S-ar putea să vă placă și
- TPM Pillar AssignmentsDocument5 paginiTPM Pillar AssignmentsJoseph OrjiÎncă nu există evaluări
- Operational Excellence A Complete Guide - 2019 EditionDe la EverandOperational Excellence A Complete Guide - 2019 EditionEvaluare: 1 din 5 stele1/5 (1)
- Guide 5SDocument33 paginiGuide 5SGUILLERMO VAZQUEZÎncă nu există evaluări
- Risk management plan A Clear and Concise ReferenceDe la EverandRisk management plan A Clear and Concise ReferenceÎncă nu există evaluări
- World Class Manufacturing, An IntroDocument12 paginiWorld Class Manufacturing, An IntroNishanth C Mohan100% (1)
- Process Improvement Simplified: A How-to-Book for Success in any OrganizationDe la EverandProcess Improvement Simplified: A How-to-Book for Success in any OrganizationÎncă nu există evaluări
- Adopting Principles of World Class Manufacturing WCM To Drive EHS ExcellenceDocument77 paginiAdopting Principles of World Class Manufacturing WCM To Drive EHS ExcellenceYe BarronÎncă nu există evaluări
- 5s Step by Step GuideDocument10 pagini5s Step by Step GuideKalkidan MekuriyaÎncă nu există evaluări
- Kaizen BasicDocument39 paginiKaizen Basicrajaabid100% (1)
- 7 Steps To World Class ManufacturingDocument15 pagini7 Steps To World Class Manufacturingmuneerpp100% (2)
- SMED single minute exchange of die A Complete Guide - 2019 EditionDe la EverandSMED single minute exchange of die A Complete Guide - 2019 EditionÎncă nu există evaluări
- Kaizen Blitz Charter: Date: Area: Team NameDocument10 paginiKaizen Blitz Charter: Date: Area: Team Nameanjo0225Încă nu există evaluări
- TPM How It Can WorkDocument55 paginiTPM How It Can WorkBathuka ChukaÎncă nu există evaluări
- Continuous Improvement StrategiesDocument18 paginiContinuous Improvement StrategiesdanishÎncă nu există evaluări
- TPMDocument41 paginiTPMArun Narayanan100% (1)
- TPM TRNGDocument28 paginiTPM TRNGSwapan Kumar DasÎncă nu există evaluări
- Dell Manufacturing PracticesDocument10 paginiDell Manufacturing PracticesShilpa UnnikrishnanÎncă nu există evaluări
- 6BWSHR Working With Machines A2 Poster EnglishDocument1 pagină6BWSHR Working With Machines A2 Poster EnglishKhuda BukshÎncă nu există evaluări
- Operational Excellence ProgramDocument19 paginiOperational Excellence Programassande01Încă nu există evaluări
- Gemba Overview - Sheena Butts - IIESHS - WEBINAR v1Document35 paginiGemba Overview - Sheena Butts - IIESHS - WEBINAR v1Bryan OrdialesÎncă nu există evaluări
- 5 S ProgramDocument118 pagini5 S ProgramNatarajan RajÎncă nu există evaluări
- Operational Excellence HandbookDocument17 paginiOperational Excellence Handbookcherry100% (4)
- Improving Overall Equipment Effectiveness OEE of Extrusion Machine Using Lean Manufacturing ApproachManufacturing TechnologyDocument9 paginiImproving Overall Equipment Effectiveness OEE of Extrusion Machine Using Lean Manufacturing ApproachManufacturing TechnologyLuis Ulloa De la CruzÎncă nu există evaluări
- TPM For WorkshopsDocument102 paginiTPM For Workshopsakdmech9621Încă nu există evaluări
- Kaizen TeianDocument17 paginiKaizen TeianVarun BhavsarÎncă nu există evaluări
- Sharing Best Practice Six Sigma - Bangun Energy - ShareDocument15 paginiSharing Best Practice Six Sigma - Bangun Energy - ShareAgung SupriyantoÎncă nu există evaluări
- Poka Yoke PresentationDocument65 paginiPoka Yoke Presentationchteo1976100% (1)
- World Class Manufacturing Models - Comparison and EvolutionDocument6 paginiWorld Class Manufacturing Models - Comparison and Evolutionmaulik18755Încă nu există evaluări
- TPM TrainingDocument26 paginiTPM TrainingAnonymous s6xbqCpvSWÎncă nu există evaluări
- Lean Lab 2Document41 paginiLean Lab 2Jonas LeoÎncă nu există evaluări
- 03 TPM Implementation in Each TPM Level (Complete)Document30 pagini03 TPM Implementation in Each TPM Level (Complete)nay den100% (2)
- Lean PresentationDocument82 paginiLean PresentationEkasuthan RastaÎncă nu există evaluări
- Gemba Walks: Why Do A Gemba Walk?Document4 paginiGemba Walks: Why Do A Gemba Walk?Abraham RamirezÎncă nu există evaluări
- Checklist C TPM Consistency AwardDocument4 paginiChecklist C TPM Consistency AwardAgung SudrajatÎncă nu există evaluări
- MonozukuriDocument17 paginiMonozukurisasikumartvsÎncă nu există evaluări
- Kaizen Desk Reference Standard PDFDocument466 paginiKaizen Desk Reference Standard PDFAwadhut MaliÎncă nu există evaluări
- Cellular ManufacturingDocument12 paginiCellular ManufacturingKhushal JoshiÎncă nu există evaluări
- Automotive Industry Cluster TPM Training Material Kobetsu Kaizen Step 0 - 1Document42 paginiAutomotive Industry Cluster TPM Training Material Kobetsu Kaizen Step 0 - 1raghavendrarh6464Încă nu există evaluări
- TPM PresentationDocument40 paginiTPM PresentationRahul RajpalÎncă nu există evaluări
- Kaizen Case StudyDocument44 paginiKaizen Case StudyTanmoy ChakrabortyÎncă nu există evaluări
- Lean Daily Management SystemDocument8 paginiLean Daily Management SystemNg Yievia100% (1)
- Fundamental Concepts of EFQM PDFDocument12 paginiFundamental Concepts of EFQM PDFBatoul AllabanyÎncă nu există evaluări
- 7 Slides Cell DesignDocument30 pagini7 Slides Cell DesignLuis Alberto Lamas LavinÎncă nu există evaluări
- Lean EN 2018Document48 paginiLean EN 2018Karan KarnikÎncă nu există evaluări
- Opex VSM Training Module 100711001122 Phpapp02Document53 paginiOpex VSM Training Module 100711001122 Phpapp02Jesus Jose Hernandez GuerreroÎncă nu există evaluări
- Operational Excellence: Adapted From "The Operational Excellence Manifesto" by Joseph F Paris JR, XONITEK GroupDocument15 paginiOperational Excellence: Adapted From "The Operational Excellence Manifesto" by Joseph F Paris JR, XONITEK Grouparcas1982100% (1)
- JIPM TPM AwardsDocument23 paginiJIPM TPM AwardspreethishÎncă nu există evaluări
- World Cls MFGDocument40 paginiWorld Cls MFGHarshad SawantÎncă nu există evaluări
- 5S Kaizen Charter TemplateDocument4 pagini5S Kaizen Charter TemplaterobinsonjamesonÎncă nu există evaluări
- Lean Transformation A JourneyDocument29 paginiLean Transformation A JourneyMadhawa HabarakadaÎncă nu există evaluări
- TPM Training MaterialDocument87 paginiTPM Training MaterialLuzia Aparecida Da Silva Pereira100% (1)
- Maintenance Management: Total Productive Maintenance (TPM)Document41 paginiMaintenance Management: Total Productive Maintenance (TPM)Anvesh DwivediÎncă nu există evaluări
- Shingo Operational ExcellenceDocument23 paginiShingo Operational ExcellencekapileshwariÎncă nu există evaluări
- T PM 100 Study GuideDocument21 paginiT PM 100 Study Guidesiddis316100% (1)
- Line Leader - Role DescriptionDocument2 paginiLine Leader - Role DescriptionMusab MalikÎncă nu există evaluări
- Lean ManufacturingDocument15 paginiLean Manufacturingkepe81Încă nu există evaluări
- Training Design Basics - CarlinerDocument217 paginiTraining Design Basics - Carlinerkalgm100% (2)
- Superchips Flashpaq User ManualDocument28 paginiSuperchips Flashpaq User ManualkalgmÎncă nu există evaluări
- Interior FinsihingDocument108 paginiInterior FinsihingkalgmÎncă nu există evaluări
- Database Modeling For Industrial Data Management - Emerging Technologies and Applications - (Zongmin - Ma) PDFDocument391 paginiDatabase Modeling For Industrial Data Management - Emerging Technologies and Applications - (Zongmin - Ma) PDFkalgm100% (1)
- Simplified Aquaponics ManualDocument16 paginiSimplified Aquaponics ManualkalgmÎncă nu există evaluări
- Estimating and Cost Control in Plumbing DesignDocument169 paginiEstimating and Cost Control in Plumbing DesignkalgmÎncă nu există evaluări
- Assembly Line Design-ChowDocument448 paginiAssembly Line Design-Chowkalgm0% (1)
- Blacklist EmployingDocument20 paginiBlacklist Employingokta7373Încă nu există evaluări
- Application of DMAIC Methodology For Wastage Reduction To Improve Productivity in A FMCG UnitDocument20 paginiApplication of DMAIC Methodology For Wastage Reduction To Improve Productivity in A FMCG Unitgerald romeroÎncă nu există evaluări
- LESSON 1 The Income Statement Multi StepDocument29 paginiLESSON 1 The Income Statement Multi StepGlianne Mae CerreroÎncă nu există evaluări
- Lean CanvasDocument2 paginiLean CanvasAngga RamaÎncă nu există evaluări
- A Study of Customer Satisfaction Towards Honda Two Wheeler Vehicles With Reference To Kanase Honda, SataraDocument58 paginiA Study of Customer Satisfaction Towards Honda Two Wheeler Vehicles With Reference To Kanase Honda, Satararenuka rokadeÎncă nu există evaluări
- 3 School Based Management - Dod.processDocument36 pagini3 School Based Management - Dod.processJemazel IgnacioÎncă nu există evaluări
- SWOT Analysis For Sri LankaDocument12 paginiSWOT Analysis For Sri LankaVinthuja Murukes100% (2)
- Complaint Management policy-AMBULANCEDocument20 paginiComplaint Management policy-AMBULANCEgenzizuÎncă nu există evaluări
- ACI Pharmaceuticals LimitedDocument19 paginiACI Pharmaceuticals LimitedMAJORAFSOSÎncă nu există evaluări
- 4&5 The Industrial Buying ProcessDocument16 pagini4&5 The Industrial Buying ProcessSRV TECHSÎncă nu există evaluări
- Assessing HR Programmes:: UNIT-06 Creating HR ScorecardDocument9 paginiAssessing HR Programmes:: UNIT-06 Creating HR ScorecardAppu SpecialÎncă nu există evaluări
- 11i Oracle Order Management Fundamentals: DurationDocument3 pagini11i Oracle Order Management Fundamentals: DurationAayush JariwalaÎncă nu există evaluări
- Auditng - Short QuizDocument4 paginiAuditng - Short QuizMaria BeatriceÎncă nu există evaluări
- Dennis Organ BackgroundDocument3 paginiDennis Organ BackgroundRoderick MalinaoÎncă nu există evaluări
- PharmAnal 4Document35 paginiPharmAnal 4Aaron Jhulian SimbitÎncă nu există evaluări
- Strategic Cost Managements NOTES TheoryDocument22 paginiStrategic Cost Managements NOTES TheoryvijiÎncă nu există evaluări
- Basic of Enterprise Risk ManagementDocument26 paginiBasic of Enterprise Risk Managementeira may flores100% (2)
- Marketing Plan ContetsDocument2 paginiMarketing Plan ContetsPoonam ShindeÎncă nu există evaluări
- Social Audit: Strategic Management andDocument10 paginiSocial Audit: Strategic Management andsuryaÎncă nu există evaluări
- Kviz SCHroederDocument6 paginiKviz SCHroederHadis BajricÎncă nu există evaluări
- Cloud Controls Matrix Version 3.0: Control Domain Control Specification CCM V3.0 Control IDDocument363 paginiCloud Controls Matrix Version 3.0: Control Domain Control Specification CCM V3.0 Control IDmanishÎncă nu există evaluări
- CRM in Sustainable Customer Loyalty Cathay PacificDocument19 paginiCRM in Sustainable Customer Loyalty Cathay PacificHTMi Switzerland100% (2)
- MG302: Human Resource Management: Laucala Campus Print ModeDocument5 paginiMG302: Human Resource Management: Laucala Campus Print ModekartikaÎncă nu există evaluări
- Supplier Selection Assessment Check List - DBUDocument26 paginiSupplier Selection Assessment Check List - DBUnathisonsÎncă nu există evaluări
- Quality Manual Template PDFDocument19 paginiQuality Manual Template PDFvarun sainiÎncă nu există evaluări
- CRM-Assignment GP 2Document10 paginiCRM-Assignment GP 2Siddharth SomeshÎncă nu există evaluări
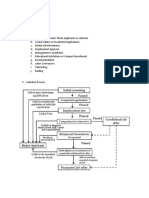
- Recruitment and Selection ProcessDocument5 paginiRecruitment and Selection ProcessJasper TabernillaÎncă nu există evaluări
- What Is Value Chain AnalysisDocument10 paginiWhat Is Value Chain Analysiskellykat64100% (15)
- LO1 1.1. Introduction To Business Process: Advantages DescribeDocument7 paginiLO1 1.1. Introduction To Business Process: Advantages DescribeMaleesha SenuriÎncă nu există evaluări
- Management Syllabus WBCSCDocument6 paginiManagement Syllabus WBCSCSukanya PaulÎncă nu există evaluări
- Proof of Heaven: A Neurosurgeon's Journey into the AfterlifeDe la EverandProof of Heaven: A Neurosurgeon's Journey into the AfterlifeEvaluare: 3.5 din 5 stele3.5/5 (165)
- Secrets of the Millionaire Mind: Mastering the Inner Game of WealthDe la EverandSecrets of the Millionaire Mind: Mastering the Inner Game of WealthEvaluare: 4.5 din 5 stele4.5/5 (197)
- The Game: Penetrating the Secret Society of Pickup ArtistsDe la EverandThe Game: Penetrating the Secret Society of Pickup ArtistsEvaluare: 4 din 5 stele4/5 (131)
- Romantic Weekends in Northern & Central FloridaDe la EverandRomantic Weekends in Northern & Central FloridaÎncă nu există evaluări
- Coastal Alaska & the Inside Passage Adventure Travel GuideDe la EverandCoastal Alaska & the Inside Passage Adventure Travel GuideÎncă nu există evaluări
- Jamaica: A Guide to the Food & RestaurantsDe la EverandJamaica: A Guide to the Food & RestaurantsEvaluare: 4 din 5 stele4/5 (1)
- Geneva, Lausanne, Fribourg & Western Switzerland Travel AdventuresDe la EverandGeneva, Lausanne, Fribourg & Western Switzerland Travel AdventuresÎncă nu există evaluări
- Adventure Travel Guide to the Georgia & Carolina CoastsDe la EverandAdventure Travel Guide to the Georgia & Carolina CoastsEvaluare: 4 din 5 stele4/5 (1)
- Hollywood & the Best of Los Angeles Travel GuideDe la EverandHollywood & the Best of Los Angeles Travel GuideEvaluare: 4.5 din 5 stele4.5/5 (2)