S-ar putea să vă placă și
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Owner's Engineer - A Viable Solution For Capital ProjectsDocument5 paginiOwner's Engineer - A Viable Solution For Capital Projectscmms88Încă nu există evaluări
- Waste Management Practices of An Educational InstitutionDocument6 paginiWaste Management Practices of An Educational InstitutionapjeasÎncă nu există evaluări
- EHB en 9.7 Equivalent MaterialsDocument7 paginiEHB en 9.7 Equivalent MaterialsEzraHasibuanÎncă nu există evaluări
- Mccall Diesel Motor Works Case StudyDocument14 paginiMccall Diesel Motor Works Case StudyKimberlyConde100% (2)
- (Series in Organization and Management) Sanford M. Jacoby-Employing Bureaucracy - Managers, Unions, and The Transformation of Work in The 20th Century-Psychology Press (2004)Document330 pagini(Series in Organization and Management) Sanford M. Jacoby-Employing Bureaucracy - Managers, Unions, and The Transformation of Work in The 20th Century-Psychology Press (2004)Andrada BochișÎncă nu există evaluări
- Hangars PlaningDocument4 paginiHangars PlaningZoran0% (1)
- Packages Internship ReportDocument75 paginiPackages Internship ReportHamza Hassan0% (2)
- Estimation of Total PopulationDocument11 paginiEstimation of Total PopulationHiren PatelÎncă nu există evaluări
- Hazard Analysis Worksheet For Glass ContainersDocument6 paginiHazard Analysis Worksheet For Glass ContainersAdare Oluwafemi Thomas100% (1)
- Indian Standards As On 17.01.2004 LatestDocument19 paginiIndian Standards As On 17.01.2004 LatestSaravana KumarÎncă nu există evaluări
- Define QualityDocument14 paginiDefine QualityRunaway ShujiÎncă nu există evaluări
- BMH T880XDocument19 paginiBMH T880Xvijaykumarbitla100% (1)
- 1-Test Report of Celozin Tablet OkDocument1 pagină1-Test Report of Celozin Tablet OkShagorShagorÎncă nu există evaluări
- Saint-Gobain Kanalizacione CeviDocument61 paginiSaint-Gobain Kanalizacione CeviDjordje KarastojkovicÎncă nu există evaluări
- Inventory Management TechniquesDocument10 paginiInventory Management TechniquesAna Milena ÁbregoÎncă nu există evaluări
- Sustainability in Steel ConstructionDocument5 paginiSustainability in Steel ConstructionIshwarya SrikanthÎncă nu există evaluări
- Laura de Lorenzis, Antonio Nanni (200x), Strengthening of RC Structures With Near Surface Mounted FRP RodsDocument138 paginiLaura de Lorenzis, Antonio Nanni (200x), Strengthening of RC Structures With Near Surface Mounted FRP RodsnvngonÎncă nu există evaluări
- Asset LifeDocument3 paginiAsset LifeeigersumarlyÎncă nu există evaluări
- SMART Case UpdatedDocument13 paginiSMART Case UpdatedPatricia Ordoñez0% (1)
- 3D Printing Disrupts Manufacturing How Economies of One Create New Rules of CompetitionDocument6 pagini3D Printing Disrupts Manufacturing How Economies of One Create New Rules of CompetitiondavehidÎncă nu există evaluări
- DARwIn OP Fabrication ManualDocument51 paginiDARwIn OP Fabrication ManualFikri Ariful PebÎncă nu există evaluări
- Unit - 5 Locating The Firm in The Global EconomyDocument7 paginiUnit - 5 Locating The Firm in The Global EconomyAsmish Ethiopia100% (6)
- PoliblockDocument4 paginiPoliblockMarco BellidoÎncă nu există evaluări
- Me6501 Mechanical Behaviour of MaterialsDocument54 paginiMe6501 Mechanical Behaviour of MaterialsSiddarthanSrtÎncă nu există evaluări
- Cable Tool Drilling MethordDocument5 paginiCable Tool Drilling MethordShehzad khanÎncă nu există evaluări
- AcmDocument4 paginiAcmFarahAhmed0% (4)
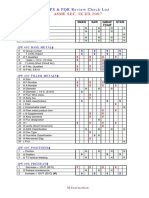
- WPS & PQR Review Check List: Asme Sec. Ix Ed.2007Document2 paginiWPS & PQR Review Check List: Asme Sec. Ix Ed.2007KyÎncă nu există evaluări
- Viator Ang Broshura FinalDocument11 paginiViator Ang Broshura FinalVladoÎncă nu există evaluări
- Basco Black Masterbatches: PF1910/03-LP PF1910/05-LP PF1910/07-LP PF1910/22-LPDocument2 paginiBasco Black Masterbatches: PF1910/03-LP PF1910/05-LP PF1910/07-LP PF1910/22-LPjoshuaÎncă nu există evaluări
- BOQ - Bill BageDocument16 paginiBOQ - Bill BageSinthuja DilanÎncă nu există evaluări