S-ar putea să vă placă și
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Compiling A C Program - Behind The ScenesDocument2 paginiCompiling A C Program - Behind The ScenesKrishanu ModakÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Eaton 9PX Brochure (SEA)Document4 paginiEaton 9PX Brochure (SEA)Anonymous 6N7hofVÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Piping Specification For WSA Plants (ASME)Document33 paginiPiping Specification For WSA Plants (ASME)Widian RienandaÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Hierarchy in PDMS - World, Site, ZoneDocument6 paginiHierarchy in PDMS - World, Site, Zones_baishyaÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
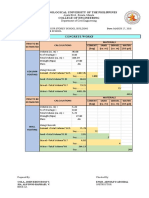
- 2 Concrete Works CompuDocument14 pagini2 Concrete Works CompuALFONSO RAPHAEL SIAÎncă nu există evaluări
- XP Installation 34 Minute HiccupDocument1 paginăXP Installation 34 Minute HiccupSam Njuba JrÎncă nu există evaluări
- Block 1-Data Handling Using Pandas DataFrameDocument17 paginiBlock 1-Data Handling Using Pandas DataFrameBhaskar PVNÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Manual Teclado Ligthsys - RiscoDocument32 paginiManual Teclado Ligthsys - RiscoLuis Oliver Neciosup VasquezÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- 1 Proposal SampleDocument11 pagini1 Proposal SampleZedrick J. RogadoÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Contoh P&IDDocument1 paginăContoh P&IDLudy Oji PrastamaÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Experiment No.7: Aim: Design Differential Amplifier Software Used: AWR Design Environment 10 TheoryDocument12 paginiExperiment No.7: Aim: Design Differential Amplifier Software Used: AWR Design Environment 10 TheorySaurabh ChardeÎncă nu există evaluări
- Empowerment TechnologiesDocument28 paginiEmpowerment TechnologiesMirzol NC74% (23)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Machine SolutionDocument337 paginiMachine SolutionSumon SarkerÎncă nu există evaluări
- Library Management System Using PHP and MYSQL Database Project ProposalDocument2 paginiLibrary Management System Using PHP and MYSQL Database Project ProposalRick RanteÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Topics That We Will ExploreDocument135 paginiTopics That We Will ExploreAJÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Python OS Module - 30 Most Useful Methods From Python OS ModuleDocument5 paginiPython OS Module - 30 Most Useful Methods From Python OS ModuleRajaÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Panduan TimeTrexDocument53 paginiPanduan TimeTrexAdi Wibowo Yudo Pranoto100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Wireless Headphones Bluedio T2 Plus Turbine - 75Mm Driver, Bluetooth 4.1, 220mah Battery, Built-In Mic, FM Mode, SD Card, 110DbDocument7 paginiWireless Headphones Bluedio T2 Plus Turbine - 75Mm Driver, Bluetooth 4.1, 220mah Battery, Built-In Mic, FM Mode, SD Card, 110DbLinas BielskisÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- 3161 Governor: For Control of Engines and Steam TurbinesDocument4 pagini3161 Governor: For Control of Engines and Steam TurbinesWilliam's SalgadoÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Zero Trust NetworkingDocument10 paginiZero Trust NetworkingFaris AL HashmiÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Professional Radio: User GuideDocument30 paginiProfessional Radio: User GuideTraci MorganÎncă nu există evaluări
- 5-The Composite LinkDocument27 pagini5-The Composite LinkDr-Ahmed AbdulridhaÎncă nu există evaluări
- ConveyersDocument10 paginiConveyersSai Srinivas BodapatiÎncă nu există evaluări
- Datasheet 3Document7 paginiDatasheet 3محمدعليÎncă nu există evaluări
- Assignment No. 7Document5 paginiAssignment No. 7John Ericsson RobariosÎncă nu există evaluări
- LIENSON Company ProfileDocument8 paginiLIENSON Company ProfileShino Ping PoongÎncă nu există evaluări
- SKMW30 & DKMW30: 30W 1"x1" Package DC-DC Regulated ConverterDocument5 paginiSKMW30 & DKMW30: 30W 1"x1" Package DC-DC Regulated ConverterEng SamÎncă nu există evaluări
- Tarek SayedDocument5 paginiTarek SayedطارقمجدىÎncă nu există evaluări
- Topology of ComputersDocument23 paginiTopology of ComputerssantoshguptaaÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- LT1168 0500 MagDocument2 paginiLT1168 0500 MagBillyÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)