S-ar putea să vă placă și
- Rotary Kiln Installation and Operation InstructionDocument35 paginiRotary Kiln Installation and Operation InstructionSanjay100% (1)
- Report For 92MW Power Plant of UltratechDocument52 paginiReport For 92MW Power Plant of UltratechNirav Parmar100% (1)
- Steam Turbine Inspection Bhel PDFDocument26 paginiSteam Turbine Inspection Bhel PDFMohammedBujair100% (4)
- Mill Testing Optimisation and TargetingDocument134 paginiMill Testing Optimisation and TargetingArtemMirra90% (10)
- Turbine Maintenance BookDocument223 paginiTurbine Maintenance Bookbarrunsiswo100% (9)
- SOW For Stacker and Reclaimer - Inspection and EvaluationDocument8 paginiSOW For Stacker and Reclaimer - Inspection and Evaluationriysall100% (1)
- Major Process Equipment Maintenance and RepairDe la EverandMajor Process Equipment Maintenance and RepairEvaluare: 4 din 5 stele4/5 (4)
- DPWH Cost EstimationDocument67 paginiDPWH Cost EstimationAj Abe92% (12)
- Maintenance Management of Equipment in Coal MinesDocument39 paginiMaintenance Management of Equipment in Coal MinesDr-Narayan Acharya100% (1)
- Reliability-Centered Maintenance (RCM) of Quenching Car Used in Coke Oven PlantsDocument5 paginiReliability-Centered Maintenance (RCM) of Quenching Car Used in Coke Oven PlantsPretty KediboneÎncă nu există evaluări
- Maintenance of Electrical Motors 1.5Document9 paginiMaintenance of Electrical Motors 1.5Sayed NagyÎncă nu există evaluări
- Fachartikel ICR 2018 11 VDZ Kiln Maintenance enDocument3 paginiFachartikel ICR 2018 11 VDZ Kiln Maintenance en이상길Încă nu există evaluări
- BHELDocument56 paginiBHELAjay Kumar100% (1)
- Research On Control System of Truck-Mounted Rig FoDocument6 paginiResearch On Control System of Truck-Mounted Rig FoParamesWaranÎncă nu există evaluări
- Maintenance of Electrical Motors 1.5Document5 paginiMaintenance of Electrical Motors 1.5Sayed NagyÎncă nu există evaluări
- Edoc - Pub - Steam Turbine Inspection Bhel PDFDocument26 paginiEdoc - Pub - Steam Turbine Inspection Bhel PDFKarthikeyanÎncă nu există evaluări
- Steam Turbine Inspection Bhel PDFDocument26 paginiSteam Turbine Inspection Bhel PDFReda NariÎncă nu există evaluări
- (Cybernetics and Information Technologies) Intelligent Methods For Process Control and Diagnostics of A Mill Fan SystemDocument10 pagini(Cybernetics and Information Technologies) Intelligent Methods For Process Control and Diagnostics of A Mill Fan SystemMochamad TholenkÎncă nu există evaluări
- Cleaner ProductionDocument5 paginiCleaner ProductionBECCA2908Încă nu există evaluări
- What Actions Will You Follow To Ensure That The Crank Case Oil of The Main Engine Is Always in Satisfactory Condition?Document16 paginiWhat Actions Will You Follow To Ensure That The Crank Case Oil of The Main Engine Is Always in Satisfactory Condition?arjun singhÎncă nu există evaluări
- 07 Underground Mine MechanisationDocument16 pagini07 Underground Mine MechanisationNeha Sharma100% (2)
- Rotating 2Document18 paginiRotating 2rafieeÎncă nu există evaluări
- Notes On Maintenance of TransformersDocument19 paginiNotes On Maintenance of Transformersamer4411100% (2)
- Coal-Mill Optimisation in Coal-Fired Power Stations Aids FlexibilityDocument9 paginiCoal-Mill Optimisation in Coal-Fired Power Stations Aids FlexibilityTinyiko S. MalulekeÎncă nu există evaluări
- Refinery Fuel System Control Optimisation ERTC Computing 2004Document27 paginiRefinery Fuel System Control Optimisation ERTC Computing 2004ShankarMukherjeeÎncă nu există evaluări
- Maintenance of Gas Turbine 5465656Document14 paginiMaintenance of Gas Turbine 5465656Amr Awad100% (1)
- 4.project ReportDocument38 pagini4.project ReportJagadeeshan SivanÎncă nu există evaluări
- VPCL Essar PowerDocument49 paginiVPCL Essar Powerbhavya_nmimsÎncă nu există evaluări
- Overall Tech. Cap. 4.1 - Life Extension Hour Technical NoteDocument6 paginiOverall Tech. Cap. 4.1 - Life Extension Hour Technical NoteiJordanScribdÎncă nu există evaluări
- Condition Monitoring TataDocument24 paginiCondition Monitoring TataNicolas Pérez MoralesÎncă nu există evaluări
- 058467Document18 pagini058467Marco Bertoldi100% (1)
- Hydro Power Maintenance PDFDocument9 paginiHydro Power Maintenance PDFRavinder SharmaÎncă nu există evaluări
- Recommendations For The Inspection of Steam TurbinesDocument20 paginiRecommendations For The Inspection of Steam Turbinesjmsponte100% (2)
- Faber Medi-Serve SDN BHDDocument6 paginiFaber Medi-Serve SDN BHDragunatharaoÎncă nu există evaluări
- What Is The Purpose of Turbine?Document7 paginiWhat Is The Purpose of Turbine?sathesh waranÎncă nu există evaluări
- Steam Turbine Inspection BhelDocument26 paginiSteam Turbine Inspection Bheldnageshm4n244100% (5)
- Maintenance LevelsDocument25 paginiMaintenance Levelsmuhi salehÎncă nu există evaluări
- CUMMINS Gen Set Commissioning - JODP PH#3 - FINAL 25 - 11 - 2015Document13 paginiCUMMINS Gen Set Commissioning - JODP PH#3 - FINAL 25 - 11 - 2015islam mohamedÎncă nu există evaluări
- Electrical Equipment Maintenance AnswersDocument12 paginiElectrical Equipment Maintenance AnswersGodfreyÎncă nu există evaluări
- BP Executive - Summary - English - Final - BPCL - 11102018Document18 paginiBP Executive - Summary - English - Final - BPCL - 11102018ANIL KUMARÎncă nu există evaluări
- Maintenance Plan: Maintenenance Engineering (Me-403)Document22 paginiMaintenance Plan: Maintenenance Engineering (Me-403)moe100% (1)
- Powergen Europe 2014, Cologne: Gas Turbine Short and Long Term Operation and Failure MechanismsDocument13 paginiPowergen Europe 2014, Cologne: Gas Turbine Short and Long Term Operation and Failure MechanismsKR PAÎncă nu există evaluări
- Turbine Maintenance Book PDFDocument223 paginiTurbine Maintenance Book PDFAnonymous mNQq7oj100% (1)
- Chapter VIDocument7 paginiChapter VIlawliet lawfordÎncă nu există evaluări
- Opportunity For Improvement (OFI) : 3600 MW TPP, Chhattisgarh, IndiaDocument13 paginiOpportunity For Improvement (OFI) : 3600 MW TPP, Chhattisgarh, Indiapramod_nandaÎncă nu există evaluări
- Distribution TransformerDocument16 paginiDistribution TransformerPurit RawalÎncă nu există evaluări
- Basic Power Plant PDFDocument21 paginiBasic Power Plant PDFAntony ClaranceÎncă nu există evaluări
- 1int. To CompDocument6 pagini1int. To CompDiyaNegiÎncă nu există evaluări
- Sow - Om CHP PDFDocument16 paginiSow - Om CHP PDFSuresh SÎncă nu există evaluări
- Power Generation: Coal-Fired: Bently Nevada Asset Condition MonitoringDocument12 paginiPower Generation: Coal-Fired: Bently Nevada Asset Condition MonitoringsirtrungÎncă nu există evaluări
- VBR LM2500 MetalSCAN Presentation AustraliaDocument18 paginiVBR LM2500 MetalSCAN Presentation AustraliaAbrahan BaezaÎncă nu există evaluări
- Coal Handling 1Document18 paginiCoal Handling 1pupung182Încă nu există evaluări
- DCSandPLC Cement PlantsDocument12 paginiDCSandPLC Cement PlantsWaqar Abdul GhaffarÎncă nu există evaluări
- Operation and Maintenance of 220KV Receiving SubstationDocument5 paginiOperation and Maintenance of 220KV Receiving SubstationPrakash Chavan100% (1)
- INFORME DE MTTO JDocument22 paginiINFORME DE MTTO JJerson MeloÎncă nu există evaluări
- Summer Training Final ReportDocument114 paginiSummer Training Final ReportFaruque Khan YumkhaibamÎncă nu există evaluări
- Jurgen SchwarzDocument6 paginiJurgen SchwarzmersiumÎncă nu există evaluări
- D.G Set AssembleDocument13 paginiD.G Set AssemblerbrajatbaliÎncă nu există evaluări
- Damages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsDe la EverandDamages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsEvaluare: 4.5 din 5 stele4.5/5 (2)
- Projek Rekabentuk Walkwaybridge 2014 - 15Document6 paginiProjek Rekabentuk Walkwaybridge 2014 - 15HambaliÎncă nu există evaluări
- Juniper M5 M10 DatasheetDocument6 paginiJuniper M5 M10 DatasheetMohammed Ali ZainÎncă nu există evaluări
- Data Loss PreventionDocument20 paginiData Loss Preventiondeepak4315Încă nu există evaluări
- UNIT 6 - Dr. Cemre Erciyes PDFDocument24 paginiUNIT 6 - Dr. Cemre Erciyes PDFMaries San PedroÎncă nu există evaluări
- FranchisingDocument38 paginiFranchisingprasadmahajan26100% (1)
- Soal TKM B. Inggris Kls XII Des. 2013Document8 paginiSoal TKM B. Inggris Kls XII Des. 2013Sinta SilviaÎncă nu există evaluări
- Qrqs"1 Xl/Ijj1L Joi?Llt'Lll: Transport Bhawan, 1, Parliament Street New Delhi-110001Document2 paginiQrqs"1 Xl/Ijj1L Joi?Llt'Lll: Transport Bhawan, 1, Parliament Street New Delhi-110001PrakashKommukuriÎncă nu există evaluări
- Hyster Forklift Class 5 Internal Combustion Engine Trucks g019 h13xm h12xm 12ec Service ManualsDocument23 paginiHyster Forklift Class 5 Internal Combustion Engine Trucks g019 h13xm h12xm 12ec Service Manualsedwinodom070882sad100% (72)
- Goat Farm ProjectDocument44 paginiGoat Farm ProjectVipin Kushwaha83% (6)
- Ultra Wideband TechnologyDocument21 paginiUltra Wideband TechnologyAzazelÎncă nu există evaluări
- Emancipation Fact SheetDocument2 paginiEmancipation Fact SheetKeelie SmithÎncă nu există evaluări
- DSP Unit V ObjectiveDocument4 paginiDSP Unit V Objectiveshashi dharÎncă nu există evaluări
- 11 - Savulescu Et Al (2020) - Equality or Utility. Ethics and Law of Rationing VentilatorsDocument6 pagini11 - Savulescu Et Al (2020) - Equality or Utility. Ethics and Law of Rationing VentilatorsCorrado BisottoÎncă nu există evaluări
- Telemeter-Electronic Brochure Flexible Heaters WebDocument12 paginiTelemeter-Electronic Brochure Flexible Heaters WebXavierÎncă nu există evaluări
- KINDRED HEALTHCARE, INC 10-K (Annual Reports) 2009-02-25Document329 paginiKINDRED HEALTHCARE, INC 10-K (Annual Reports) 2009-02-25http://secwatch.comÎncă nu există evaluări
- Logbook) Industrial Attachment Brief To Students-3Document6 paginiLogbook) Industrial Attachment Brief To Students-3geybor100% (1)
- COST v. MMWD Complaint 8.20.19Document64 paginiCOST v. MMWD Complaint 8.20.19Will HoustonÎncă nu există evaluări
- Odontogenic CystsDocument5 paginiOdontogenic CystsBH ASMRÎncă nu există evaluări
- Centurion Bank of PunjabDocument7 paginiCenturion Bank of Punjabbaggamraasi1234Încă nu există evaluări
- LIC Form - Intimation of Death Retirement Leaving ServiceDocument1 paginăLIC Form - Intimation of Death Retirement Leaving ServicekaustubhÎncă nu există evaluări
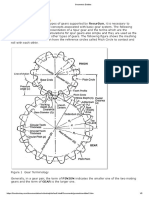
- Geometric Entities: Basic Gear TerminologyDocument5 paginiGeometric Entities: Basic Gear TerminologyMatija RepincÎncă nu există evaluări
- Valery 1178Document22 paginiValery 1178valerybikobo588Încă nu există evaluări
- Job Description Examples - British GasDocument2 paginiJob Description Examples - British GasIonela IftimeÎncă nu există evaluări
- Splunk Certification: Certification Exam Study GuideDocument18 paginiSplunk Certification: Certification Exam Study GuidesalemselvaÎncă nu există evaluări
- 4439 Chap01Document28 pagini4439 Chap01bouthaina otÎncă nu există evaluări
- HANA Heroes 1 - EWM Lessons Learned (V2)Document40 paginiHANA Heroes 1 - EWM Lessons Learned (V2)Larissa MaiaÎncă nu există evaluări
- Inv69116728 45926324Document1 paginăInv69116728 45926324dany.cantaragiuÎncă nu există evaluări
- Invidis Yearbook 2019Document51 paginiInvidis Yearbook 2019Luis SanchezÎncă nu există evaluări
- SAN MIGUEL CORPORATION, ANGEL G. ROA and MELINDA MACARAIG, vs. NATIONAL LABOR RELATIONS COMMISSION (Second Division), LABOR ARBITER EDUARDO J. CARPIO, ILAW AT BUKLOD NG MANGGAGAWA (IBM), ET ALDocument6 paginiSAN MIGUEL CORPORATION, ANGEL G. ROA and MELINDA MACARAIG, vs. NATIONAL LABOR RELATIONS COMMISSION (Second Division), LABOR ARBITER EDUARDO J. CARPIO, ILAW AT BUKLOD NG MANGGAGAWA (IBM), ET ALLaila Ismael SalisaÎncă nu există evaluări