S-ar putea să vă placă și
- Indian Boiler Regulations 1950Document150 paginiIndian Boiler Regulations 1950mishtinil33% (3)
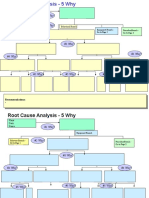
- Root Cause Analysis (RCA)Document153 paginiRoot Cause Analysis (RCA)Solha89% (9)
- Root Cause Analysis PresentationDocument37 paginiRoot Cause Analysis PresentationucheonixÎncă nu există evaluări
- CLC - Poster Causas ACR PDFDocument1 paginăCLC - Poster Causas ACR PDFMiguel Romero75% (4)
- Hazard HuntDocument1 paginăHazard HuntGrace PassiniÎncă nu există evaluări
- Modes of Failure of A Bolted/ Riveted ConnectionDocument4 paginiModes of Failure of A Bolted/ Riveted ConnectionNajib A. CasanÎncă nu există evaluări
- Cause and Effect Diagram: CA/PA-RCA: Basic ToolDocument21 paginiCause and Effect Diagram: CA/PA-RCA: Basic ToolYashini BhuguthÎncă nu există evaluări
- Cause and Effect Diagram: CA/PA-RCA: Basic ToolDocument21 paginiCause and Effect Diagram: CA/PA-RCA: Basic Toolsiddiquiee74100% (1)
- 5 Why TrainingDocument22 pagini5 Why Trainingcpalfas100% (1)
- Cause and Effect Analysis (Fishbone Diagram) : CA/PA-RCA: Basic ToolDocument23 paginiCause and Effect Analysis (Fishbone Diagram) : CA/PA-RCA: Basic ToolDipraj KayasthaÎncă nu există evaluări
- Root Cause Analysis - VVGGG Cases PDFDocument54 paginiRoot Cause Analysis - VVGGG Cases PDFnorthbride2008Încă nu există evaluări
- 24 Root Cause TemplateDocument13 pagini24 Root Cause TemplateSSH H100% (1)
- Root Cause AnalysisDocument1 paginăRoot Cause AnalysisTri Hastuti HendrayaniÎncă nu există evaluări
- What: Where (Location) : When (Date) : Who (Name) : HowDocument3 paginiWhat: Where (Location) : When (Date) : Who (Name) : HowDaniswara Krisna PrabathaÎncă nu există evaluări
- Root Cause Analysis Template 1Document11 paginiRoot Cause Analysis Template 1benaoumeur benouna100% (1)
- Root Cause Analysis Template 44Document3 paginiRoot Cause Analysis Template 44Devi ChintyaÎncă nu există evaluări
- Failure Prevention and RecoveryDocument58 paginiFailure Prevention and RecoveryNo HopeÎncă nu există evaluări
- Root Cause Analysis (RCA)Document20 paginiRoot Cause Analysis (RCA)Shieradel Jimenez100% (1)
- Root Cause Analysis ToolsDocument15 paginiRoot Cause Analysis ToolscmlimÎncă nu există evaluări
- FMEA Quality Audit Procedure PDFDocument5 paginiFMEA Quality Audit Procedure PDFsoft52Încă nu există evaluări
- Conducting RCAs PDFDocument4 paginiConducting RCAs PDFShariq AfridiÎncă nu există evaluări
- Applied Root Cause Analysis, Part 2Document4 paginiApplied Root Cause Analysis, Part 2caddleman100% (1)
- 10 Best Software Tools To Conduct Root Cause Analysis and Solve Complex ProblemsDocument4 pagini10 Best Software Tools To Conduct Root Cause Analysis and Solve Complex ProblemssaospieÎncă nu există evaluări
- The Following Slides Are Not Contractual in Nature and Are For Information Purposes Only As of June 2015Document44 paginiThe Following Slides Are Not Contractual in Nature and Are For Information Purposes Only As of June 2015khldHA100% (1)
- Root Causes AnalisysDocument33 paginiRoot Causes Analisysandrés_donossoÎncă nu există evaluări
- Corrective-Action Root-Cause Course OutlineDocument1 paginăCorrective-Action Root-Cause Course OutlineabimanyubawonoÎncă nu există evaluări
- Final Session Guide Root CauseDocument11 paginiFinal Session Guide Root CauseBagamel YlananÎncă nu există evaluări
- Root Cause TemplateDocument19 paginiRoot Cause TemplateFiroz Khan100% (3)
- Root Cause AnalysisDocument19 paginiRoot Cause AnalysisMentari Putri PertiwiÎncă nu există evaluări
- Root Cause Analysis Report FormDocument7 paginiRoot Cause Analysis Report Formbenaoumeur benounaÎncă nu există evaluări
- Root-Cause-Analysis (RCA) Best PracticeDocument8 paginiRoot-Cause-Analysis (RCA) Best PracticeilbbeckÎncă nu există evaluări
- Basic 7 Tools of QualityDocument31 paginiBasic 7 Tools of Qualityapi-3835934100% (2)
- Audit (TQM)Document26 paginiAudit (TQM)Marie Constance Therese PacquingÎncă nu există evaluări
- SPC Training Material - 18!04!2018Document34 paginiSPC Training Material - 18!04!2018Rajesh KumarÎncă nu există evaluări
- Root Causes and CAPADocument27 paginiRoot Causes and CAPAsanjeev kumarÎncă nu există evaluări
- Root Cause Analysis: 1.define The ProblemDocument5 paginiRoot Cause Analysis: 1.define The ProblemAbhishek AgrawalÎncă nu există evaluări
- RCA Intro and ToolsDocument102 paginiRCA Intro and Toolswaran87100% (1)
- Cause - Effect and Root - Cause AnalysisDocument25 paginiCause - Effect and Root - Cause AnalysiszawadzahinÎncă nu există evaluări
- Iso22000 2005Document48 paginiIso22000 2005STELLA MARISÎncă nu există evaluări
- Root Cause AnalysisDocument26 paginiRoot Cause AnalysisBukkysetti GopiÎncă nu există evaluări
- 6 Steps Beyond 5 WhysDocument29 pagini6 Steps Beyond 5 WhysJaikishan Kumaraswamy100% (4)
- Plant Safety ChecklistDocument19 paginiPlant Safety ChecklistAbhishek PalÎncă nu există evaluări
- Root Cause AnalysisDocument21 paginiRoot Cause Analysischngan432257% (7)
- Root Cause Analysis (RCA) & 8-D Team Oriented Problem SolvingDocument197 paginiRoot Cause Analysis (RCA) & 8-D Team Oriented Problem SolvingAhamed Shareef S AÎncă nu există evaluări
- 5 WhysDocument1 pagină5 WhysUday SharmaÎncă nu există evaluări
- Accident CausationDocument45 paginiAccident Causationrealneil_1100% (1)
- Cause and Effect - The 5 WhysDocument16 paginiCause and Effect - The 5 WhysBuddy The LabÎncă nu există evaluări
- Root Cause Analysis by MonicaDocument19 paginiRoot Cause Analysis by MonicaMonica B100% (1)
- 5 Why Root Cause Corrective ActionsDocument27 pagini5 Why Root Cause Corrective ActionsSeenivasagam Seenu100% (1)
- 5 Why Root Cause AnalysisDocument1 pagină5 Why Root Cause AnalysisSinan İcik100% (1)
- 8D of Problem SolvingDocument7 pagini8D of Problem Solving@yuanÎncă nu există evaluări
- AI Root Cause AnalysisDocument27 paginiAI Root Cause AnalysisAsuman100% (1)
- Milliken Performance System TPM 1656557395Document14 paginiMilliken Performance System TPM 1656557395David Armando Chico OreÎncă nu există evaluări
- Root - Cause - Corrective Action PDFDocument31 paginiRoot - Cause - Corrective Action PDFBeste Ardıç Arslan100% (1)
- Maintenances Engineering: Fault Tree AnalysisDocument8 paginiMaintenances Engineering: Fault Tree AnalysisSurbhi SarawagiÎncă nu există evaluări
- Fishbone AnalysisDocument41 paginiFishbone AnalysisDewi PriamsariÎncă nu există evaluări
- Find The HazardDocument40 paginiFind The HazardWilliam LuxÎncă nu există evaluări
- Manufacturing Facilities A Complete Guide - 2019 EditionDe la EverandManufacturing Facilities A Complete Guide - 2019 EditionÎncă nu există evaluări
- Workplace Safety A Complete Guide - 2020 EditionDe la EverandWorkplace Safety A Complete Guide - 2020 EditionÎncă nu există evaluări
- Root cause analysis tool A Complete Guide - 2019 EditionDe la EverandRoot cause analysis tool A Complete Guide - 2019 EditionÎncă nu există evaluări
- Happy 14th Birthday To My Son Happy Birthday Son, Son Birthday Quotes, Birthday Wishes For SonDocument1 paginăHappy 14th Birthday To My Son Happy Birthday Son, Son Birthday Quotes, Birthday Wishes For SonVivek ShrivastavaÎncă nu există evaluări
- Gargi Huttenes AlbertusDocument5 paginiGargi Huttenes AlbertusVivek ShrivastavaÎncă nu există evaluări
- HangYong Furnace ManualDocument8 paginiHangYong Furnace ManualVivek Shrivastava100% (1)
- Common Green Sand Flaws: Defect DetectiveDocument4 paginiCommon Green Sand Flaws: Defect DetectiveVivek ShrivastavaÎncă nu există evaluări
- Development of Grinding Media Balls Using Locally Available MaterialsDocument7 paginiDevelopment of Grinding Media Balls Using Locally Available MaterialsVivek ShrivastavaÎncă nu există evaluări
- Product Data Sheet: Grinding Ball SpecificationDocument3 paginiProduct Data Sheet: Grinding Ball SpecificationVivek ShrivastavaÎncă nu există evaluări
- Expert Supplier of Alternative Metallurgical Raw MaterialsDocument11 paginiExpert Supplier of Alternative Metallurgical Raw MaterialsVivek ShrivastavaÎncă nu există evaluări
- Visual Work Instructions: Dress Truck HousingsDocument3 paginiVisual Work Instructions: Dress Truck HousingsVivek ShrivastavaÎncă nu există evaluări
- Cast Designer 2018 E Brochure GravityDocument14 paginiCast Designer 2018 E Brochure GravityVivek ShrivastavaÎncă nu există evaluări
- Sprue Cup Drawing (Sinto)Document1 paginăSprue Cup Drawing (Sinto)Vivek ShrivastavaÎncă nu există evaluări
- F-ms-01 Melting Log SheetDocument6 paginiF-ms-01 Melting Log SheetVivek ShrivastavaÎncă nu există evaluări
- Decrease in Cu AdditionDocument1 paginăDecrease in Cu AdditionVivek ShrivastavaÎncă nu există evaluări
- MSI DC 01 FosecoDocument4 paginiMSI DC 01 FosecoVivek Shrivastava100% (1)
- 7 QC ToolsDocument80 pagini7 QC ToolsVivek Shrivastava100% (2)
- JIS DIN ASTM Steel, Alloy, Cast Iron SpecificationsDocument1 paginăJIS DIN ASTM Steel, Alloy, Cast Iron SpecificationsBao Duy NguyenÎncă nu există evaluări
- Questionnaire: Single Moulding Machines / Moulding Plants Short FormDocument7 paginiQuestionnaire: Single Moulding Machines / Moulding Plants Short FormVivek ShrivastavaÎncă nu există evaluări
- Guide Line For Inspection of Overhead Crane StructureDocument43 paginiGuide Line For Inspection of Overhead Crane StructurePranoy Barua100% (1)
- Rate Analysis Report: PWD UttarakhandDocument10 paginiRate Analysis Report: PWD Uttarakhandvarun92129_533853877Încă nu există evaluări
- Boeing Distribution Services Discount Part ListDocument12 paginiBoeing Distribution Services Discount Part ListHasan RazaÎncă nu există evaluări
- SectionC Latching SystemsDocument39 paginiSectionC Latching SystemsHermanÎncă nu există evaluări
- 60 Marks: Use The Words in The Box To Make Two-Word or Three-Word Nouns From Unit 3. Use Each Word OnceDocument4 pagini60 Marks: Use The Words in The Box To Make Two-Word or Three-Word Nouns From Unit 3. Use Each Word OnceAndrea AnidoÎncă nu există evaluări
- BiwDocument7 paginiBiwFlor3_IÎncă nu există evaluări
- Bolted Connections For Steel StructuresDocument11 paginiBolted Connections For Steel Structuresramu karriÎncă nu există evaluări
- Aircraft Metal StructureDocument42 paginiAircraft Metal StructurehatanniÎncă nu există evaluări
- BS 111 Guidelines For Use of HSFG Bolts On Bridges Final PDFDocument23 paginiBS 111 Guidelines For Use of HSFG Bolts On Bridges Final PDFmahaveen100% (1)
- Welding Prosedur ScaniaDocument74 paginiWelding Prosedur ScaniaMuh tiadiÎncă nu există evaluări
- Sae J492 1968 (En)Document32 paginiSae J492 1968 (En)Oh No PotatoÎncă nu există evaluări
- ME6503-Design of Machine Elements PDFDocument15 paginiME6503-Design of Machine Elements PDFkarthikÎncă nu există evaluări
- CTS FitterDocument37 paginiCTS Fitterrajum465100% (1)
- Design of Joints General LectureDocument126 paginiDesign of Joints General LectureZarkovic011100% (2)
- Tech Specifications - Metal WorksDocument11 paginiTech Specifications - Metal WorksJoseph DomingoÎncă nu există evaluări
- HSFG Manual Railway BridgeDocument11 paginiHSFG Manual Railway BridgeChandan SinghÎncă nu există evaluări
- Roof and Roofing Materials: Engr. Lito I. MauroDocument32 paginiRoof and Roofing Materials: Engr. Lito I. MauroGerald PrimaveraÎncă nu există evaluări
- Four Wheel Rear Drive Vipv Light Urban Electric Vehicle Prototype ProjectDocument14 paginiFour Wheel Rear Drive Vipv Light Urban Electric Vehicle Prototype ProjectUmeh HenryÎncă nu există evaluări
- Immense Final Rates-CarpentryDocument16 paginiImmense Final Rates-CarpentryAbhishek PanchalÎncă nu există evaluări
- Ariel Torque SpecsDocument5 paginiAriel Torque SpecsNicolasÎncă nu există evaluări
- Armstrong 2005Document670 paginiArmstrong 2005jshdvkjhxkhfv dslfkjsdjfldskjf100% (2)
- BT4 Specs Sample Site Work To ElectricalDocument41 paginiBT4 Specs Sample Site Work To ElectricalChanty LenchicoÎncă nu există evaluări
- q3 Week 1-2 & 3 AFA 7-8 FISH FOOD PROCESSINGDocument49 paginiq3 Week 1-2 & 3 AFA 7-8 FISH FOOD PROCESSINGAPRIL VARGASÎncă nu există evaluări
- Fast Fitt Tracks Fittings Belts and NetsDocument56 paginiFast Fitt Tracks Fittings Belts and NetsIsrael AlvesÎncă nu există evaluări
- ASTM A36-A36M-08 Standard Specification For Carbon Structural SteelDocument3 paginiASTM A36-A36M-08 Standard Specification For Carbon Structural SteelAarón Escorza MistránÎncă nu există evaluări
- Simple Stress Week 1Document42 paginiSimple Stress Week 1justine galonÎncă nu există evaluări
- Problem Set 1 - Arch3 1Document3 paginiProblem Set 1 - Arch3 1CIELO OTADOYÎncă nu există evaluări
- Simple Stresses From MathalinoDocument58 paginiSimple Stresses From MathalinoGien Lim100% (5)