S-ar putea să vă placă și
- Simulador de Gerencia de Operaciones (Simpro)Document25 paginiSimulador de Gerencia de Operaciones (Simpro)Clever Cruz CuevaÎncă nu există evaluări
- Informe Simpro Casi Completo 1Document17 paginiInforme Simpro Casi Completo 1Andriu ShigesoÎncă nu există evaluări
- Balotario - Simpro BasicoDocument1 paginăBalotario - Simpro BasicoclarivelÎncă nu există evaluări
- Como Realizar La ASIGNACION DE CIFDocument5 paginiComo Realizar La ASIGNACION DE CIFJuanse Vazquez Reyes100% (2)
- Adm. Financiera - Ejercicios de Evaluacion de ProyectosDocument3 paginiAdm. Financiera - Ejercicios de Evaluacion de ProyectosSteven WonderÎncă nu există evaluări
- Productividad Faber CastelDocument7 paginiProductividad Faber CastelSergio Vargas Marin100% (1)
- Ejercicios Clase Cap. 11Document36 paginiEjercicios Clase Cap. 11Jonathan RodríguezÎncă nu există evaluări
- Estados Financieros 2011-2012Document149 paginiEstados Financieros 2011-2012Zaritha Tu Lokita Pexoxa100% (1)
- Casos Practicos Resueltos COSTOS IIDocument13 paginiCasos Practicos Resueltos COSTOS IIbryan velezÎncă nu există evaluări
- 2020-2 Uni SC Preg 4 Examen FinalDocument3 pagini2020-2 Uni SC Preg 4 Examen FinalJUNIOR DOMINGUEZ MARQUEZÎncă nu există evaluări
- Practica 2 LogisticaDocument25 paginiPractica 2 LogisticaErnesto Alonso CCANQUI ATENCIOÎncă nu există evaluări
- COSTOSDocument17 paginiCOSTOSLeissy Andrade SandyÎncă nu există evaluări
- Casos Semana 01 GP233WDocument16 paginiCasos Semana 01 GP233WAngel ChirinosÎncă nu există evaluări
- Taller 1 Unidad 3 Adm. Del Capital de Trabajo DCDocument4 paginiTaller 1 Unidad 3 Adm. Del Capital de Trabajo DCDavid CastroÎncă nu există evaluări
- Diapositivas Contabilidad Gerencial III - 2017 - I - IIDocument77 paginiDiapositivas Contabilidad Gerencial III - 2017 - I - IIsheilaÎncă nu există evaluări
- Selected Solutions - 19Document5 paginiSelected Solutions - 19carl gilÎncă nu există evaluări
- Kevin - SISTEMA LABSAG - SIMPRODocument8 paginiKevin - SISTEMA LABSAG - SIMPROAstryd MeoñoÎncă nu există evaluări
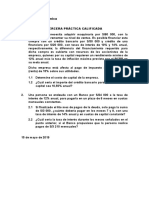
- IE - Tercera Práctica CalificadaDocument1 paginăIE - Tercera Práctica CalificadaDaniel Valdera TorresÎncă nu există evaluări
- Preguntas Costos Por ProcesosDocument2 paginiPreguntas Costos Por ProcesosleidyÎncă nu există evaluări
- Goodyear Caso 7Document20 paginiGoodyear Caso 7Rita Mitacc SaraviaÎncă nu există evaluări
- Nicsp 21Document20 paginiNicsp 21Fanny Montes CarlosÎncă nu există evaluări
- FEPI - Estados FinancierosDocument24 paginiFEPI - Estados FinancierosAnonymous xBDJNc6BÎncă nu există evaluări
- Costos Por Procesos Leonela Oliveros Jimenez y Ange BoteroDocument3 paginiCostos Por Procesos Leonela Oliveros Jimenez y Ange BoteroLeonela OliverosÎncă nu există evaluări
- Resumen Admin Créd InventDocument17 paginiResumen Admin Créd InventemersonÎncă nu există evaluări
- 2017 - Abad - Fabricacion y Comercializacion de Mantequilla PDFDocument255 pagini2017 - Abad - Fabricacion y Comercializacion de Mantequilla PDFChristianMauricioYaniqueMontañoÎncă nu există evaluări
- Conceptos Generales y ClasificacionDocument50 paginiConceptos Generales y ClasificacionAitor ImagenÎncă nu există evaluări
- Semana 5 - Costos Indirectos de FabricaciónDocument42 paginiSemana 5 - Costos Indirectos de FabricaciónkatyÎncă nu există evaluări
- Labsag Brochure Simpro PDFDocument28 paginiLabsag Brochure Simpro PDFluis saavedraÎncă nu există evaluări
- Ejercicios Identificacion de Costos No 1Document3 paginiEjercicios Identificacion de Costos No 1Dyllan Knight de HortaÎncă nu există evaluări
- Costos Por Procesos Con 3 DepartamentosDocument6 paginiCostos Por Procesos Con 3 DepartamentosCarlos Robinson Tocto AltamiranoÎncă nu există evaluări
- Trabajo de Campo FinalDocument30 paginiTrabajo de Campo FinalAngelÎncă nu există evaluări
- Productividad Eficiencia EconomicaDocument22 paginiProductividad Eficiencia EconomicaJorge Rubio100% (1)
- Guia de Ejercicios de Sistemas de CostosDocument22 paginiGuia de Ejercicios de Sistemas de CostosMatias SpinelliÎncă nu există evaluări
- Balema Toffee SacDocument145 paginiBalema Toffee Sacjohana100% (1)
- MarcasDocument53 paginiMarcasjcaceresaleÎncă nu există evaluări
- Precio de Venta UnitarioDocument13 paginiPrecio de Venta Unitariorumblez1zÎncă nu există evaluări
- S5 Casos Clase IFPPDocument22 paginiS5 Casos Clase IFPPJorge AngelÎncă nu există evaluări
- Toro Wings PDFDocument45 paginiToro Wings PDFJossep Quispe MitaccÎncă nu există evaluări
- Oportunidade y Amenazas DecathlonDocument1 paginăOportunidade y Amenazas Decathlonangelarr0621Încă nu există evaluări
- 4b - Ejercicios Costos Por ProcesosDocument2 pagini4b - Ejercicios Costos Por ProcesosFernando Muñoz OficialÎncă nu există evaluări
- 02 - Ejercicios Del Estado Del Costo de Produccion y VentasDocument2 pagini02 - Ejercicios Del Estado Del Costo de Produccion y VentasROSA HUAMAN DOMINGUEZÎncă nu există evaluări
- Costos y PresupuestosDocument14 paginiCostos y PresupuestosLUZ MARIA VALVERDE RAMOSÎncă nu există evaluări
- SEMANA 3 - Tema 6 PRESUPUESTO OPERATIVODocument18 paginiSEMANA 3 - Tema 6 PRESUPUESTO OPERATIVOLycantropoSxÎncă nu există evaluări
- Casos Prácticos - SotDocument32 paginiCasos Prácticos - SotJhonatanGeronimoÎncă nu există evaluări
- UntitledDocument4 paginiUntitledEzequiel Leon AndiaÎncă nu există evaluări
- Taller Práctico Individual Sobre Estado de Costo y Estado de ResultadosDocument8 paginiTaller Práctico Individual Sobre Estado de Costo y Estado de Resultadostarp0% (1)
- 8° Semana PDFDocument26 pagini8° Semana PDFelarÎncă nu există evaluări
- Modelo de Importacion de DronesDocument4 paginiModelo de Importacion de DronesSánchez JersonÎncă nu există evaluări
- S06.s2-CASO APLICATIVO-UTLIDADDocument1 paginăS06.s2-CASO APLICATIVO-UTLIDADAlberto LozanoÎncă nu există evaluări
- Caso Practico Desarrollado en Clase - Costos Abc - Grupo 3Document13 paginiCaso Practico Desarrollado en Clase - Costos Abc - Grupo 3Junior Vidal Viera100% (1)
- Caso 5Document16 paginiCaso 5SEBASTIAN JAIL CAMAC DIAZÎncă nu există evaluări
- Cuestionario 6 y 7Document9 paginiCuestionario 6 y 7Carlos QuispeÎncă nu există evaluări
- Costos AbcDocument3 paginiCostos AbcLucía Priscila Encalada ZapataÎncă nu există evaluări
- Estudio de Casos Costeo 08 EjerciciosDocument4 paginiEstudio de Casos Costeo 08 EjerciciosJorge Rojas GeldresÎncă nu există evaluări
- Laboratorio 03 Costeo de ProductosDocument20 paginiLaboratorio 03 Costeo de ProductosEdward Napanga ZentenoÎncă nu există evaluări
- Costos y Presupuestos Ultimo PDFDocument219 paginiCostos y Presupuestos Ultimo PDFIrvinRamosRojasÎncă nu există evaluări
- Tesis de Investiación Coopac NSR CajabambaDocument101 paginiTesis de Investiación Coopac NSR CajabambaTaylor de la cruzÎncă nu există evaluări
- Avance Trabajo de Campo Contabilidad GubernamentalDocument8 paginiAvance Trabajo de Campo Contabilidad GubernamentalFabiola Falcón CórdovaÎncă nu există evaluări
- Resumen SimproDocument13 paginiResumen SimproMelizHita Meléndez Reyes100% (2)
- Formato SimuladoresLabsag2023Document20 paginiFormato SimuladoresLabsag2023Laly Saldaña ColchadoÎncă nu există evaluări
- Dia-1 5to Grado - 22 de NoviembreDocument4 paginiDia-1 5to Grado - 22 de NoviembreDiego Estefano Pichihua CarreraÎncă nu există evaluări
- Exposicion Sib FinalDocument31 paginiExposicion Sib FinalJUAN DE DIOS NUEZ SOSAÎncă nu există evaluări
- Modelo Ficha Tecnica de CursoDocument2 paginiModelo Ficha Tecnica de CursoMarcelita AvilaÎncă nu există evaluări
- Pensamiento Profesional Semana 2Document3 paginiPensamiento Profesional Semana 2MERCEDES MÎncă nu există evaluări
- Condor Am-14Document1 paginăCondor Am-14WiilmerRonaldoPinzonÎncă nu există evaluări
- Actividades de La 8 Guia de CTEEMSDocument4 paginiActividades de La 8 Guia de CTEEMSAnonymous Bp8MsOHYWfÎncă nu există evaluări
- Informe V.P de Lucy Nataly PeraltaDocument6 paginiInforme V.P de Lucy Nataly PeraltaCOMISARIA DE FAMILIA CHANCHAMAYOÎncă nu există evaluări
- Comentario A La Ley 26727Document15 paginiComentario A La Ley 26727nocherenseÎncă nu există evaluări
- Eleccion de Tuberias P.Document15 paginiEleccion de Tuberias P.Majos NoriegaÎncă nu există evaluări
- Taller Decameron Teoría 2Document3 paginiTaller Decameron Teoría 2carolinaÎncă nu există evaluări
- UNIBOL BoliviaDocument6 paginiUNIBOL BoliviaCarola Zenteno SaavedraÎncă nu există evaluări
- PDF Diagramas Saveirogolvoyage 16 Ccra - CompressDocument16 paginiPDF Diagramas Saveirogolvoyage 16 Ccra - CompressOscar RamirezÎncă nu există evaluări
- Presentación Teoría de Colas - Reparación de MáquinasDocument56 paginiPresentación Teoría de Colas - Reparación de MáquinasJosé Ramos EscorciaÎncă nu există evaluări
- Reporte 1, OrgaDocument4 paginiReporte 1, OrgaKeyla OrozcoÎncă nu există evaluări
- Representacion de Bajo Nivel y Alto Nivel de DatosDocument4 paginiRepresentacion de Bajo Nivel y Alto Nivel de DatosrikudouriisÎncă nu există evaluări
- 01 Fe12 00000209Document1 pagină01 Fe12 00000209jorge quinteroÎncă nu există evaluări
- LATAM APs QS1A Datasheet SPDocument2 paginiLATAM APs QS1A Datasheet SPWalteros AugustoÎncă nu există evaluări
- 2021 91d54 BolmineDocument1 pagină2021 91d54 BolmineValentin VillegasÎncă nu există evaluări
- Memoria Chanel FinalDocument20 paginiMemoria Chanel Finaledwardandresteoi0% (1)
- D1 A1 FICHA COM. Planificamos y Escribimos Un Afiche Publicitario.Document2 paginiD1 A1 FICHA COM. Planificamos y Escribimos Un Afiche Publicitario.VictoriaPaulinaÎncă nu există evaluări
- 4to C - Personal Social - Sesión de Aprendizaje N. 128Document4 pagini4to C - Personal Social - Sesión de Aprendizaje N. 128Irenia Luz Rondón de HuacaniÎncă nu există evaluări
- Metrica Griega 1984-2004Document15 paginiMetrica Griega 1984-2004egarcian100% (1)
- Cultura EmprendedoraDocument20 paginiCultura EmprendedoraAmalia De Los Angeles Hernandez MendozaÎncă nu există evaluări
- Manejo Estadistico de Degradacion de CN Con Peroxido y Sulfato de Cobre PDFDocument122 paginiManejo Estadistico de Degradacion de CN Con Peroxido y Sulfato de Cobre PDFJulio Castro100% (1)
- Comunidad Urbana Wiphala - El AltoDocument2 paginiComunidad Urbana Wiphala - El AltoGutierrez EcarlosÎncă nu există evaluări
- Estimulacion Temprana ExposicionDocument33 paginiEstimulacion Temprana ExposicionPAOLITA0% (1)
- Guia de Aprendizaje - EmprendimientoDocument8 paginiGuia de Aprendizaje - Emprendimientojaider arteagaÎncă nu există evaluări
- Formato de Entrevista General para Casos de Ninos en PsicologiaDocument16 paginiFormato de Entrevista General para Casos de Ninos en PsicologiaSaul Ortiz UlinÎncă nu există evaluări
- Schenider ElectricDocument42 paginiSchenider ElectricbreynneroÎncă nu există evaluări