flowmeter DatasheetDocument8 paginiFlowmeter DatasheetBhoopendra SinghÎncă nu există evaluări
- Example Vessel Re RatingDocument9 paginiExample Vessel Re RatingRBKUMARÎncă nu există evaluări
- En10028 2Document12 paginiEn10028 2Patilea Daniela100% (1)
- Odular YPE A F S AF: IR Ilter EriesDocument9 paginiOdular YPE A F S AF: IR Ilter ErieshadeÎncă nu există evaluări
- Antamount: Vishay SpragueDocument22 paginiAntamount: Vishay SpraguemohamedÎncă nu există evaluări
- Shurjoint Acople de TransiciónDocument2 paginiShurjoint Acople de TransiciónRoger Cuipal PereaÎncă nu există evaluări
- Catalogo - Cilindros Hidraulicos VEGADocument24 paginiCatalogo - Cilindros Hidraulicos VEGARaul Izquierdo MoralesÎncă nu există evaluări
- Sandvik 316 Plate, Sheet and CoilDocument2 paginiSandvik 316 Plate, Sheet and CoilJesús Leal CarvajalinoÎncă nu există evaluări
- AE AccessoriesDocument16 paginiAE AccessoriesmisaelzaÎncă nu există evaluări
- Gate Valve CataogueDocument4 paginiGate Valve CataogueAditya B. RyantoÎncă nu există evaluări
- TG-73, DS - TM7301 - en - Co - 2146Document15 paginiTG-73, DS - TM7301 - en - Co - 2146Paulkumar RamaiahÎncă nu există evaluări
- Stainless Steel Seamless TubingDocument2 paginiStainless Steel Seamless Tubingtoxa0707Încă nu există evaluări
- Jack HammerDocument60 paginiJack HammerDanudear DanielÎncă nu există evaluări
- Dezurik 100 Port Eccentric Plug Valves Pef Technical 12-60-1bDocument24 paginiDezurik 100 Port Eccentric Plug Valves Pef Technical 12-60-1bjasonlaiymÎncă nu există evaluări
- Astm A228Document2 paginiAstm A228Rakesh S IndiaÎncă nu există evaluări
- Jaw Crusher 2013Document8 paginiJaw Crusher 2013dexsaÎncă nu există evaluări
- Principle of Operation: Target Inline FlowmeterDocument7 paginiPrinciple of Operation: Target Inline Flowmeterابزار دقیقÎncă nu există evaluări
- Vitomax 200HSDocument14 paginiVitomax 200HSDamir ĆavarÎncă nu există evaluări
- Wevic 0001 enDocument5 paginiWevic 0001 enamekkehÎncă nu există evaluări
- Boq - HotelDocument8 paginiBoq - HotelTiffany CombsÎncă nu există evaluări
- Din 2095Document42 paginiDin 2095Eduardo ValenciaÎncă nu există evaluări
- RMG by Honeywell BD 277 Hi-Flo GB 2010-10Document8 paginiRMG by Honeywell BD 277 Hi-Flo GB 2010-10Jorge Henostroza IntiÎncă nu există evaluări
- A3a Specs Eil PDFDocument7 paginiA3a Specs Eil PDFAlvin Smith100% (2)
- BPE Technical DataDocument5 paginiBPE Technical Datasmtamaskar2277Încă nu există evaluări
- Style 77 Standard Flexible Coupling: Product DescriptionDocument0 paginiStyle 77 Standard Flexible Coupling: Product DescriptionAnibal MoralesÎncă nu există evaluări
- Pressure Pipe FittingsDocument52 paginiPressure Pipe FittingslissandovalÎncă nu există evaluări
- Rexworth Hydraulic MotorDocument28 paginiRexworth Hydraulic MotorSorin-Adrian Learschi100% (1)
- Jis G4051Document7 paginiJis G4051tnchsgÎncă nu există evaluări
- Rubberexp ConnectallDocument6 paginiRubberexp ConnectallThaiminh VoÎncă nu există evaluări
- Plate Boiler A516 Grade 70 Datasheet PDF Beyond-SteelDocument2 paginiPlate Boiler A516 Grade 70 Datasheet PDF Beyond-SteelMugiyonoÎncă nu există evaluări
- Style 808 Duo-Lock High Pressure Coupling: Product DescriptionDocument2 paginiStyle 808 Duo-Lock High Pressure Coupling: Product Descriptionnrd9771Încă nu există evaluări
- FT MedPress AutoclaveDocument12 paginiFT MedPress AutoclaveAymeeenÎncă nu există evaluări
- 4410 - Section E - Technical PDFDocument45 pagini4410 - Section E - Technical PDFArnaldo BenitezÎncă nu există evaluări
- Dimargrow ManometrosDocument75 paginiDimargrow ManometrosStalinÎncă nu există evaluări
- AccuDraw - 2006 - CDNPLDocument16 paginiAccuDraw - 2006 - CDNPLJulio CésarÎncă nu există evaluări
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryDe la EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryÎncă nu există evaluări
- Pose 100Document16 paginiPose 100watnaÎncă nu există evaluări
- Alphard (Chassis) IndDocument70 paginiAlphard (Chassis) Indwatna100% (2)
- PA66-RG301: Flame Retardant, 30% Glass Fiber Reinforced PA66Document2 paginiPA66-RG301: Flame Retardant, 30% Glass Fiber Reinforced PA66watnaÎncă nu există evaluări
- AutomotiveDocument2 paginiAutomotivewatnaÎncă nu există evaluări
- Vortex TubesDocument10 paginiVortex TubeswatnaÎncă nu există evaluări
- Zytel (TM) HTN Moulding GuideDocument20 paginiZytel (TM) HTN Moulding GuidewatnaÎncă nu există evaluări
- Zytel (TM) HTN Moulding GuideDocument20 paginiZytel (TM) HTN Moulding GuidewatnaÎncă nu există evaluări
- Ths 2Document24 paginiThs 2gabi18051991Încă nu există evaluări
- Tech Span GroupDocument14 paginiTech Span GroupwatnaÎncă nu există evaluări
- IMM BR IR enDocument13 paginiIMM BR IR enwatnaÎncă nu există evaluări
- Measure Example Auto KTDocument8 paginiMeasure Example Auto KTwatnaÎncă nu există evaluări
- Why Water Assisted Injection MouldingDocument43 paginiWhy Water Assisted Injection MouldingwatnaÎncă nu există evaluări
- Radiator 01Document1 paginăRadiator 01watnaÎncă nu există evaluări
- Apqp PpapDocument50 paginiApqp PpapEvandro Ribeiro50% (2)
- MazegetDocument73 paginiMazegetwatnaÎncă nu există evaluări
- ArtiosCAD UsDocument4 paginiArtiosCAD Uswatna100% (1)
- FMEA Risk ManagementDocument64 paginiFMEA Risk ManagementAbhishek Singh TomarÎncă nu există evaluări
- CMTP Light Duty Domestic1Document1 paginăCMTP Light Duty Domestic1watnaÎncă nu există evaluări
- TTP-244p User Manual EDocument37 paginiTTP-244p User Manual EwatnaÎncă nu există evaluări
- Measure Example Auto KTDocument8 paginiMeasure Example Auto KTwatnaÎncă nu există evaluări
- CMTP Heavy Duty Domestic1Document1 paginăCMTP Heavy Duty Domestic1watnaÎncă nu există evaluări
- Tool Steel Comparison ChartDocument1 paginăTool Steel Comparison ChartSree Raj75% (4)
- NX7 ManualDocument232 paginiNX7 ManualArun SreedharÎncă nu există evaluări
- CX-One R134Document24 paginiCX-One R134watnaÎncă nu există evaluări
- 2012 Cleaning MaintenanceDocument33 pagini2012 Cleaning MaintenancewatnaÎncă nu există evaluări
- How To Select Plastic Injection Moulding MachineDocument48 paginiHow To Select Plastic Injection Moulding MachineDiego Sáchica60% (5)
- BS 5911-230-1994Document19 paginiBS 5911-230-1994laurentiuÎncă nu există evaluări
- Plumbing GlossaryDocument45 paginiPlumbing GlossarydonvantuongÎncă nu există evaluări
- Grey Iron A Unique MaterialDocument13 paginiGrey Iron A Unique MaterialmetkarthikÎncă nu există evaluări
- Deluxe Test Probe Kit Assembly Instruction by KK4HXJ - RevisedDocument6 paginiDeluxe Test Probe Kit Assembly Instruction by KK4HXJ - ReviseddonsterthemonsterÎncă nu există evaluări
- Portland Cement: Wednesday, March 25, 2015Document35 paginiPortland Cement: Wednesday, March 25, 2015EFRA BINIÎncă nu există evaluări
- ZCP Mu13947 PDFDocument36 paginiZCP Mu13947 PDFsugirinÎncă nu există evaluări
- Processing of Aerospace Materials - I (ME772) : Fracture Toughness and High Cycle Fatigue Date: 11 January 2022Document23 paginiProcessing of Aerospace Materials - I (ME772) : Fracture Toughness and High Cycle Fatigue Date: 11 January 2022B RITHIKAÎncă nu există evaluări
- 50ucupv PSD enDocument58 pagini50ucupv PSD enMohd AzharÎncă nu există evaluări
- Exergy AnalysisDocument58 paginiExergy Analysismohammed yaseenÎncă nu există evaluări
- Tran Cor H PDFDocument37 paginiTran Cor H PDFFernando Moreira LagosÎncă nu există evaluări
- Group Action of PilesDocument19 paginiGroup Action of PilesRachit Khandelwal0% (1)
- AssII 466Document2 paginiAssII 466Amr TawfikÎncă nu există evaluări
- Names of All Materials WRT ASTM No.Document6 paginiNames of All Materials WRT ASTM No.روشان فاطمة روشانÎncă nu există evaluări
- DVM S Technical Bulletins - DVM S System Refrigerant Pump Down Guideline PDFDocument2 paginiDVM S Technical Bulletins - DVM S System Refrigerant Pump Down Guideline PDFDavid AlmeidaÎncă nu există evaluări
- MWA Airfoil BrochureDocument2 paginiMWA Airfoil BrochureDanÎncă nu există evaluări
- ProductCatalogue en 2020 Web EmailDocument57 paginiProductCatalogue en 2020 Web EmailAlexandru NeatuÎncă nu există evaluări
- Corrotherm International Brochure 2019Document8 paginiCorrotherm International Brochure 2019colourhutÎncă nu există evaluări
- ALTECH PE-HD A 2010/506 GF10: Technical Data SheetDocument2 paginiALTECH PE-HD A 2010/506 GF10: Technical Data SheetPhung LucÎncă nu există evaluări
- BME301 - Material Engineering Notes - 2023 - 24Document15 paginiBME301 - Material Engineering Notes - 2023 - 24kec.abhishek463Încă nu există evaluări
- Merge From Ofoct (4) CompressedDocument38 paginiMerge From Ofoct (4) CompressedKalyani ingoleÎncă nu există evaluări
- Heat PumpsDocument317 paginiHeat PumpsDiana SoareÎncă nu există evaluări
- Dev. 9-Garden and Landscape.: DescriptionDocument9 paginiDev. 9-Garden and Landscape.: DescriptionrafabdÎncă nu există evaluări
- Product Information F737 OberonDocument2 paginiProduct Information F737 OberonCosmic TitusÎncă nu există evaluări
- Fluid Mechanics PDFDocument73 paginiFluid Mechanics PDFSanjan KSÎncă nu există evaluări
- 02 Req App 01 Drawing & SpecificationDocument4 pagini02 Req App 01 Drawing & Specificationjaimejulio69Încă nu există evaluări
- Avtl 104 Instructions For UseDocument72 paginiAvtl 104 Instructions For Usechirayus_3Încă nu există evaluări
- CH 02 Load EstimationDocument19 paginiCH 02 Load EstimationMuhammed FekryÎncă nu există evaluări
- Polystone P Homopolymer: Technical Data SheetDocument1 paginăPolystone P Homopolymer: Technical Data Sheetmuchamad yasinÎncă nu există evaluări