S-ar putea să vă placă și
- Boiler Control6.3.7Document58 paginiBoiler Control6.3.7Nandkumar KhachaneÎncă nu există evaluări
- Boiler Drum Level ControlDocument9 paginiBoiler Drum Level ControlMourougapragash Subramanian100% (1)
- 3 Element Drum Level ControlDocument3 pagini3 Element Drum Level ControlSriteja JosyulaÎncă nu există evaluări
- Blow Down Calculation For BoilerDocument3 paginiBlow Down Calculation For BoilerCarla RodriguesÎncă nu există evaluări
- Tds Contro Heat RecoverylDocument31 paginiTds Contro Heat RecoverylHélder PascoalÎncă nu există evaluări
- Boiler Bed Height Formula - NirmaDocument1 paginăBoiler Bed Height Formula - NirmaRaj KumarÎncă nu există evaluări
- Heat Recovery Steam Generator 5Document29 paginiHeat Recovery Steam Generator 5Hitesh SinglaÎncă nu există evaluări
- Boiler Control and Instruments - Magadi (Compatibility Mode)Document30 paginiBoiler Control and Instruments - Magadi (Compatibility Mode)ArT MgMÎncă nu există evaluări
- Manual On Boiler Tube FailureDocument69 paginiManual On Boiler Tube Failureyogeshmangal1974100% (2)
- Boiler Efficient, Safe & Emergency OperationDocument51 paginiBoiler Efficient, Safe & Emergency OperationShambhu MehtaÎncă nu există evaluări
- Indian BOE Coaching Services: Gujarat BOE-2016 Paper-2 (Boiler Engg-2) SolutionDocument7 paginiIndian BOE Coaching Services: Gujarat BOE-2016 Paper-2 (Boiler Engg-2) SolutionAlok DoshiÎncă nu există evaluări
- DeaeratorDocument3 paginiDeaeratorfirojaga13100% (1)
- Atmospheric Fluidised Bed Combustion Boilers For Firing Solid FuelsDocument12 paginiAtmospheric Fluidised Bed Combustion Boilers For Firing Solid FuelsRaj KumarÎncă nu există evaluări
- Boiler InterlocksDocument54 paginiBoiler InterlocksAhemadÎncă nu există evaluări
- Boiler of 500 MWDocument8 paginiBoiler of 500 MWHKVMVPVPV021511Încă nu există evaluări
- Boiler ReferenceDocument29 paginiBoiler ReferencetagolimotÎncă nu există evaluări
- BoilerDocument73 paginiBoilerMahesh Babu TalupulaÎncă nu există evaluări
- BoilerDocument23 paginiBoileronspsnons123100% (1)
- WHRB BoilerDocument36 paginiWHRB BoilerDhandapani Manoharan100% (1)
- Fire Tube Boiler CompleteDocument6 paginiFire Tube Boiler CompleteFikriHidayatullahÎncă nu există evaluări
- CFBC Boiler Training ManualDocument4 paginiCFBC Boiler Training ManualGusti Prasetyo Rendy AnggaraÎncă nu există evaluări
- Cheema Boiler Limited: Presented To: MR - Deepak Bhandari (Document32 paginiCheema Boiler Limited: Presented To: MR - Deepak Bhandari (angenious100% (1)
- Boiler Start UpDocument15 paginiBoiler Start UpMt. Sasongko100% (1)
- Power Plant Chemistry For BoeDocument22 paginiPower Plant Chemistry For BoeRamakrishna ChiliveryÎncă nu există evaluări
- Efficiency-Boiler & TurbineDocument21 paginiEfficiency-Boiler & TurbineAnand Swami100% (1)
- CFBC & PFBC TechnologyDocument18 paginiCFBC & PFBC TechnologyomiitgÎncă nu există evaluări
- Typ. Slow Firing Alkali BoiloutDocument3 paginiTyp. Slow Firing Alkali Boiloutsantoshkumarmishra2009100% (2)
- Boiler CalculationsDocument16 paginiBoiler CalculationshuliplayÎncă nu există evaluări
- Gen Seal Oil SystemgDocument5 paginiGen Seal Oil SystemgAlok Ranjan TripathiÎncă nu există evaluări
- Steam Genrators Lecture-2Document19 paginiSteam Genrators Lecture-2Gurpreet MeeluÎncă nu există evaluări
- The Indian Boilers Act 1923Document16 paginiThe Indian Boilers Act 1923Anand Swami100% (1)
- Boiler Start UpDocument6 paginiBoiler Start UpAnonymous 0vtkoS155100% (1)
- Boiler Mounting & AccessoriesDocument14 paginiBoiler Mounting & Accessoriesshiraj36100% (1)
- The Dead Weight Safety Valve Consists of A ValveDocument4 paginiThe Dead Weight Safety Valve Consists of A ValveAsif Saleem0% (1)
- Boiler MaintenanceDocument39 paginiBoiler MaintenanceAjay Chauhan100% (3)
- 660 MW Sipat BoilerDocument88 pagini660 MW Sipat BoilerKrishnan Santhanaraj100% (3)
- Traveling Grate Boiler 50 TPH 95 KGCM 450CDocument52 paginiTraveling Grate Boiler 50 TPH 95 KGCM 450CMajid KhanÎncă nu există evaluări
- Boiler Feedwater DeaerationDocument5 paginiBoiler Feedwater DeaerationFA AyÎncă nu există evaluări
- Heat and Mass Balance Index: S.N. Topics Page NosDocument50 paginiHeat and Mass Balance Index: S.N. Topics Page NosRavi Satyapal100% (1)
- 5 - Condensor, GSC and Ejector in Thermal Power PlantDocument36 pagini5 - Condensor, GSC and Ejector in Thermal Power PlantEshwar Pawar100% (1)
- Boiler Tuning BasicDocument25 paginiBoiler Tuning Basictrung2iÎncă nu există evaluări
- Steam TurbinesDocument45 paginiSteam TurbinesHaseeb Bokhari100% (1)
- Boilers - Thermal EngineeringDocument45 paginiBoilers - Thermal Engineeringommech2020Încă nu există evaluări
- Lecture 7 - Steam GeneratorsDocument6 paginiLecture 7 - Steam GeneratorsHussain Abbas100% (1)
- KKP Boiler Training Material - Vol 1Document92 paginiKKP Boiler Training Material - Vol 1parthi20065768Încă nu există evaluări
- Boiler EmergancyDocument35 paginiBoiler EmergancyAshok RasekarÎncă nu există evaluări
- Super Critical BoilerDocument46 paginiSuper Critical BoilerParveen NakwalÎncă nu există evaluări
- Boiler Water TreatmentDocument1 paginăBoiler Water TreatmentRommel Cena NepalarÎncă nu există evaluări
- Requirements of Bed Material, Charcoal & Diesel. Bed MaterialDocument4 paginiRequirements of Bed Material, Charcoal & Diesel. Bed MaterialpurvgargÎncă nu există evaluări
- Boiler Blow Down: Workshop On Efficient Operation & Maintenance of BoilersDocument3 paginiBoiler Blow Down: Workshop On Efficient Operation & Maintenance of Boilerskcp1986Încă nu există evaluări
- Boiler InterviewDocument16 paginiBoiler InterviewSachin PatelÎncă nu există evaluări
- Boiler Plant OperationDocument28 paginiBoiler Plant OperationShaami Atm100% (1)
- TG EmergenciesDocument15 paginiTG EmergenciessasibhushanÎncă nu există evaluări
- Back Pressure Steam Turbine GeneratorsDocument16 paginiBack Pressure Steam Turbine GeneratorsMohamed Salem100% (3)
- Boiler Instrumentation and Control Present Ti OnDocument17 paginiBoiler Instrumentation and Control Present Ti Onrajtheheartthrob_singh100% (1)
- Automatic Level Control SystemsDocument10 paginiAutomatic Level Control Systemshafidhrahadiyan2100% (1)
- Process EngineeringDocument56 paginiProcess EngineeringHersang SuprayogiÎncă nu există evaluări
- Boiler ControlDocument38 paginiBoiler ControlTharun JagadeeshÎncă nu există evaluări
- Boiler ControlDocument38 paginiBoiler ControlTharun JagadeeshÎncă nu există evaluări
- Lecture 4 - Case StudiesDocument8 paginiLecture 4 - Case StudiesBrian MasauliÎncă nu există evaluări
- Principle of Substation DesignDocument9 paginiPrinciple of Substation DesignAshwani Dogra100% (1)
- Xcitation System in ElectricalDocument34 paginiXcitation System in ElectricalAshwani DograÎncă nu există evaluări
- Casting and Forging DiscontinuitiesDocument25 paginiCasting and Forging DiscontinuitiesAshwani Dogra100% (1)
- Electrode SheetDocument6 paginiElectrode SheetAshwani Dogra100% (2)
- Material Chemical CompositionDocument37 paginiMaterial Chemical CompositionAshwani Dogra100% (1)
- Busbar, Connectors and ClampsDocument12 paginiBusbar, Connectors and ClampsAshwani Dogra100% (1)
- Design of Earthing System For HVDocument22 paginiDesign of Earthing System For HVAshwani Dogra100% (1)
- Generator AuxiliariesDocument37 paginiGenerator AuxiliariesAshwani Dogra100% (1)
- Feed Water Deaeration in Thermal Power PlantDocument46 paginiFeed Water Deaeration in Thermal Power PlantAshwani Dogra100% (2)
- Introduction To Sub StationsDocument3 paginiIntroduction To Sub StationsAshwani DograÎncă nu există evaluări
- Air Preheater in Thermal Power Plant Problem N SolDocument25 paginiAir Preheater in Thermal Power Plant Problem N SolAshwani Dogra100% (2)
- EP Com Business ProcurementDocument104 paginiEP Com Business ProcurementAshwani DograÎncă nu există evaluări
- Non Destructive TestingDocument39 paginiNon Destructive TestingAshwani DograÎncă nu există evaluări
- Introduction To Supercritical TechnologyDocument7 paginiIntroduction To Supercritical TechnologyAshwani DograÎncă nu există evaluări
- Control & Instrumentation Commissioning - An OverviewDocument36 paginiControl & Instrumentation Commissioning - An OverviewAshwani Dogra100% (1)
- Circuit BreakerDocument64 paginiCircuit BreakerAshwani Dogra100% (1)
- Generator Hydrogen CoolingDocument31 paginiGenerator Hydrogen CoolingAshwani Dogra67% (3)
- Control & Instrumentation Commissioning - An OverviewDocument36 paginiControl & Instrumentation Commissioning - An OverviewAshwani Dogra100% (1)
- Badarpur Thermal Power SatationDocument132 paginiBadarpur Thermal Power Satationdiwakar_npti100% (2)
- 13.0 Set of Question For E-ProcurementsDocument2 pagini13.0 Set of Question For E-ProcurementsAshwani DograÎncă nu există evaluări
- Set of Questions Risk ManagementDocument2 paginiSet of Questions Risk ManagementAshwani Dogra100% (1)
- Power Plant Commissioning PDFDocument274 paginiPower Plant Commissioning PDFLaholDelveca89% (27)
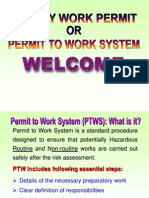
- Safety Work PermitDocument36 paginiSafety Work PermitAshwani Dogra100% (1)
- Presentation On NTPC Inspection ServicesDocument34 paginiPresentation On NTPC Inspection ServicesAshwani Dogra100% (3)
- Introduction To Industrial Safety and Accident PreventionDocument42 paginiIntroduction To Industrial Safety and Accident PreventionAshwani DograÎncă nu există evaluări
- Safe Practices in Material HandlingDocument65 paginiSafe Practices in Material HandlingAshwani DograÎncă nu există evaluări
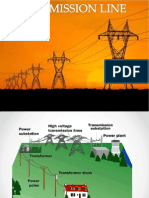
- Transmission Line PresentationDocument55 paginiTransmission Line PresentationAshwani Dogra89% (9)
- Fire Fighting Systems in Power StationsDocument68 paginiFire Fighting Systems in Power StationsAshwani Dogra100% (1)
- Different Cycles in Gas Turbine & Steam TurbineDocument18 paginiDifferent Cycles in Gas Turbine & Steam TurbineAshwani DograÎncă nu există evaluări
- Fire Fighting Systems in Power StationsDocument68 paginiFire Fighting Systems in Power StationsAshwani Dogra100% (1)
- EPE201008 - PT Badak NGL BlackOut Start Up SystemDocument4 paginiEPE201008 - PT Badak NGL BlackOut Start Up SystemNasrulSyahruddinÎncă nu există evaluări
- 41-Boiler Soot Blowing ProcedureDocument7 pagini41-Boiler Soot Blowing ProcedureShahid Raza100% (1)
- Velan High Pressure Steam Trapping Brochure PDFDocument8 paginiVelan High Pressure Steam Trapping Brochure PDFSH1961Încă nu există evaluări
- Enterprises Inc.: 2 X Used, Solar, T-60 7601S 5022Kw, Dual Fuel 4160V 60Hz GensetsDocument21 paginiEnterprises Inc.: 2 X Used, Solar, T-60 7601S 5022Kw, Dual Fuel 4160V 60Hz GensetsAurisÎncă nu există evaluări
- 2 TPH Boiler CostingDocument50 pagini2 TPH Boiler CostingShivam SharmaÎncă nu există evaluări
- Munich Re Failure ReportDocument6 paginiMunich Re Failure ReportFarrukhAhmedKhanÎncă nu există evaluări
- Pick Constant Flow Service ManualDocument22 paginiPick Constant Flow Service ManualAriesÎncă nu există evaluări
- Art - 253A10.1186 - 252F2251 6832 4 19Document13 paginiArt - 253A10.1186 - 252F2251 6832 4 19kumarÎncă nu există evaluări
- HazopDocument8 paginiHazopPipipopoÎncă nu există evaluări
- PH Carranza Navarro Saragossa 5781Document28 paginiPH Carranza Navarro Saragossa 5781luycekreÎncă nu există evaluări
- A Verification On Design Performance of 300MW Class CFB BoilerDocument39 paginiA Verification On Design Performance of 300MW Class CFB BoilerArvind ShuklaÎncă nu există evaluări
- 6FA CC UnitDocument10 pagini6FA CC UnittonytrujilloÎncă nu există evaluări
- MuaraKarang CCPP - Drawing List 310518Document165 paginiMuaraKarang CCPP - Drawing List 310518putra2503Încă nu există evaluări
- Furnace Operation and Trouble-ShootingDocument30 paginiFurnace Operation and Trouble-ShootingNaresh100% (1)
- PAF0028U Condensate Pot ApplicationsDocument1 paginăPAF0028U Condensate Pot ApplicationsGuru KathirÎncă nu există evaluări
- MLDocument23 paginiMLSunil KÎncă nu există evaluări
- Rab Pks 60 Ton Tbs Per JamDocument5 paginiRab Pks 60 Ton Tbs Per JamOptimuz Optimuz75% (4)
- Section 2Document60 paginiSection 2Prince EugoÎncă nu există evaluări
- Armalit АСО: JSC Actuator Control GmbhDocument2 paginiArmalit АСО: JSC Actuator Control GmbhArun BabuÎncă nu există evaluări
- KG - 008 Write Up For Steam Blowing Scheme For Khargone Units PDFDocument92 paginiKG - 008 Write Up For Steam Blowing Scheme For Khargone Units PDFHimanshu ChaturvediÎncă nu există evaluări
- G2 Practice Exam Answers 020314003 (2963)Document47 paginiG2 Practice Exam Answers 020314003 (2963)austindasilvaÎncă nu există evaluări
- Project Report-7 PDFDocument16 paginiProject Report-7 PDFVijay PandaÎncă nu există evaluări
- IMI Bopp-Reuther Product SIRA AW LRESDocument4 paginiIMI Bopp-Reuther Product SIRA AW LRESPratik SinghÎncă nu există evaluări
- LR Soot Blow PDFDocument35 paginiLR Soot Blow PDFvtbk100% (1)
- Why It Pays To Maintain Your BoilerDocument2 paginiWhy It Pays To Maintain Your BoilerOmar KhaledÎncă nu există evaluări
- Annual Report CCSM 2022-2023 - FinaDocument73 paginiAnnual Report CCSM 2022-2023 - Finaavapsm621133Încă nu există evaluări
- Paper-2 (Boiler Engineering-2) : Indian BOE Coaching ServiceDocument1 paginăPaper-2 (Boiler Engineering-2) : Indian BOE Coaching ServicevamsiklÎncă nu există evaluări
- Instrumentation EngineeringDocument34 paginiInstrumentation Engineeringvaithy1990Încă nu există evaluări
- Wartsila 5 X 18v46 Hfo Power Plant-1Document8 paginiWartsila 5 X 18v46 Hfo Power Plant-1bsvpeymanÎncă nu există evaluări
- Ahmedabad, Gujarat, India.: Cell No.+91 9898231676Document55 paginiAhmedabad, Gujarat, India.: Cell No.+91 9898231676valiuddinÎncă nu există evaluări