S-ar putea să vă placă și
- Welding DefectsDocument38 paginiWelding Defectssajeev27100% (4)
- Welding Defects Causes & SolutionsDocument30 paginiWelding Defects Causes & SolutionsAkshay Kumar100% (1)
- Weld Defects CswipDocument10 paginiWeld Defects CswipOLiver RobertÎncă nu există evaluări
- Weld Defects TWIDocument96 paginiWeld Defects TWISabir Shabbir100% (7)
- Welding Defects - Causes and RemediesDocument51 paginiWelding Defects - Causes and Remediesmilind94% (18)
- Welding Defects - PresentationDocument40 paginiWelding Defects - Presentationforgameslive100% (17)
- Weld DefectsDocument40 paginiWeld Defectsarash59_4u100% (1)
- TWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Document68 paginiTWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Ali ClubistÎncă nu există evaluări
- Welding Defect ChartDocument2 paginiWelding Defect ChartPavan_yoyo100% (4)
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byDocument220 paginiExample Slide of User Functions: Time Guide The Slide Should Be Finished byScott K.L LeeÎncă nu există evaluări
- 01 - WELDING DEFECTS (Surface) - May 2021Document28 pagini01 - WELDING DEFECTS (Surface) - May 2021Gerry Dan ChanliongcoÎncă nu există evaluări
- Welding ConsumablesDocument86 paginiWelding ConsumablesLương Hồ Vũ100% (1)
- ESAB Welder PocketguideDocument32 paginiESAB Welder PocketguidenunosobralÎncă nu există evaluări
- WeldingDocument84 paginiWeldingJigar DodiaÎncă nu există evaluări
- Common Weld Defects and Their CausesDocument16 paginiCommon Weld Defects and Their CausesKeith Rutherford100% (2)
- Welding DefectsDocument69 paginiWelding DefectsSaravanan Saran100% (1)
- Weld Defects 2Document122 paginiWeld Defects 2Pradeep Kumar Raju B100% (1)
- Basic Weld MetallurgyDocument34 paginiBasic Weld Metallurgydaha333Încă nu există evaluări
- Gas Metal Arc Welding (GMAW)Document16 paginiGas Metal Arc Welding (GMAW)Akmal Bin Saipul AnuarÎncă nu există evaluări
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pagini3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmÎncă nu există evaluări
- Welding SymbolsDocument53 paginiWelding SymbolsLâm Thanh100% (9)
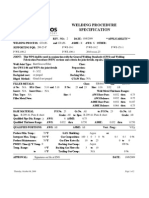
- Aluminim WPSDocument2 paginiAluminim WPSKarthikeyan ShanmugavelÎncă nu există evaluări
- Welding Inspection CSWIP PDFDocument683 paginiWelding Inspection CSWIP PDFmohdrafeek83Încă nu există evaluări
- Apollo Heat Exchanger Welding Defect GuideDocument77 paginiApollo Heat Exchanger Welding Defect GuideQC apollohx100% (1)
- Defects AND DiscontinuitiesDocument39 paginiDefects AND DiscontinuitiesThe Engineers EDGE, Coimbatore100% (1)
- 01 Wis5 Defect NewDocument55 pagini01 Wis5 Defect NewHai Vuu100% (2)
- WC515Document1 paginăWC51555312714Încă nu există evaluări
- Intoduction To WeldingDocument334 paginiIntoduction To WeldingAsad Bin Ala QatariÎncă nu există evaluări
- Welded Joint Design FundamentalsDocument16 paginiWelded Joint Design FundamentalsEngr Arfan Ali DhamrahoÎncă nu există evaluări
- Welding SGDocument76 paginiWelding SGPrasoon ChaturvediÎncă nu există evaluări
- Welding Defects PresentationDocument17 paginiWelding Defects PresentationVUYOÎncă nu există evaluări
- Welding Variables Guide: Effects of Current, Voltage, Speed & MoreDocument34 paginiWelding Variables Guide: Effects of Current, Voltage, Speed & MoremilindÎncă nu există evaluări
- 6 GtawDocument30 pagini6 Gtawmasmarkun4444Încă nu există evaluări
- Weldability of Steels: CSWIP 3.1 Welding InspectionDocument105 paginiWeldability of Steels: CSWIP 3.1 Welding InspectionLương Hồ VũÎncă nu există evaluări
- How To Prevent Control Welding DistortionDocument2 paginiHow To Prevent Control Welding DistortionNilesh DalviÎncă nu există evaluări
- WeldingDocument19 paginiWeldingAlexander Muñoz SánchezÎncă nu există evaluări
- WeldingDocument15 paginiWeldingJacob Green100% (1)
- Welding Defects Poster 600x900 Lores enDocument1 paginăWelding Defects Poster 600x900 Lores enMostafa ZedÎncă nu există evaluări
- Welding Document Print PDFDocument103 paginiWelding Document Print PDFRonneySantosÎncă nu există evaluări
- Welding PresentationDocument163 paginiWelding PresentationtonykptonyÎncă nu există evaluări
- Arc Welding Arc Welding Electrode Electrode: CCCCC CCCCCDocument36 paginiArc Welding Arc Welding Electrode Electrode: CCCCC CCCCCSantanu SarmahÎncă nu există evaluări
- Heat Input Effects in WeldingDocument34 paginiHeat Input Effects in WeldingMohammed SulemanÎncă nu există evaluări
- Weldability and Joinability of Common MaterialsDocument1 paginăWeldability and Joinability of Common MaterialsStefanArtemonMocanuÎncă nu există evaluări
- Course Material For CSWIP 3.1 TWI Section 01Document10 paginiCourse Material For CSWIP 3.1 TWI Section 01Sisira Chandrasoma83% (6)
- Welding Processes GuideDocument27 paginiWelding Processes Guidesuri345Încă nu există evaluări
- Weld RepairsDocument24 paginiWeld RepairsLương Hồ VũÎncă nu există evaluări
- Section 09 Weld QualityDocument32 paginiSection 09 Weld Qualityforlan pinheiro100% (1)
- Weldability of MaterialsDocument5 paginiWeldability of MaterialsclnÎncă nu există evaluări
- Welding Electrode NomenclatureDocument3 paginiWelding Electrode NomenclaturedcevipinÎncă nu există evaluări
- Difference between weldolet and sockoletDocument3 paginiDifference between weldolet and sockoletWaqas Waqas100% (3)
- Weld Defects PresentationDocument80 paginiWeld Defects PresentationRen SalazarÎncă nu există evaluări
- Weld Defects or Imperfections in Welds - Lack of Sidewall and Inter-Run FusionDocument4 paginiWeld Defects or Imperfections in Welds - Lack of Sidewall and Inter-Run FusionmanimaranÎncă nu există evaluări
- Welding Defects - ClassDocument34 paginiWelding Defects - ClassSds Mani S100% (2)
- Welding Defects GuideDocument16 paginiWelding Defects Guidepozolab0% (1)
- Detecting and preventing lack of sidewall and inter-run fusion in weldsDocument4 paginiDetecting and preventing lack of sidewall and inter-run fusion in weldsguru_terexÎncă nu există evaluări
- Defects - Imperfections in Welds - Lack of Sidewall and Interrun Fusion.Document4 paginiDefects - Imperfections in Welds - Lack of Sidewall and Interrun Fusion.Aris WicaksonoÎncă nu există evaluări
- Weld DefectDocument4 paginiWeld DefectAzzah NazÎncă nu există evaluări
- Acceptable Weld Profiles GuideDocument9 paginiAcceptable Weld Profiles GuideDominic Apollo Robles100% (1)
- Significance of Defects in WeldsDocument9 paginiSignificance of Defects in Weldsssk48100% (1)
- Welding Defects (Copy and Paste Je)Document9 paginiWelding Defects (Copy and Paste Je)Hamimi AkmalÎncă nu există evaluări
- Hempel's Thinner 0845000000 En-UsDocument10 paginiHempel's Thinner 0845000000 En-UsJose F. MaestreÎncă nu există evaluări
- AFM-Mild Steel Low Hydrogen ElectrodesDocument12 paginiAFM-Mild Steel Low Hydrogen Electrodesakhilsyam21Încă nu există evaluări
- A New Dawn (Eng) PDFDocument16 paginiA New Dawn (Eng) PDFBrijeshÎncă nu există evaluări
- Lincguns EngDocument6 paginiLincguns Engakhilsyam21Încă nu există evaluări
- HealthDocument123 paginiHealthakhilsyam21Încă nu există evaluări
- Omi PB 02 0 Eng Plug ValveDocument4 paginiOmi PB 02 0 Eng Plug Valveakhilsyam21Încă nu există evaluări
- ESAB Electrodes User ManualDocument44 paginiESAB Electrodes User ManualF. Alijani100% (1)
- Prakrithi Enna VismayamDocument159 paginiPrakrithi Enna Vismayamakhilsyam21Încă nu există evaluări
- Qa QC DifferenceDocument1 paginăQa QC Differenceakhilsyam21Încă nu există evaluări
- Sister Nivedita 1Document116 paginiSister Nivedita 1akhilsyam21Încă nu există evaluări
- 003 2020 M Set ADocument16 pagini003 2020 M Set AVyshakhanÎncă nu există evaluări
- 2020 Answe KeyDocument1 pagină2020 Answe KeyParameswaran T.N.Încă nu există evaluări
- True Rms Clampmeter Fluke 325Document5 paginiTrue Rms Clampmeter Fluke 325akhilsyam21Încă nu există evaluări
- O2 AnalyzerDocument20 paginiO2 Analyzerakhilsyam21Încă nu există evaluări
- PipingDocument54 paginiPipingakhilsyam21Încă nu există evaluări
- Pipe DataDocument1 paginăPipe Dataakhilsyam21Încă nu există evaluări
- Heat Treatment of SteelDocument35 paginiHeat Treatment of Steelakhilsyam21Încă nu există evaluări
- Torque ValuesDocument1 paginăTorque Valuesakhilsyam21Încă nu există evaluări
- Introduction To CorrosionDocument35 paginiIntroduction To Corrosionakhilsyam21Încă nu există evaluări
- HDPE Pipe Installation GuideDocument48 paginiHDPE Pipe Installation GuideAkhil Syamkumar86% (7)
- Weld TestingDocument51 paginiWeld TestingYuki FongÎncă nu există evaluări
- P NumbersDocument2 paginiP Numbersakhilsyam21Încă nu există evaluări
- Learning Spoken EnglishDocument54 paginiLearning Spoken EnglishSarah JT93% (87)
- S-Curve Module ExamplesDocument7 paginiS-Curve Module Examplesakhilsyam21Încă nu există evaluări
- Registration Form Saudi Prometric ExamDocument4 paginiRegistration Form Saudi Prometric Examakhilsyam21100% (1)
- Low Alloy WiresDocument10 paginiLow Alloy WiresRyan KimÎncă nu există evaluări
- Instructor GuideDocument4 paginiInstructor Guideakhilsyam21Încă nu există evaluări
- Introduction to the Six Most Common NDT MethodsDocument34 paginiIntroduction to the Six Most Common NDT MethodsNanditha Mandava ChowdaryÎncă nu există evaluări
- Miter ElbowDocument4 paginiMiter Elbowakhilsyam21Încă nu există evaluări
- Mechanics - Fluid Dynamics: K. Suresh Senanayake 1Document2 paginiMechanics - Fluid Dynamics: K. Suresh Senanayake 1mangsureshÎncă nu există evaluări
- LG Refridge ServiceManualDocument79 paginiLG Refridge ServiceManualMichael Dianics100% (1)
- Belimo Damper Actuator GM24A (Datasheet - 2007)Document2 paginiBelimo Damper Actuator GM24A (Datasheet - 2007)Ivan BriscoeÎncă nu există evaluări
- Power Generation SystemDocument72 paginiPower Generation SystemAbshir Mohamed HajjiÎncă nu există evaluări
- 1004 Saiesh 1005 Brembley 1006 Russell 1007 MukeshDocument65 pagini1004 Saiesh 1005 Brembley 1006 Russell 1007 MukeshbenonÎncă nu există evaluări
- Turbocharged Engines PDFDocument72 paginiTurbocharged Engines PDFVeler VelericÎncă nu există evaluări
- Optical Properties of MaterialDocument63 paginiOptical Properties of MaterialNoviÎncă nu există evaluări
- Waste Water-Sewage PumpDocument111 paginiWaste Water-Sewage Pumpcharadeg100Încă nu există evaluări
- Ncert Summary Class 12th PhysicsDocument29 paginiNcert Summary Class 12th Physicsmeghraj.socialÎncă nu există evaluări
- Fluid MechDocument10 paginiFluid MechPrasant KumarÎncă nu există evaluări
- Wa500-6 Sen00236-04d PDFDocument1.705 paginiWa500-6 Sen00236-04d PDFanggie100% (4)
- JP For RadiographyDocument7 paginiJP For Radiographytaparia_piyushÎncă nu există evaluări
- ELECTRONICDocument13 paginiELECTRONICMahmoued YasinÎncă nu există evaluări
- Foster Wheeler Process Engineering Practices IndexDocument86 paginiFoster Wheeler Process Engineering Practices Indexchemiesm94% (16)
- Flux and Refining Agent InjectionDocument1 paginăFlux and Refining Agent InjectionСтанислав ПодольскийÎncă nu există evaluări
- Journal article examines co-pyrolysis of macroalgae and lignocellulosic biomassDocument16 paginiJournal article examines co-pyrolysis of macroalgae and lignocellulosic biomasshidayat231984Încă nu există evaluări
- Every Emergency.: C Safe Marine Generator SetsDocument4 paginiEvery Emergency.: C Safe Marine Generator SetsBrillyanÎncă nu există evaluări
- Solar Air HeaterDocument2 paginiSolar Air HeaterriyaÎncă nu există evaluări
- Pneumatic Slotting MachineDocument3 paginiPneumatic Slotting MachineSwami NathanÎncă nu există evaluări
- Boundary Layer ThicknessDocument23 paginiBoundary Layer ThicknessPridhar ThiagarajanÎncă nu există evaluări
- LHCb Seminar on New Physics SearchesDocument32 paginiLHCb Seminar on New Physics SearchesdedeÎncă nu există evaluări
- Germany and Japan's Remarkable Post-WWII Economic ComebackDocument5 paginiGermany and Japan's Remarkable Post-WWII Economic ComebackHANNALEEÎncă nu există evaluări
- Marine Chock InstallationDocument48 paginiMarine Chock InstallationSumeet SawantÎncă nu există evaluări
- Nutrition For AthletesDocument37 paginiNutrition For AthletesAnonymous e1sArVj5zl100% (1)
- Makerere University Civil Engineering Assignment on Nalubaale DamDocument8 paginiMakerere University Civil Engineering Assignment on Nalubaale DamRobert WalusimbiÎncă nu există evaluări
- 24th Annual International Pittsburgh Coal 2007 WixDocument10 pagini24th Annual International Pittsburgh Coal 2007 WixAmauche OgeÎncă nu există evaluări
- Ptmail - m1021 - Ss - Ev Ultimate Market Intelligence ReportDocument23 paginiPtmail - m1021 - Ss - Ev Ultimate Market Intelligence ReportPIYUSH GOPALÎncă nu există evaluări
- Resume Dr. R.N.MukerjeeDocument13 paginiResume Dr. R.N.MukerjeeRahul Mukerjee100% (1)
- Dose Complete CatalogueDocument272 paginiDose Complete CatalogueBerkan OranusÎncă nu există evaluări
- MANUAL Vdocuments - Site FG Wilson P88e1Document287 paginiMANUAL Vdocuments - Site FG Wilson P88e1eletronica55100% (2)