S-ar putea să vă placă și
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisDe la EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisEvaluare: 4 din 5 stele4/5 (2)
- 11 PeakVue OverviewDocument38 pagini11 PeakVue OverviewAhmad Syahroni100% (1)
- Introduction To PeakvueDocument55 paginiIntroduction To PeakvuesebastianÎncă nu există evaluări
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionDe la EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionÎncă nu există evaluări
- PeakvueDocument68 paginiPeakvueChe Khairuddin100% (1)
- Forsthoffer’s Component Condition MonitoringDe la EverandForsthoffer’s Component Condition MonitoringEvaluare: 4 din 5 stele4/5 (2)
- PeakvueDocument68 paginiPeakvueLe Thanh Hai100% (1)
- Vibration Field Guide (For the Newbie Vibration Analyst)De la EverandVibration Field Guide (For the Newbie Vibration Analyst)Încă nu există evaluări
- Section II - Basic Vibration TheoryDocument85 paginiSection II - Basic Vibration Theoryagiba100% (7)
- Rotating Machinery Reliability for Technicians and EngineersDe la EverandRotating Machinery Reliability for Technicians and EngineersÎncă nu există evaluări
- Diagnostic Techniques For Vibration Analysis of BearingsDocument9 paginiDiagnostic Techniques For Vibration Analysis of BearingsMohd Asiren Mohd Sharif100% (1)
- Vibraition For Non-Vibraiton EngineersDocument35 paginiVibraition For Non-Vibraiton EngineersMuralitcl100% (1)
- Electric Motor Diagnostics Defect Frequencies and Data ColleDocument51 paginiElectric Motor Diagnostics Defect Frequencies and Data ColleSubrata Dubey50% (2)
- Vibration MonitoringDocument67 paginiVibration MonitoringApurv Khandelwal100% (4)
- VIBS Modal Overview 021703 MACLDocument55 paginiVIBS Modal Overview 021703 MACLBakkiya RajÎncă nu există evaluări
- An Introduction To Time Waveform AnalysisDocument21 paginiAn Introduction To Time Waveform AnalysisMohd Asiren Mohd Sharif100% (3)
- Vibration Adv 0402Document433 paginiVibration Adv 0402Sajid Rafique100% (7)
- Vibration Monitoring AnalysisDocument102 paginiVibration Monitoring AnalysisAlangghya Susatya Adigama100% (1)
- Detection of Ski Slopes in Vibration SpectrumsDocument7 paginiDetection of Ski Slopes in Vibration SpectrumsjeyaselvanmÎncă nu există evaluări
- Detect Machinery Faults by Using Peak VueDocument13 paginiDetect Machinery Faults by Using Peak VueHarold Alconz100% (2)
- 2130 PPT PeakVueCaseDocument98 pagini2130 PPT PeakVueCasesebastian100% (1)
- Autocorrelation: 131 CAT IV Part 1 - Signal Processing SlidebookDocument8 paginiAutocorrelation: 131 CAT IV Part 1 - Signal Processing SlidebookLe Thanh Hai100% (2)
- Vibration Analysis of GearsDocument21 paginiVibration Analysis of GearsAnil_Nambiaruveetil100% (6)
- ISO Standards Update: Latest on Condition Monitoring and Vibration NormsDocument35 paginiISO Standards Update: Latest on Condition Monitoring and Vibration NormsRajesh PotluriÎncă nu există evaluări
- PeakVue TrainingDocument98 paginiPeakVue TrainingThyagaraju Palisetty100% (5)
- Cat II Cover A4 250912Document4 paginiCat II Cover A4 250912Shahbaz KhanÎncă nu există evaluări
- VibMatters Current IssueDocument19 paginiVibMatters Current IssueUsman JabbarÎncă nu există evaluări
- AMPLITUDE MODULATION Versus BEATSDocument5 paginiAMPLITUDE MODULATION Versus BEATSHaitham YoussefÎncă nu există evaluări
- VA II TrainingDocument393 paginiVA II Trainingjawadhussain195% (19)
- Vibration Measurements On Slow Speed MachineryDocument9 paginiVibration Measurements On Slow Speed MachineryMohd Asiren Mohd SharifÎncă nu există evaluări
- Condition Monitoring of Centrifugal Blower Using Vibration Analysis PDFDocument10 paginiCondition Monitoring of Centrifugal Blower Using Vibration Analysis PDFJose PradoÎncă nu există evaluări
- Basic Vibration Seminar: ALPS Maintaineering Services, IncDocument101 paginiBasic Vibration Seminar: ALPS Maintaineering Services, Incbadgeo77Încă nu există evaluări
- Machinery Vibration Analysis & MaintenanceDocument43 paginiMachinery Vibration Analysis & MaintenanceEduardo Castillo100% (1)
- Vibration Chart CharloteDocument25 paginiVibration Chart Charloteantok09100% (1)
- Vibration Analysis Training & Certification Courses by Predict InstituteDocument7 paginiVibration Analysis Training & Certification Courses by Predict InstitutefaisalÎncă nu există evaluări
- Centrifugal Fans Using Vibration Analysis To Detect ProblemsDocument3 paginiCentrifugal Fans Using Vibration Analysis To Detect ProblemsGivon Da Anneista100% (1)
- Machinery Malfunction Diagnosis and Correction - Constant ContactDocument2 paginiMachinery Malfunction Diagnosis and Correction - Constant ContactLisan YanÎncă nu există evaluări
- Vibration IntermediateDocument512 paginiVibration IntermediateSajid Rafique100% (6)
- VA II TrainingDocument393 paginiVA II Trainingjawadhussain1100% (1)
- CSIemersonDocument49 paginiCSIemersonMuhammad Haroon100% (1)
- Vibration Analysis for Machinery Health DiagnosisDocument1 paginăVibration Analysis for Machinery Health Diagnosisjawadhussain1100% (10)
- Machinery Diagnostic PlotsDocument16 paginiMachinery Diagnostic Plotsfazzlie100% (1)
- Vibration Diagnostic ChartDocument49 paginiVibration Diagnostic Chartujepadounk100% (1)
- Vibration Dignostic ChartDocument5 paginiVibration Dignostic ChartIbrahim Sammour92% (12)
- Rolamento Vibration AnalysisDocument153 paginiRolamento Vibration AnalysisReginaldoVieiradaSilva100% (1)
- Flow Imaging Cardiac Ultrasound System: by Larry Miller PHDDocument28 paginiFlow Imaging Cardiac Ultrasound System: by Larry Miller PHDumarizkhÎncă nu există evaluări
- PeakVue SummaryDocument6 paginiPeakVue SummarypradeepÎncă nu există evaluări
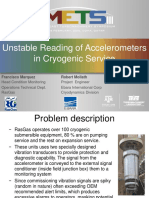
- Cryogenic Accelerometer Issues ResolvedDocument19 paginiCryogenic Accelerometer Issues ResolvedAlbertoÎncă nu există evaluări
- Vibration AnalysisDocument75 paginiVibration Analysistylerdurdane100% (12)
- Basic Vibration AnalysisDocument43 paginiBasic Vibration AnalysisAshwani Dogra89% (9)
- Low Pass Filter 1st OrderDocument7 paginiLow Pass Filter 1st OrdervlsijpÎncă nu există evaluări
- The Art of Vibration Analysis BasicsDocument64 paginiThe Art of Vibration Analysis Basicsanuram66Încă nu există evaluări
- Improving EMI AccuracyDocument42 paginiImproving EMI AccuracyJulian De MarcosÎncă nu există evaluări
- About FFT Spectrum Analyzers: Application Note #1Document7 paginiAbout FFT Spectrum Analyzers: Application Note #1Eric DharanÎncă nu există evaluări
- A(s) RC S+ RC: Socorro Lopez Cecs 311 Lab#2 Fall 2013 Due:9/26/13 ID:009162827Document8 paginiA(s) RC S+ RC: Socorro Lopez Cecs 311 Lab#2 Fall 2013 Due:9/26/13 ID:009162827marhta lopezÎncă nu există evaluări
- R&T 2008 - Principles and Practices of Vibrational Analysis - KeeferDocument64 paginiR&T 2008 - Principles and Practices of Vibrational Analysis - KeeferArnab De100% (1)
- Pulse Generator Programming Channel RatesDocument2 paginiPulse Generator Programming Channel RatesQuantum Composers, Inc.Încă nu există evaluări
- Vibration SeverityDocument11 paginiVibration SeverityDr. R. SharmaÎncă nu există evaluări
- Vibration BasicsDocument120 paginiVibration Basicspradeep.selvarajan100% (1)
- Pump Station Design Form-Vertical Turbine 122209Document2 paginiPump Station Design Form-Vertical Turbine 122209Ahmed NazeemÎncă nu există evaluări
- Thermo & Heat TransferDocument88 paginiThermo & Heat TransferAhmed NazeemÎncă nu există evaluări
- MaterialScience 04Document15 paginiMaterialScience 04Ahmed NazeemÎncă nu există evaluări
- MaterialScience 03Document22 paginiMaterialScience 03Ahmed NazeemÎncă nu există evaluări
- MaterialScience 06Document21 paginiMaterialScience 06Ahmed NazeemÎncă nu există evaluări
- MaterialScience 03Document22 paginiMaterialScience 03Ahmed NazeemÎncă nu există evaluări
- Materials Science: DR Yehia M. YoussefDocument15 paginiMaterials Science: DR Yehia M. YoussefAhmed NazeemÎncă nu există evaluări
- MaterialScience 02Document15 paginiMaterialScience 02Ahmed NazeemÎncă nu există evaluări
- MaterialScience 01Document12 paginiMaterialScience 01Ahmed NazeemÎncă nu există evaluări
- Quantifying The Effects of Salt and Water On Gas Turbine Inlet Filteration SystemDocument21 paginiQuantifying The Effects of Salt and Water On Gas Turbine Inlet Filteration SystemAhmed NazeemÎncă nu există evaluări
- Pump Wisdom Ch. 1Document14 paginiPump Wisdom Ch. 1Ahmed NazeemÎncă nu există evaluări
- Predictive Maintenance For Rotating MachineriesDocument32 paginiPredictive Maintenance For Rotating Machineriesluckyman_006@yahoo.co.idÎncă nu există evaluări
- Horizon Solutions - Live Audio Mixing PPT From Arthur Skudra - April 8th 2014Document16 paginiHorizon Solutions - Live Audio Mixing PPT From Arthur Skudra - April 8th 2014Nguyen Phu LocÎncă nu există evaluări
- RAM DQXSeries CatalogueDocument4 paginiRAM DQXSeries CatalogueMichellÎncă nu există evaluări
- Chapter 9 Theory and Design of Ferrimagnetic Components: 9.6 Ferrite CirculatorDocument42 paginiChapter 9 Theory and Design of Ferrimagnetic Components: 9.6 Ferrite CirculatorMukesh KumarÎncă nu există evaluări
- Multirate Signal Processing: Changing Sampling RatesDocument33 paginiMultirate Signal Processing: Changing Sampling RatesSharath PadaruÎncă nu există evaluări
- University Question Bank PDFDocument16 paginiUniversity Question Bank PDFlathavenkyÎncă nu există evaluări
- 804-Whitepaper RA0403 and RA0404Document7 pagini804-Whitepaper RA0403 and RA0404atze buxtehudeÎncă nu există evaluări
- ELC515 Microprocessor Quiz Timers DAC ADCDocument2 paginiELC515 Microprocessor Quiz Timers DAC ADCEmman Cover0% (2)
- Discrete-Time Fourier Transform: XN X XneDocument36 paginiDiscrete-Time Fourier Transform: XN X Xneyadavsticky5108Încă nu există evaluări
- ES 442 Homework #2: SolutionsDocument7 paginiES 442 Homework #2: SolutionsTalha Riaz100% (1)
- LICDocument7 paginiLIC20EUEE053- MADHUBALAN.SÎncă nu există evaluări
- A Perceptually Relevant MSE-Based Image Quality MetricDocument13 paginiA Perceptually Relevant MSE-Based Image Quality MetricLUCKYÎncă nu există evaluări
- Onkyo tx-nr5010 SM PDFDocument192 paginiOnkyo tx-nr5010 SM PDFSergey VissarionovÎncă nu există evaluări
- LD 831 RT BrochureDocument2 paginiLD 831 RT BrochureAriana RasmussenÎncă nu există evaluări
- DSP Project ProposalDocument6 paginiDSP Project ProposalMohsin IqbalÎncă nu există evaluări
- SOUNDCRAFT Spirit Powerstation 600 User GuideDocument53 paginiSOUNDCRAFT Spirit Powerstation 600 User Guidecoolz911Încă nu există evaluări
- Signals and SystemsDocument22 paginiSignals and Systemsvnrao61Încă nu există evaluări
- Baseband Transmission PDFDocument54 paginiBaseband Transmission PDFHồng PhúcÎncă nu există evaluări
- CEPU TOA Price ListDocument5 paginiCEPU TOA Price ListJoglo SoloÎncă nu există evaluări
- A Comprehensive Analysis of Image Edge Detection TechniquesDocument13 paginiA Comprehensive Analysis of Image Edge Detection TechniquesPratik PatilÎncă nu există evaluări
- ADC and DAC SimulationDocument10 paginiADC and DAC SimulationavekeÎncă nu există evaluări
- Principles of FM and PMDocument5 paginiPrinciples of FM and PMVon Ryan AlcazarÎncă nu există evaluări
- Intra-Cell Handover Criteria and Channel SelectionDocument12 paginiIntra-Cell Handover Criteria and Channel SelectionGürsoy PekşenÎncă nu există evaluări
- Toroid Core ApplicationsDocument7 paginiToroid Core ApplicationsfibrolcoÎncă nu există evaluări
- DC Coding and Decoding With Convolutional CodesDocument28 paginiDC Coding and Decoding With Convolutional CodesARAVINDÎncă nu există evaluări
- Active 2-Way Sound Reinforcement Speaker SystemDocument6 paginiActive 2-Way Sound Reinforcement Speaker SystemBrandy ThomasÎncă nu există evaluări
- Control Systems ElectricalDocument60 paginiControl Systems Electricalpushplatameena1Încă nu există evaluări
- DSP Lab Manual For ECE 3 2 R09Document147 paginiDSP Lab Manual For ECE 3 2 R09Jandfor Tansfg Errott100% (2)
- Deconvolution in PracticeDocument11 paginiDeconvolution in Practiceزوبير شطيÎncă nu există evaluări
- Labview AssignmentDocument70 paginiLabview AssignmentWilliam JonesÎncă nu există evaluări
- Idt 92HD73C DST 20110926Document252 paginiIdt 92HD73C DST 20110926Dung DinhÎncă nu există evaluări