S-ar putea să vă placă și
- Projetos De Controle De Motor Usando O ArduinoDe la EverandProjetos De Controle De Motor Usando O ArduinoÎncă nu există evaluări
- Desenvolvimento De Projetos Em Clp Ladder Baseado No Twidosuite Volume ÚnicoDe la EverandDesenvolvimento De Projetos Em Clp Ladder Baseado No Twidosuite Volume ÚnicoÎncă nu există evaluări
- Soldagem Ao Arco SubmersoDocument52 paginiSoldagem Ao Arco Submersovinente100% (1)
- Como Soldar Solda Branca 1Document7 paginiComo Soldar Solda Branca 1Kharllos Silva100% (1)
- Tecnologia Da Soldagem PDFDocument131 paginiTecnologia Da Soldagem PDFAntonioMoraesÎncă nu există evaluări
- Soma Bancadas DidaticasDocument48 paginiSoma Bancadas DidaticasRonney Carlos Borges MangabeiraÎncă nu există evaluări
- Apostila Comandos Eletricos FazendoDocument6 paginiApostila Comandos Eletricos FazendoRobson OliveiraÎncă nu există evaluări
- Coletanea de ProvasDocument344 paginiColetanea de ProvasAntonio Alves de Faria50% (2)
- Catalogo Fluke 2013Document76 paginiCatalogo Fluke 2013Fluke Do BrasilÎncă nu există evaluări
- ANALISADORES INDUSTRIAIS Parte01Document63 paginiANALISADORES INDUSTRIAIS Parte01Rita de Cassia CostaÎncă nu există evaluări
- Processos de Usinagem Apostilas Engenharia Mecanica Part1 PDFDocument60 paginiProcessos de Usinagem Apostilas Engenharia Mecanica Part1 PDFLidiane SilvaÎncă nu există evaluări
- 2) Eletricidade BásicaDocument156 pagini2) Eletricidade BásicaComercial BrascomÎncă nu există evaluări
- 18 - 05 - 02 Mesa Xyz v2 SRGDocument2 pagini18 - 05 - 02 Mesa Xyz v2 SRGLOURISVAN COSTA100% (1)
- Circuito Impresso PDFDocument13 paginiCircuito Impresso PDFAsrRefri-maqÎncă nu există evaluări
- Elektro ND.16 Postes e Caixs para Medição Unidades ConsumidorasDocument89 paginiElektro ND.16 Postes e Caixs para Medição Unidades ConsumidorasNelson Costa JrÎncă nu există evaluări
- Processo de Solda Por Brasagem1Document102 paginiProcesso de Solda Por Brasagem1jeffersonÎncă nu există evaluări
- Treinamento GTAW e CladDocument53 paginiTreinamento GTAW e CladAlex MouttaÎncă nu există evaluări
- B07GFP7KHYDocument1 paginăB07GFP7KHYTimoteo CapeceÎncă nu există evaluări
- Projeto Trocador de Calor (2010.2)Document19 paginiProjeto Trocador de Calor (2010.2)Ednei LimaÎncă nu există evaluări
- Digimec - Relé SegurançaDocument2 paginiDigimec - Relé SegurançaLuciano SoaresÎncă nu există evaluări
- Soldagem SAW - Variáveis Do ProcessoDocument14 paginiSoldagem SAW - Variáveis Do ProcessoBruno MatheusÎncă nu există evaluări
- Manual Do Usuário Multímetro ANENG AN113ADocument4 paginiManual Do Usuário Multímetro ANENG AN113Anayton100% (1)
- CLP ExercicioDocument2 paginiCLP ExercicioEd FLÎncă nu există evaluări
- Arco Voltaico PDFDocument31 paginiArco Voltaico PDFIvan PicchiÎncă nu există evaluări
- 11 - Noções de Soldadura Oxi-Acetilénica Novo PDFDocument36 pagini11 - Noções de Soldadura Oxi-Acetilénica Novo PDFSuana AndradeÎncă nu există evaluări
- RESUMO Motores ElétricosDocument34 paginiRESUMO Motores ElétricosLuís Felipe Schrir100% (1)
- Documentos de AulaDocument36 paginiDocumentos de AulaRobson TelesÎncă nu există evaluări
- Manual de Bancada de Mecânica Dos FluidosDocument33 paginiManual de Bancada de Mecânica Dos FluidosAndré BranchesÎncă nu există evaluări
- 15 Elementos Terminais PDFDocument26 pagini15 Elementos Terminais PDFalan_smoÎncă nu există evaluări
- Máquina de Solda ESAB LHJ750Document44 paginiMáquina de Solda ESAB LHJ750Marcos Fernandes100% (1)
- Mecânico de Aparelhos de GásDocument110 paginiMecânico de Aparelhos de GásJorge LoureiroÎncă nu există evaluări
- BRM47 e BRM49 Guia Rápido PDFDocument2 paginiBRM47 e BRM49 Guia Rápido PDFMarcelo NunesÎncă nu există evaluări
- UC4 - Eletricidade I PDFDocument71 paginiUC4 - Eletricidade I PDFSIDESIO MARTINS DA SILVAÎncă nu există evaluări
- Manual Solar TermicoDocument298 paginiManual Solar Termicoporto2500Încă nu există evaluări
- Multivac Novo Catálogo - Set2011 PDFDocument24 paginiMultivac Novo Catálogo - Set2011 PDFJose Do Carmo JuniorÎncă nu există evaluări
- Registos Corta FogoDocument23 paginiRegistos Corta FogoP_AlmeidaÎncă nu există evaluări
- Senai - Instrumentos e Dispositivos de Controle de CaldeirasDocument45 paginiSenai - Instrumentos e Dispositivos de Controle de CaldeirasWagner BrancoÎncă nu există evaluări
- Termopares e TermorresistênciaDocument9 paginiTermopares e TermorresistênciaxandexavierÎncă nu există evaluări
- Metalização A VácuoDocument21 paginiMetalização A VácuoMarcela Santos100% (1)
- Apostila MCEDocument75 paginiApostila MCEFernando Angelim LeiteÎncă nu există evaluări
- Apostilade Soldaaplicadana RefrigeracaoDocument32 paginiApostilade Soldaaplicadana RefrigeracaoSergio Do NascimentoÎncă nu există evaluări
- Aula Evaporadores e CondensadoresDocument28 paginiAula Evaporadores e CondensadoresLober HermanyÎncă nu există evaluări
- Manual Torneira Puravitta v1Document12 paginiManual Torneira Puravitta v1Edeson Luiz das NevesÎncă nu există evaluări
- EletromagnetismoDocument46 paginiEletromagnetismoadenilza silvaÎncă nu există evaluări
- Controle VAVDocument2 paginiControle VAVEduardo BalieloÎncă nu există evaluări
- Rele de SegurancaDocument8 paginiRele de Segurancatcl2005Încă nu există evaluări
- 18 Ferramentas para Eletrônica Que Facilitam A Reparação Na BancadaDocument10 pagini18 Ferramentas para Eletrônica Que Facilitam A Reparação Na BancadamyronrezzoÎncă nu există evaluări
- Manual Procesador Alimentos Skymsen PaieDocument14 paginiManual Procesador Alimentos Skymsen PaiehfhernandezfÎncă nu există evaluări
- Apostila Senai Mecatronica Fundamentos de Linguagem CDocument156 paginiApostila Senai Mecatronica Fundamentos de Linguagem Crcimplast100% (1)
- Chave de Partida Soft-StarterDocument44 paginiChave de Partida Soft-StarterMoisés Gomes de Lima100% (1)
- Calculo Tecnico Aula14bDocument7 paginiCalculo Tecnico Aula14bProfissional SENAIÎncă nu există evaluări
- FC - Ventilação NaturalDocument16 paginiFC - Ventilação NaturalnhamarquesÎncă nu există evaluări
- Transistores - Teoria e Prática 1 PDFDocument4 paginiTransistores - Teoria e Prática 1 PDFGuilherme Nagae100% (1)
- Aula 05 - Transistor Operando Como ChaveDocument2 paginiAula 05 - Transistor Operando Como ChaveSérgio Moraes50% (2)
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoDe la EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoÎncă nu există evaluări
- Acionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoDe la EverandAcionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoÎncă nu există evaluări
- MN 15155Document18 paginiMN 15155Paulo BaltazarÎncă nu există evaluări
- Aula Inaugural QSTDocument9 paginiAula Inaugural QSTPaulo BaltazarÎncă nu există evaluări
- Lista Cabos e Conectores Napro - PC - Scan3000Document65 paginiLista Cabos e Conectores Napro - PC - Scan3000Paulo BaltazarÎncă nu există evaluări
- Relatorio Custo Qualidade GoDocument33 paginiRelatorio Custo Qualidade GoPaulo BaltazarÎncă nu există evaluări
- Modulo1 Regra Tres MatAplMecDocument12 paginiModulo1 Regra Tres MatAplMecPaulo BaltazarÎncă nu există evaluări
- Aula Inaugural FIC MatDocument7 paginiAula Inaugural FIC MatPaulo BaltazarÎncă nu există evaluări
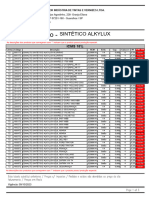
- Alkylux - ICMS 18Document3 paginiAlkylux - ICMS 18Kenidi BiazottoÎncă nu există evaluări
- Exp9 GP Ficha Avaliacao 5Document4 paginiExp9 GP Ficha Avaliacao 5Vera Sá0% (1)
- Caderno de Filosofia - 1º Ano - Ensino MédioDocument11 paginiCaderno de Filosofia - 1º Ano - Ensino MédioJosé Aristides S. Gamito97% (35)
- PIEPER Josef - Que e FilosofarDocument35 paginiPIEPER Josef - Que e FilosofarMarcmelo100% (3)
- Cães & Companhia #240Document100 paginiCães & Companhia #240João Pexirra100% (1)
- Pratica de MacrografiaDocument11 paginiPratica de Macrografiavinicius olivera sofiaÎncă nu există evaluări
- Lista de Exercicios 1 - ÍNDICES FÍSICOS 2016.1Document3 paginiLista de Exercicios 1 - ÍNDICES FÍSICOS 2016.1Vilobaldo Oliveira100% (1)
- Contos 2Document19 paginiContos 2IturalÎncă nu există evaluări
- HEPATECTOMIADocument34 paginiHEPATECTOMIAFernando ZatÎncă nu există evaluări
- Bergeret (1998) Psicologia Patolà Gica (Caps Sobre As Estruturas)Document45 paginiBergeret (1998) Psicologia Patolà Gica (Caps Sobre As Estruturas)Daisy IvyÎncă nu există evaluări
- Apresentação - Mancais para RolamentosDocument34 paginiApresentação - Mancais para RolamentosPricyla ChwistÎncă nu există evaluări
- A Inpiração e A Autoridade Das EscriturasDocument2 paginiA Inpiração e A Autoridade Das Escriturasapi-3861555100% (1)
- Guia Ouvidores de VozesDocument27 paginiGuia Ouvidores de VozesAna Paula SerranoÎncă nu există evaluări
- Apostila Mariologia - Pe. João Paulo VelosoDocument25 paginiApostila Mariologia - Pe. João Paulo VelosoTarcisio Augusto100% (1)
- Relatório Medidas e IncertezasDocument9 paginiRelatório Medidas e IncertezasLeonardo A. RuschÎncă nu există evaluări
- Tecnicas Especiais de InjeçãoDocument3 paginiTecnicas Especiais de InjeçãoViniciusÎncă nu există evaluări
- CoagulogramaDocument27 paginiCoagulogramaJessica Teixeira100% (1)
- 1 A Historia Do PiDocument12 pagini1 A Historia Do PialdobrasilÎncă nu există evaluări
- A Ideologia Do Socialismo JurídicoDocument3 paginiA Ideologia Do Socialismo JurídicoLeonardo GuittonÎncă nu există evaluări
- Atividade Avaliativa 1 - Filosofia 2º AnoDocument3 paginiAtividade Avaliativa 1 - Filosofia 2º Anojosineide.pereira.medeirosÎncă nu există evaluări
- CLR James - Os Jacobinos Negros-Boitempo (2010)Document202 paginiCLR James - Os Jacobinos Negros-Boitempo (2010)tadeu100% (6)
- Rito Da Dedicação de Uma IgrejaDocument9 paginiRito Da Dedicação de Uma Igrejastorealcateia22Încă nu există evaluări
- Lista de Exercícios 1 - Econometria - 2019-2Document9 paginiLista de Exercícios 1 - Econometria - 2019-2RenanMüllerÎncă nu există evaluări
- Levedo de Cerveja - Benefícios e Onde Comprar em Promoção!Document1 paginăLevedo de Cerveja - Benefícios e Onde Comprar em Promoção!L.A OliveiraÎncă nu există evaluări
- Tds Ficha - Tecnica Preg - Facil Rev.06 17docDocument2 paginiTds Ficha - Tecnica Preg - Facil Rev.06 17docMarcosÎncă nu există evaluări
- Aval - Diag Mat 4 Ano 2014Document7 paginiAval - Diag Mat 4 Ano 2014Sidilaine AlvesÎncă nu există evaluări
- Modelo de Relatório FinalDocument16 paginiModelo de Relatório FinalJota PachecoÎncă nu există evaluări
- MANUAL CR110A DoseBadge Short OperatingDocument72 paginiMANUAL CR110A DoseBadge Short Operatingfandrade005Încă nu există evaluări
- Acentuação GráficaDocument3 paginiAcentuação GráficaAdrianaÎncă nu există evaluări