S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Error Codes XMDocument14 paginiError Codes XMnilomell100% (1)
- Felt WickDocument2 paginiFelt WickAmir AmiriÎncă nu există evaluări
- Cat C 6.4 Fuel SystemDocument13 paginiCat C 6.4 Fuel Systemali83% (6)
- Mikrokator 1Document6 paginiMikrokator 1Amir AmiriÎncă nu există evaluări
- Mahan Chap12Document17 paginiMahan Chap12Amir AmiriÎncă nu există evaluări
- Visual WalkthroughDocument6 paginiVisual WalkthroughAmir AmiriÎncă nu există evaluări
- Krar Unit 41Document14 paginiKrar Unit 41Amir AmiriÎncă nu există evaluări
- Technology of Machine Tools: The Coordinate Measuring SystemDocument10 paginiTechnology of Machine Tools: The Coordinate Measuring SystemAmir AmiriÎncă nu există evaluări
- 0708 Optics Mirrors and LensesDocument21 pagini0708 Optics Mirrors and LensesJEssa TrixiaÎncă nu există evaluări
- Profile ProjectorDocument25 paginiProfile ProjectorIjabiÎncă nu există evaluări
- Lecture Slides For Manufacturing ProcessesDocument17 paginiLecture Slides For Manufacturing ProcessesAmir AmiriÎncă nu există evaluări
- ذشرا یمومع نابز تست کواب هعومجم یمامت اه هتشر ذشرا نابز هورگ تیاس رد ذشرا یصصخت و یمومع نابز تاوسج هیرت زور هب Www.Enarshad.IrDocument1 paginăذشرا یمومع نابز تست کواب هعومجم یمامت اه هتشر ذشرا نابز هورگ تیاس رد ذشرا یصصخت و یمومع نابز تاوسج هیرت زور هب Www.Enarshad.IrAmir AmiriÎncă nu există evaluări
- Thin & Thick Cylinders: in inDocument13 paginiThin & Thick Cylinders: in inAmir AmiriÎncă nu există evaluări
- Yield PDFDocument19 paginiYield PDFAmir AmiriÎncă nu există evaluări
- ' - A) @ - TD O ' ' X - Y Qod - TD O Q) JDW Ov - C X - A) @ - TD O - A) @ - T ' Qo - TD O - T Ya - A) @ - T ' - Q - FRF Ya - FRF Ya X - Y Qod Ov - C X L) W QB) YaDocument9 pagini' - A) @ - TD O ' ' X - Y Qod - TD O Q) JDW Ov - C X - A) @ - TD O - A) @ - T ' Qo - TD O - T Ya - A) @ - T ' - Q - FRF Ya - FRF Ya X - Y Qod Ov - C X L) W QB) YaAmir AmiriÎncă nu există evaluări
- Cad Ex12 PDFDocument3 paginiCad Ex12 PDFAmir AmiriÎncă nu există evaluări
- Tata SteelDocument2 paginiTata SteelAmir AmiriÎncă nu există evaluări
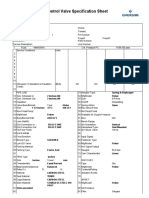
- Control Valve Specification SheetDocument2 paginiControl Valve Specification SheetPablo Daniel Rodriguez HernandezÎncă nu există evaluări
- Mil P 17639FDocument60 paginiMil P 17639FcarlosloucaoÎncă nu există evaluări
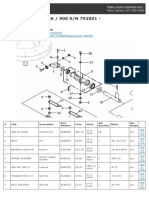
- Camion Articulado 730C2 Plano HYD 2016 SISDocument2 paginiCamion Articulado 730C2 Plano HYD 2016 SISFabrizio Jesus Morales SalirrosasÎncă nu există evaluări
- Books For OralDocument16 paginiBooks For OralSubramoniam MarineÎncă nu există evaluări
- Ta 19 V10Document6 paginiTa 19 V10Edgar Rojas EspejoÎncă nu există evaluări
- MT6034T MT6034XT: Manitou North America, IncDocument182 paginiMT6034T MT6034XT: Manitou North America, IncMarek WyszatyckiÎncă nu există evaluări
- Spare Part Designation S40.1 S50.1 S63.1 S80.1: N/a N/aDocument3 paginiSpare Part Designation S40.1 S50.1 S63.1 S80.1: N/a N/aeli saÎncă nu există evaluări
- KR 96068 237899 569585Document4 paginiKR 96068 237899 569585Ronald BosÎncă nu există evaluări
- Parts Manual: Part Number IndexDocument232 paginiParts Manual: Part Number IndexgluykÎncă nu există evaluări
- Tutorial 1 Impact of JetDocument1 paginăTutorial 1 Impact of JetBhuvanesh MuleyÎncă nu există evaluări
- Catalog of Replacement Parts: Model D300 Series MixersDocument24 paginiCatalog of Replacement Parts: Model D300 Series Mixersanto starlinÎncă nu există evaluări
- Tractor Model Price ListDocument10 paginiTractor Model Price ListJuan Pablo Wulff MorenoÎncă nu există evaluări
- E90 Dynamic Driving SystDocument55 paginiE90 Dynamic Driving SystArturo Martinez SerranoÎncă nu există evaluări
- Homework 7 Induction Motor 1Document3 paginiHomework 7 Induction Motor 1JamrÎncă nu există evaluări
- The 1.8 Turbo Gasoline: Drive Your IdeasDocument4 paginiThe 1.8 Turbo Gasoline: Drive Your Ideasmechatronics overviewÎncă nu există evaluări
- Atb 935Document5 paginiAtb 935Raul Rodriguez JuarezÎncă nu există evaluări
- Chrysler Neon - Turn Signal - Hazzard Warning SystemsDocument6 paginiChrysler Neon - Turn Signal - Hazzard Warning SystemseephantomÎncă nu există evaluări
- Speed Control of Hydraulic CylinderDocument3 paginiSpeed Control of Hydraulic CylinderSriram SastryÎncă nu există evaluări
- CrankshaftsDocument7 paginiCrankshaftsAgus YulfizarÎncă nu există evaluări
- G3306Document4 paginiG3306carlucido247970100% (1)
- RWD - 4 Speed W/Overdrive AW 450-43LEDocument15 paginiRWD - 4 Speed W/Overdrive AW 450-43LEEnrique Villamizar LaguadoÎncă nu există evaluări
- Gold Valve Cartridge Emulator Fitting InstructionsDocument4 paginiGold Valve Cartridge Emulator Fitting Instructionsstinger30auÎncă nu există evaluări
- Ogheneruemu Emmanuel Engine Overhauling SlideDocument16 paginiOgheneruemu Emmanuel Engine Overhauling SlideLilCent MmanuelÎncă nu există evaluări
- Hurst Roll Control Installation Instructions # 5671518: 2010 and Up CAMARODocument8 paginiHurst Roll Control Installation Instructions # 5671518: 2010 and Up CAMAROpramodh kumarÎncă nu există evaluări
- Literature SurveyDocument6 paginiLiterature SurveytalhaÎncă nu există evaluări
- MT&T Selection GuideDocument5 paginiMT&T Selection GuideCykhong KhongÎncă nu există evaluări
- 2017 NEC Table of ContentsDocument124 pagini2017 NEC Table of ContentsFaheem PP13Încă nu există evaluări
- MAN Series EnginesDocument3 paginiMAN Series EnginesNico LomibaoÎncă nu există evaluări