S-ar putea să vă placă și
- Clinker CoolerDocument22 paginiClinker CoolerNael100% (9)
- Cooler Design and Operation CriteriaDocument19 paginiCooler Design and Operation Criteriatricky777100% (1)
- Clinker FormationDocument120 paginiClinker FormationDragos PlaesuÎncă nu există evaluări
- Mod 9-Clinker CoolersDocument492 paginiMod 9-Clinker Coolerslovjnx100% (6)
- 2012 Ring Formation in Rotary KilnsDocument30 pagini2012 Ring Formation in Rotary Kilnsjmpbarros100% (1)
- Clinker CoolersDocument74 paginiClinker Coolersemad sabri80% (5)
- Cement Plant Fan Technology Training Course DetailsDocument71 paginiCement Plant Fan Technology Training Course Detailsbulentbulut100% (7)
- The KilnDocument43 paginiThe Kilnraja ghoshÎncă nu există evaluări
- Kiln Heat-Up, Optimun Kiln OperationDocument42 paginiKiln Heat-Up, Optimun Kiln OperationJoko Dewoto100% (11)
- Preheat ProcessDocument42 paginiPreheat Processtricky77780% (10)
- KILN TechnicalDocument37 paginiKILN TechnicalVisnu SankarÎncă nu există evaluări
- Clinker Kiln TheoryDocument37 paginiClinker Kiln TheoryMehmet C100% (1)
- Kiln Emergency YSDocument50 paginiKiln Emergency YSShadi Al Habbal100% (3)
- Kiln Mechanics - (1.3) - ''Design''.ppsDocument110 paginiKiln Mechanics - (1.3) - ''Design''.ppsDiego AlejandroÎncă nu există evaluări
- Clinker CoolersDocument76 paginiClinker CoolersShariq Khan100% (6)
- Mod 4 - Process Measurement and TestingDocument272 paginiMod 4 - Process Measurement and Testinglovjnx100% (2)
- Kiln Trouble ShootingDocument3 paginiKiln Trouble Shootingemad sabriÎncă nu există evaluări
- V4 Process Technology 2Document724 paginiV4 Process Technology 2RRHH100% (4)
- The Rotary Cement KilnDocument388 paginiThe Rotary Cement KilnDubistWhite100% (5)
- Report On Cement MillDocument9 paginiReport On Cement MillYounas Khan100% (1)
- A Better Kiln CoatingDocument2 paginiA Better Kiln Coatingamir100% (4)
- Cement Kilns-Chlorine Impact On ProcessDocument27 paginiCement Kilns-Chlorine Impact On Processmuhaisen2009100% (4)
- Loesche Roller Grinding MillDocument56 paginiLoesche Roller Grinding MillAdnan rasool100% (1)
- 04 05 08Document55 pagini04 05 08taghdirim100% (5)
- What To Do When A Kiln Tire Stops MigratingDocument16 paginiWhat To Do When A Kiln Tire Stops MigratingVisnu Sankar100% (3)
- Kiln ChemistryDocument29 paginiKiln Chemistrykonstantina13986% (7)
- Thermal Expansion Effects and Mechanical Issues for Kiln PatrollersDocument30 paginiThermal Expansion Effects and Mechanical Issues for Kiln Patrollersbulentbulut100% (3)
- 06 Flacher Holcim Vertical Roller Mills For Clinker Grinding With Holcim PDFDocument29 pagini06 Flacher Holcim Vertical Roller Mills For Clinker Grinding With Holcim PDFawfahaddadinÎncă nu există evaluări
- Kiln Insp E EnglishDocument78 paginiKiln Insp E Englishlakshmikantht100% (2)
- Blaine Vs ResiduesDocument3 paginiBlaine Vs ResiduesVisnu Sankar100% (2)
- Mechanism of Clinker Coating Formation & FlameDocument39 paginiMechanism of Clinker Coating Formation & FlameNael93% (14)
- Erection of A LOESCHE Mill-46Document55 paginiErection of A LOESCHE Mill-46meharii89% (9)
- Rotary Kiln Systems ExplainedDocument47 paginiRotary Kiln Systems ExplainedYuri Botero100% (1)
- 04.04 Kiln Operations Guide Lines - ENGDocument23 pagini04.04 Kiln Operations Guide Lines - ENGbrenbra50% (2)
- Mill Ventilation MeasurementDocument5 paginiMill Ventilation MeasurementBùi Hắc HảiÎncă nu există evaluări
- Phillips Kiln Tires ServicesDocument53 paginiPhillips Kiln Tires ServicesNael100% (14)
- Loesche - Loesche Cement Mills Concept Large CapacityDocument26 paginiLoesche - Loesche Cement Mills Concept Large Capacityphucdc095041Încă nu există evaluări
- Kiln Alignment AnalysisDocument32 paginiKiln Alignment Analysiszementhead100% (6)
- Kiln Feed Mix CalculationsDocument2 paginiKiln Feed Mix CalculationsElwathig Bakhiet100% (3)
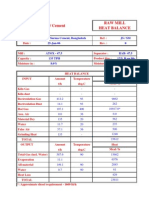
- Raw Mill Heat BalanceDocument1 paginăRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- 07 VRM PregrinderDocument22 pagini07 VRM PregrinderVishnu Vardhan . C100% (9)
- Red RiverDocument16 paginiRed RiverNael100% (1)
- VRM Operation and OptimizationDocument39 paginiVRM Operation and OptimizationJitendra Jangid100% (5)
- Kiln Control and OperationDocument45 paginiKiln Control and Operationdina safiri100% (3)
- KilnDocument26 paginiKilnVishnu Vardhan . C100% (4)
- How to repair cement kiln tire and roller wearDocument8 paginiHow to repair cement kiln tire and roller wearmahreza18950% (2)
- SF Cross-Bar Cooler FLSDocument8 paginiSF Cross-Bar Cooler FLSamir100% (4)
- Rotary Kilns: Transport Phenomena and Transport ProcessesDe la EverandRotary Kilns: Transport Phenomena and Transport ProcessesEvaluare: 4.5 din 5 stele4.5/5 (4)
- Cement Kiln Operation Hand BookDocument12 paginiCement Kiln Operation Hand BookAmit Pandey100% (2)
- Clinker Cooler SystemDocument69 paginiClinker Cooler SystemzementheadÎncă nu există evaluări
- CoolersDocument297 paginiCoolersMUNNALURU UMAKANTHA RAOÎncă nu există evaluări
- Coolers SystemDocument69 paginiCoolers SystemM.IBRAHEEM100% (1)
- Kiln Burning SystemsDocument30 paginiKiln Burning SystemsNael100% (8)
- Kiln Burning SystemDocument12 paginiKiln Burning SystemMuhammadShoaib100% (1)
- The Purpose of A Cooler Is, Obviously To Cool The Clinker - This Is Important For A Several ReasonsDocument31 paginiThe Purpose of A Cooler Is, Obviously To Cool The Clinker - This Is Important For A Several ReasonsZegera MgendiÎncă nu există evaluări
- Clinker CoolersDocument74 paginiClinker CoolersMuhammed EmamiÎncă nu există evaluări
- Advanced heating glassDocument44 paginiAdvanced heating glassmetalman_m67% (3)
- CFB Boiler BrochureDocument2 paginiCFB Boiler BrochuremechguybalaÎncă nu există evaluări
- Unwanted False Air in Cement Plants Can Be A Big Problem and Has To Be Taken SeriouslyDocument5 paginiUnwanted False Air in Cement Plants Can Be A Big Problem and Has To Be Taken SeriouslyharyantoaditÎncă nu există evaluări
- VFD-M Series AC Drive Receiving and Inspection GuideDocument2 paginiVFD-M Series AC Drive Receiving and Inspection Guidetricky777Încă nu există evaluări
- ch5 2Document32 paginich5 2tricky777Încă nu există evaluări
- Fs 2 KDocument11 paginiFs 2 Ktricky777Încă nu există evaluări
- VFD-M Series Frequency ControlDocument1 paginăVFD-M Series Frequency Controltricky777Încă nu există evaluări
- ch5 1 PDFDocument25 paginich5 1 PDFtricky777Încă nu există evaluări
- Standard Specifications: Voltage Class 230V SeriesDocument2 paginiStandard Specifications: Voltage Class 230V Seriestricky777Încă nu există evaluări
- Warranty: VFD-M SeriesDocument1 paginăWarranty: VFD-M Seriestricky777Încă nu există evaluări
- CH 3Document7 paginiCH 3tricky777Încă nu există evaluări
- CH 0Document3 paginiCH 0tricky777Încă nu există evaluări
- 5011201806Document115 pagini5011201806tricky777Încă nu există evaluări
- VFD EMI filter guideDocument6 paginiVFD EMI filter guidetricky777Încă nu există evaluări
- CH 4Document4 paginiCH 4tricky777Încă nu există evaluări
- Appendix DDocument2 paginiAppendix Dtricky777Încă nu există evaluări
- Accessories: B.1 Non-Fuse Circuit Breaker ChartDocument7 paginiAccessories: B.1 Non-Fuse Circuit Breaker Charttricky777Încă nu există evaluări
- CH8Document9 paginiCH8Maitry ShahÎncă nu există evaluări
- Chapter 7 Troubleshooting and Fault InformationDocument3 paginiChapter 7 Troubleshooting and Fault Informationtricky777100% (1)
- Appendix CDocument20 paginiAppendix Ctricky777Încă nu există evaluări
- Maintain VFD DriveDocument1 paginăMaintain VFD Drivetricky777Încă nu există evaluări
- 5011203305Document131 pagini5011203305tricky777Încă nu există evaluări
- Standard Specifications: VFD-S SeriesDocument1 paginăStandard Specifications: VFD-S Seriestricky777100% (1)
- Chapter 2 Storage and InstallationDocument6 paginiChapter 2 Storage and Installationtricky777Încă nu există evaluări
- CH 3Document6 paginiCH 3tricky777Încă nu există evaluări
- Warranty: VFD-S SeriesDocument1 paginăWarranty: VFD-S Seriestricky777Încă nu există evaluări
- Chapter 7 Error Message and Troubleshooting: Problems and Solutions Code Displayed Error Explanations TreatmentsDocument5 paginiChapter 7 Error Message and Troubleshooting: Problems and Solutions Code Displayed Error Explanations Treatmentstricky777Încă nu există evaluări
- CH 5Document62 paginiCH 5tricky777Încă nu există evaluări
- CH 6Document21 paginiCH 6tricky777Încă nu există evaluări
- Chapter 4 Digital Keypad (Vfd-Pu05) OperationDocument2 paginiChapter 4 Digital Keypad (Vfd-Pu05) Operationtricky777Încă nu există evaluări
- CH 0Document10 paginiCH 0tricky777Încă nu există evaluări
- CH 3Document13 paginiCH 3tricky777Încă nu există evaluări
- Warranty: VFD-V SeriesDocument1 paginăWarranty: VFD-V Seriestricky777Încă nu există evaluări
- iTOWERS Designer (Design Procedure) : Project DetailsDocument7 paginiiTOWERS Designer (Design Procedure) : Project DetailsMuhammad Bilal100% (1)
- Neurotherm RF Lesion Generator Operators ManualDocument80 paginiNeurotherm RF Lesion Generator Operators ManualИльнур ИнженерУфаÎncă nu există evaluări
- ConnexDocument7 paginiConnexpanktiÎncă nu există evaluări
- IC-F14 F24 ManualDocument48 paginiIC-F14 F24 ManualHenry Jose OlavarrietaÎncă nu există evaluări
- GM I & S PDFDocument178 paginiGM I & S PDFsanjibkrjanaÎncă nu există evaluări
- Circuit Breaker Technical SpecificationsDocument24 paginiCircuit Breaker Technical SpecificationssanjayÎncă nu există evaluări
- Risk Assessment Accessing Tower Crane For MaintenanceDocument6 paginiRisk Assessment Accessing Tower Crane For MaintenanceSammie Williams100% (2)
- Nzs 4297 1998 PDFDocument63 paginiNzs 4297 1998 PDFjuan jose100% (1)
- Distance Learning Assignment ProjectDocument28 paginiDistance Learning Assignment ProjectFaisal SattiÎncă nu există evaluări
- Aki̇ş VF 2Document1 paginăAki̇ş VF 2SENER AKSOYÎncă nu există evaluări
- Accelerate Secure and Lntegrate With IBM WebSphere DataPower SOA Appliances - Vol 1Document406 paginiAccelerate Secure and Lntegrate With IBM WebSphere DataPower SOA Appliances - Vol 1Falsedad Mas FalsoÎncă nu există evaluări
- 2-1. GSM General SpecificationDocument11 pagini2-1. GSM General SpecificationHernan G SalazarÎncă nu există evaluări
- A A 60005Document28 paginiA A 60005ashishkesharwaniÎncă nu există evaluări
- Rieger Michael EagleBurgmann Mechanical Seals According API 682 For General and Hot ServicesDocument53 paginiRieger Michael EagleBurgmann Mechanical Seals According API 682 For General and Hot ServicesaguaiumeÎncă nu există evaluări
- InteliCharger 240 24 Reference Guide r2Document17 paginiInteliCharger 240 24 Reference Guide r2Luis MonteagudoÎncă nu există evaluări
- Compliance CertificateDocument2 paginiCompliance CertificateSwat Guratai by javed Javed iqbalÎncă nu există evaluări
- HS220 Specification V1.0Document4 paginiHS220 Specification V1.0Malm n FeelÎncă nu există evaluări
- Perubahan Data GS FAME Library HWP 2013 (Stock Opname)Document268 paginiPerubahan Data GS FAME Library HWP 2013 (Stock Opname)Wahyu Setiaji DjojoatmodjoÎncă nu există evaluări
- Rexroth PLCVSPC LDocument6 paginiRexroth PLCVSPC LOGÎncă nu există evaluări
- ABI 4.0 SpecDocument96 paginiABI 4.0 SpecSushant KulkarniÎncă nu există evaluări
- Bridge Design CriteriaDocument21 paginiBridge Design CriteriaAmulieÎncă nu există evaluări
- Lewis The Issues Concerning Material ImplicationDocument8 paginiLewis The Issues Concerning Material ImplicationcentrereÎncă nu există evaluări
- PreptoolDocument47 paginiPreptoolVagif VerdiÎncă nu există evaluări
- Durable powder coatings for iconic buildingsDocument7 paginiDurable powder coatings for iconic buildingsy2kareinÎncă nu există evaluări
- Eds460-490 D00085 M XxenDocument100 paginiEds460-490 D00085 M XxencostelchelariuÎncă nu există evaluări
- Change Management Tip SheetDocument2 paginiChange Management Tip SheetMario WallaceÎncă nu există evaluări
- SCSI ATA TranslationDocument135 paginiSCSI ATA Translationkr0465Încă nu există evaluări
- Manage up to 10k devices with iNetSec Smart FinderDocument9 paginiManage up to 10k devices with iNetSec Smart FinderJesus Rmz PeñaÎncă nu există evaluări
- Grundfos CRE BrochureDocument2 paginiGrundfos CRE BrochureGrundfosEgyptÎncă nu există evaluări
- M1911 A1 ReduxDocument59 paginiM1911 A1 Reduxaudrea100% (1)