S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Practical Solutions To Machinery and Maintenance Vibration Problems Chapter 7, Misalignment Section 4, Machinery Soft FeetDocument2 paginiPractical Solutions To Machinery and Maintenance Vibration Problems Chapter 7, Misalignment Section 4, Machinery Soft FeetHatem AbdelrahmanÎncă nu există evaluări
- V106 Relative Motion Record FormDocument0 paginiV106 Relative Motion Record FormHatem Abdelrahman100% (1)
- Understandingamp - Phaseinrotatingmachineryvibinst 07 20pgsDocument20 paginiUnderstandingamp - Phaseinrotatingmachineryvibinst 07 20pgsHatem Abdelrahman100% (1)
- Field Balancing Large Rotating MachineryDocument26 paginiField Balancing Large Rotating MachineryShantanu SamajdarÎncă nu există evaluări
- Article 6hy JytjuytDocument7 paginiArticle 6hy JytjuytHatem AbdelrahmanÎncă nu există evaluări
- Article 6hy JytjuytDocument7 paginiArticle 6hy JytjuytHatem AbdelrahmanÎncă nu există evaluări
- WEG HGF Low and High Voltage High Performance Electric Motor Range Broa017 Brochure EnglishDocument40 paginiWEG HGF Low and High Voltage High Performance Electric Motor Range Broa017 Brochure EnglishHatem AbdelrahmanÎncă nu există evaluări
- Dynamic Stresses Hydro Power Plant RKAggarwalDocument22 paginiDynamic Stresses Hydro Power Plant RKAggarwalDheeraj DhimanÎncă nu există evaluări
- The Magnetic Center Finding Using Vibrating Wire TechniqueDocument6 paginiThe Magnetic Center Finding Using Vibrating Wire TechniqueHatem AbdelrahmanÎncă nu există evaluări
- Fault Zone - : Air GapDocument0 paginiFault Zone - : Air GapHatem AbdelrahmanÎncă nu există evaluări
- Huang Xianghui 20050fdggggggggggggggggggggggggggggggggggggggggggggggg5 PHDDocument130 paginiHuang Xianghui 20050fdggggggggggggggggggggggggggggggggggggggggggggggg5 PHDHatem AbdelrahmanÎncă nu există evaluări
- Don't Get Soft: Cover Series: Installation Best PracticesDocument6 paginiDon't Get Soft: Cover Series: Installation Best PracticesHatem Abdelrahman100% (1)
- 19 KKKKKKKKKKKKKKKKKKDocument4 pagini19 KKKKKKKKKKKKKKKKKKHatem Abdelrahman100% (1)
- Gei 100351Document32 paginiGei 100351Hatem Abdelrahman100% (1)
- Prec Maint March 2007Document9 paginiPrec Maint March 2007Hatem AbdelrahmanÎncă nu există evaluări
- Icmtech435435 345435 43543Document63 paginiIcmtech435435 345435 43543Hatem Abdelrahman100% (1)
- 1q07 Beat Freq Back To BasicsDocument3 pagini1q07 Beat Freq Back To BasicsHatem AbdelrahmanÎncă nu există evaluări
- EM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYDocument46 paginiEM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYHatem Abdelrahman100% (2)
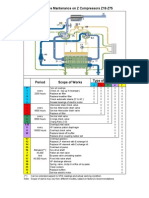
- Preventive Mantenance On Z Compressors Z18-Z75: Take All ReadingsDocument1 paginăPreventive Mantenance On Z Compressors Z18-Z75: Take All ReadingsHatem AbdelrahmanÎncă nu există evaluări
- Kingsbury Leg ComponentsDocument3 paginiKingsbury Leg ComponentsHatem Abdelrahman100% (1)
- EM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYDocument46 paginiEM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYHatem Abdelrahman100% (2)
- Vibrations NotesDocument43 paginiVibrations NotesNicolas LuchmunÎncă nu există evaluări
- Customer Application Centers: Global Accessibility To Our TechnologyDocument1 paginăCustomer Application Centers: Global Accessibility To Our TechnologyHatem AbdelrahmanÎncă nu există evaluări
- Best Practices: Asset Condition ManagementDocument2 paginiBest Practices: Asset Condition ManagementHatem AbdelrahmanÎncă nu există evaluări
- Why Upgrades Are Important - : Some Lessons Learned With Older Monitoring SystemsDocument2 paginiWhy Upgrades Are Important - : Some Lessons Learned With Older Monitoring SystemsHatem AbdelrahmanÎncă nu există evaluări
- IBERDROLA's Center For Monitoring, Diagnostic and Simulation (CMDS) of Combined-Cycle Power PlantsDocument4 paginiIBERDROLA's Center For Monitoring, Diagnostic and Simulation (CMDS) of Combined-Cycle Power PlantsHatem AbdelrahmanÎncă nu există evaluări
- 1q03 3500 22mDocument4 pagini1q03 3500 22mscribdkhatnÎncă nu există evaluări
- Helping You ... : Fourth Quarter 1999 Vol. 20 No. 4Document1 paginăHelping You ... : Fourth Quarter 1999 Vol. 20 No. 4Hatem AbdelrahmanÎncă nu există evaluări
- Ontario Power Generation's Nanticoke Power PlantDocument3 paginiOntario Power Generation's Nanticoke Power PlantHatem AbdelrahmanÎncă nu există evaluări
- 2 Q 01 HanifanDocument2 pagini2 Q 01 HanifanHatem AbdelrahmanÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- 43-101 Technical Report Quimsacocha, February 2009Document187 pagini43-101 Technical Report Quimsacocha, February 2009Marco Vinicio SotoÎncă nu există evaluări
- Biology Standard XII Human Reproduction WorksheetDocument10 paginiBiology Standard XII Human Reproduction WorksheetPriya SinghÎncă nu există evaluări
- EBARA FS513CT-R0E pump manualDocument6 paginiEBARA FS513CT-R0E pump manualApriliyanto Rahadi PradanaÎncă nu există evaluări
- JSA .Hendra Pouring Congcrete by Mixer TruckDocument2 paginiJSA .Hendra Pouring Congcrete by Mixer TruckMuhamad Rizki AzisÎncă nu există evaluări
- Toaz - Info Chemtech Reviewer PRDocument1 paginăToaz - Info Chemtech Reviewer PRchristy janioÎncă nu există evaluări
- 193 EC5 ManualDocument282 pagini193 EC5 ManualsatieaplÎncă nu există evaluări
- MS-MS Analysis Programs - 2012 SlidesDocument14 paginiMS-MS Analysis Programs - 2012 SlidesJovanderson JacksonÎncă nu există evaluări
- Bentone LTDocument2 paginiBentone LTdamiendamÎncă nu există evaluări
- Kathrein 80010375Document2 paginiKathrein 80010375klamar5Încă nu există evaluări
- Swami Brahmananda - The Spiritual Son of Sri RamakrishnaDocument7 paginiSwami Brahmananda - The Spiritual Son of Sri RamakrishnaEstudante da Vedanta100% (2)
- Gas Exchange in Plants and AnimalsDocument7 paginiGas Exchange in Plants and AnimalsMarvin MelisÎncă nu există evaluări
- US Army TV Course - Documentation Cinematography SS0536Document49 paginiUS Army TV Course - Documentation Cinematography SS0536innerethosÎncă nu există evaluări
- Well Serve CingDocument140 paginiWell Serve CingYounes MakÎncă nu există evaluări
- Perreaux E220 200W Stereo Power Amplifier from 1994Document2 paginiPerreaux E220 200W Stereo Power Amplifier from 1994joaoraffa raffaÎncă nu există evaluări
- Hufenus 2006 Geotextiles GeomembranesDocument18 paginiHufenus 2006 Geotextiles Geomembranesbkollarou9632Încă nu există evaluări
- WPS Ernicu 7 R1 3 6 PDFDocument4 paginiWPS Ernicu 7 R1 3 6 PDFandresÎncă nu există evaluări
- BS 7941-1-2006Document20 paginiBS 7941-1-2006Willy AryansahÎncă nu există evaluări
- Telemark PulloverDocument2 paginiTelemark Pulloverkidknits100% (1)
- Masterbrand Guidelines - September 2012: Confidential - For Internal Use OnlyDocument35 paginiMasterbrand Guidelines - September 2012: Confidential - For Internal Use OnlyDemerson CamposÎncă nu există evaluări
- DigiMasterIII Car Model ListDocument72 paginiDigiMasterIII Car Model ListRAGB1989Încă nu există evaluări
- Ben Wilkins PRISON MADNESS and LOVE LETTERS: THE LOST ARTDocument5 paginiBen Wilkins PRISON MADNESS and LOVE LETTERS: THE LOST ARTBarbara BergmannÎncă nu există evaluări
- Pricelist Mobil Area Jabodetabek Semester 2 2022 TerbaruDocument108 paginiPricelist Mobil Area Jabodetabek Semester 2 2022 TerbarutonymuzioÎncă nu există evaluări
- PENERAPAN ARSITEKTUR TROPIS PADA HOTEL RESORT DI PANTAI KRAKALDocument12 paginiPENERAPAN ARSITEKTUR TROPIS PADA HOTEL RESORT DI PANTAI KRAKALleo adoÎncă nu există evaluări
- Hart Transmitter Calibration: Application NoteDocument8 paginiHart Transmitter Calibration: Application NoteThulasi Raman KowsiganÎncă nu există evaluări
- Sing 2Document64 paginiSing 2WindsurfingFinnÎncă nu există evaluări
- Etabloc Technical DataDocument108 paginiEtabloc Technical Dataedward ksbÎncă nu există evaluări
- Research PaperDocument13 paginiResearch PaperHamid ElmyÎncă nu există evaluări
- Chapter 31. Current and Resistance Chapter 31. Current and Resistance Current and ResistanceDocument11 paginiChapter 31. Current and Resistance Chapter 31. Current and Resistance Current and ResistanceArwaa AlmaghrabiÎncă nu există evaluări
- Railway Electrification Projects Budget 2019-20Document9 paginiRailway Electrification Projects Budget 2019-20Muhammad Meraj AlamÎncă nu există evaluări
- Tribology - Lubricants and LubricationDocument330 paginiTribology - Lubricants and LubricationJosé Ramírez100% (2)