S-ar putea să vă placă și
- Guia Corte y DobladoDocument9 paginiGuia Corte y Dobladoeder rojasÎncă nu există evaluări
- Solución Del ProblemaDocument2 paginiSolución Del ProblemaMayito PB100% (1)
- Fundicion de LingotesDocument4 paginiFundicion de LingotesAarón Tena50% (2)
- Competencias de Ciencias BásicasDocument5 paginiCompetencias de Ciencias BásicasJosue LedezmaÎncă nu există evaluări
- Fundición hueca: proceso, características y usosDocument2 paginiFundición hueca: proceso, características y usosIVAN MEDKJÎncă nu există evaluări
- Cuestionario de MatriceriaDocument5 paginiCuestionario de MatriceriaSantiago Pachacama50% (2)
- Tema 4. ForjaDocument51 paginiTema 4. ForjaArien Nacilë Manzano100% (2)
- Puntillado Engrapado y CosidoDocument2 paginiPuntillado Engrapado y CosidoJoseph Motta SanchezÎncă nu există evaluări
- Fundicion Al Vacio CompletoDocument15 paginiFundicion Al Vacio CompletoStyven Cardenas100% (1)
- Fundición piezas metálicas tiempo solidificaciónDocument2 paginiFundición piezas metálicas tiempo solidificaciónJorge Isaac Flores SamaniegoÎncă nu există evaluări
- Ejercicios Finales 2019-IIDocument4 paginiEjercicios Finales 2019-IIsebastian barajas67% (3)
- Principales Operaciones de MaquinadoDocument10 paginiPrincipales Operaciones de MaquinadoNAPOLE�N MARCIAL RAMOSÎncă nu există evaluări
- Acabado SuperficialDocument47 paginiAcabado SuperficialCristofer MagañaÎncă nu există evaluări
- Trabajo de TornoDocument12 paginiTrabajo de TornoJuanBmaciasÎncă nu există evaluări
- Cuestionarios ProcesosDocument8 paginiCuestionarios ProcesosAbigail Menendez100% (1)
- Proceso de Moldeo y Fundición de PolímerosDocument4 paginiProceso de Moldeo y Fundición de Polímerosabel antonio50% (2)
- Fundamentos del proceso de esmerilado: ruedas, operaciones y máquinasDocument22 paginiFundamentos del proceso de esmerilado: ruedas, operaciones y máquinasMerlyn Rv0% (1)
- Práctica de Laboratorio 2. FundiciónDocument5 paginiPráctica de Laboratorio 2. FundiciónAndres Ante VargasÎncă nu există evaluări
- Evaluación PMF-II máquinas herramientas torno fresadoDocument4 paginiEvaluación PMF-II máquinas herramientas torno fresadoPatricio SantillanÎncă nu există evaluări
- Introduccion Al Troquelado y Sus DerivadosDocument14 paginiIntroduccion Al Troquelado y Sus DerivadosEduardo Aleman Reyna100% (2)
- El Cursograma Sinóptico Del ProcesoDocument3 paginiEl Cursograma Sinóptico Del Procesovaesveva80% (5)
- Mecánica de sólidos - Torsión en elementos de sección cerradaDocument51 paginiMecánica de sólidos - Torsión en elementos de sección cerradaMoises Benitez Alvarez100% (1)
- Operaciones industriales torneadoDocument26 paginiOperaciones industriales torneadoMarcialCabreraRuiz100% (1)
- Método gráfico para resolver problemas de programación linealDocument24 paginiMétodo gráfico para resolver problemas de programación linealandieduxÎncă nu există evaluări
- Tarea de E.TDocument3 paginiTarea de E.Tjose rosalesÎncă nu există evaluări
- Código Ético Del Ingeniero IndustrialDocument3 paginiCódigo Ético Del Ingeniero IndustrialMiller ClavijoÎncă nu există evaluări
- Introduccion de ForjaDocument13 paginiIntroduccion de ForjaLourdes Q. Arizaca0% (1)
- Parámetros Importantes en El Proceso de FundiciónDocument6 paginiParámetros Importantes en El Proceso de FundiciónJason Gonzales HerreraÎncă nu există evaluări
- BruñidoDocument6 paginiBruñidodianaÎncă nu există evaluări
- Cuestionario 4Document7 paginiCuestionario 4Zulma Neysa VasquezÎncă nu există evaluări
- Trabajo en FrioDocument45 paginiTrabajo en FrioIván Rodríguez50% (2)
- Maquinado No ConvencionalDocument19 paginiMaquinado No ConvencionalheroeshardÎncă nu există evaluări
- Problemas Resueltos de Tecnologia Mecnica1 PDFDocument35 paginiProblemas Resueltos de Tecnologia Mecnica1 PDFWilson YucraÎncă nu există evaluări
- Ventajas y Desventajas de Los Procesos de FormadoDocument15 paginiVentajas y Desventajas de Los Procesos de FormadoAlejandro VallenillaÎncă nu există evaluări
- Reporte FundiciónDocument5 paginiReporte FundiciónSalva CervantesÎncă nu există evaluări
- La Extrusión Es Un Proceso Fundamental de FormadoDocument2 paginiLa Extrusión Es Un Proceso Fundamental de FormadoRichard Alexander BlancoÎncă nu există evaluări
- Diagrama de Flujo Banditas AdhesivasDocument2 paginiDiagrama de Flujo Banditas AdhesivasCeledonio Hernandez SanchezÎncă nu există evaluări
- Procesos de formado y acabadoDocument6 paginiProcesos de formado y acabadoLuis Omar Fajardo MelendezÎncă nu există evaluări
- Mapa Conceptual Tratamientos TermoquimicosDocument1 paginăMapa Conceptual Tratamientos TermoquimicosCarlos Meza0% (1)
- Tarea, Ejercicios para Determinar STD Luis Radames AtondoDocument24 paginiTarea, Ejercicios para Determinar STD Luis Radames AtondoLUIS RADAMES ATONDO LAGUNAÎncă nu există evaluări
- El Proceso de Elaboración Del Tubo de CobreDocument2 paginiEl Proceso de Elaboración Del Tubo de CobreLuis EduardoÎncă nu există evaluări
- Unidad 10 Calibradores VernierDocument2 paginiUnidad 10 Calibradores VernierSilvia Álvarez PerezÎncă nu există evaluări
- Estirado de BarrasDocument11 paginiEstirado de BarrasdiegoÎncă nu există evaluări
- Moldeo en SecoDocument2 paginiMoldeo en SecoJohan Portocarrero AnguloÎncă nu există evaluări
- Problemas Propuestos de Troquelado de La Chapa-Semestre B-2011Document12 paginiProblemas Propuestos de Troquelado de La Chapa-Semestre B-2011Ruben Añez50% (2)
- Mikell Groover - Fundamentos de Manufactura (Espanol)Document33 paginiMikell Groover - Fundamentos de Manufactura (Espanol)Luis Angel Vera Cano100% (3)
- Ensambles TemporalesDocument5 paginiEnsambles TemporalesJuan MontañoÎncă nu există evaluări
- Por Que Es Aconsejable Desbastar Los Diámetros Pequeños en El TornoDocument2 paginiPor Que Es Aconsejable Desbastar Los Diámetros Pequeños en El TornoValmer Peralta Mercado100% (2)
- Actividad # 2 (PM)Document4 paginiActividad # 2 (PM)Rafael Adrian Báez RamírezÎncă nu există evaluări
- Preguntas Repaso Unidad 2Document6 paginiPreguntas Repaso Unidad 2Humberto CentlalÎncă nu există evaluări
- Ensamble de BoligrafoDocument6 paginiEnsamble de BoligrafoGriselda Mares Chaparro0% (1)
- Proceso de Estirado HerlyDocument14 paginiProceso de Estirado HerlyOmar ZapataÎncă nu există evaluări
- Proces. II D-7 Trefil-EstiradoDocument54 paginiProces. II D-7 Trefil-EstiradoJoanán Reyes ArandaÎncă nu există evaluări
- Estirado de Alambres y BarrasDocument4 paginiEstirado de Alambres y BarrasSA SAÎncă nu există evaluări
- Proceso de EstiradoDocument7 paginiProceso de Estiradoisabelopz100% (2)
- Estirado de Barras y Alambres, ProduccionDocument24 paginiEstirado de Barras y Alambres, ProduccionJuan Luis Loaiza CorreaÎncă nu există evaluări
- Procesos de Modelado MasivoDocument55 paginiProcesos de Modelado Masivodamian llanasÎncă nu există evaluări
- Proceso de Estirado HerlyDocument14 paginiProceso de Estirado HerlyOmar ZapataÎncă nu există evaluări
- Estirado - TrefiladoDocument16 paginiEstirado - TrefiladoIngridÎncă nu există evaluări
- ForjaDocument82 paginiForjaEder Mendoza100% (1)
- Rosetas ExtensométricasDocument8 paginiRosetas ExtensométricasMichel CollazoÎncă nu există evaluări
- UG 2013 October ENGDocument6 paginiUG 2013 October ENGMichel CollazoÎncă nu există evaluări
- Maestría MecánicaDocument19 paginiMaestría Mecánicanaruat50% (2)
- Altos CalcioDocument5 paginiAltos CalcioMichel CollazoÎncă nu există evaluări
- 016 Ener 2010Document23 pagini016 Ener 2010Michel CollazoÎncă nu există evaluări
- 5 - S - Japonesas Del - Cambio - Calidad - Total PDFDocument39 pagini5 - S - Japonesas Del - Cambio - Calidad - Total PDFalex070970Încă nu există evaluări
- Revista TraficoDocument3 paginiRevista TraficoMichel CollazoÎncă nu există evaluări
- Autodisciplina GuiaDocument49 paginiAutodisciplina Guiaissan100% (1)
- Bushido PDFDocument7 paginiBushido PDFKb-Ánderson Mónoga MejíaÎncă nu există evaluări
- 2 Mecánica Del Corte de MetalesDocument45 pagini2 Mecánica Del Corte de MetalesMichel CollazoÎncă nu există evaluări
- Altos PotasioDocument4 paginiAltos PotasioMichel CollazoÎncă nu există evaluări
- Jarra Bien BeberDocument1 paginăJarra Bien BeberMichel CollazoÎncă nu există evaluări
- Manual de Manejo DefensivoDocument46 paginiManual de Manejo DefensivoHugo Renan Preciado Guevara67% (3)
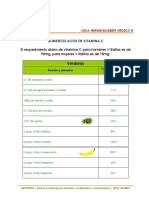
- Altos Vitamina CDocument5 paginiAltos Vitamina CMichel CollazoÎncă nu există evaluări
- Carta Poder EditableDocument1 paginăCarta Poder EditableNecrotemor NecrosÎncă nu există evaluări
- Dinámica AvanzadaDocument5 paginiDinámica AvanzadaMichel CollazoÎncă nu există evaluări
- CED Recetario BackToSchool 0508Document17 paginiCED Recetario BackToSchool 0508Saria IchigoÎncă nu există evaluări
- Reglamento de Seguridad VialDocument59 paginiReglamento de Seguridad VialMichel CollazoÎncă nu există evaluări
- El secreto más grande del mundo: resumen del libro de Og MandinoDocument3 paginiEl secreto más grande del mundo: resumen del libro de Og MandinoPedroLuisAlvarezLopezÎncă nu există evaluări
- Matriz Inversa PDFDocument16 paginiMatriz Inversa PDFMartha Isabel Wilches TorresÎncă nu există evaluări
- Manual para Configurar ExplorerDocument13 paginiManual para Configurar ExplorerAnge de RegilÎncă nu există evaluări
- Transformada ZDocument45 paginiTransformada ZLuz666Încă nu există evaluări
- Tema 4. Fuerzas Cortantes y Momentos FlexionantesDocument26 paginiTema 4. Fuerzas Cortantes y Momentos FlexionantesMichel CollazoÎncă nu există evaluări
- Programa de Trabajo Taller de Diseño IIDocument3 paginiPrograma de Trabajo Taller de Diseño IIMichel CollazoÎncă nu există evaluări
- Transformada ZDocument45 paginiTransformada ZLuz666Încă nu există evaluări
- As Avanzadas para Ingenieria-Kreyszig-By Dar12spinDocument712 paginiAs Avanzadas para Ingenieria-Kreyszig-By Dar12spinSergio Moreno Guevara100% (5)
- 10 Teoría de GalgasDocument15 pagini10 Teoría de GalgasMichel CollazoÎncă nu există evaluări
- CapítuloDocument27 paginiCapítuloMichel CollazoÎncă nu există evaluări
- Formulario 2Document2 paginiFormulario 2Michel CollazoÎncă nu există evaluări
- Tabla Equivalencias Ubica Ingles DICISDocument1 paginăTabla Equivalencias Ubica Ingles DICISMichel CollazoÎncă nu există evaluări
- Lab CarbohidratosDocument13 paginiLab CarbohidratosMarianella MendozaÎncă nu există evaluări
- ORDENANZA PCI Encarnación, ParaguayDocument26 paginiORDENANZA PCI Encarnación, ParaguayEliana Soto100% (2)
- QUI10 - Ecuaciones QuímicasDocument15 paginiQUI10 - Ecuaciones QuímicasVíctor GalánÎncă nu există evaluări
- CAPITULO 3 - Neurotransmisores y ReceptoresDocument20 paginiCAPITULO 3 - Neurotransmisores y ReceptoresParaísos PerdidosÎncă nu există evaluări
- Teoría - Semana 8Document11 paginiTeoría - Semana 8matt enmeÎncă nu există evaluări
- Receta Estandar PancakeDocument8 paginiReceta Estandar PancakeJuan Andres Diaz UribeÎncă nu există evaluări
- Balance y energía procesosDocument12 paginiBalance y energía procesosHarold Isai Silvestre GómezÎncă nu există evaluări
- Unidades de Medidas y Tablas de ConvercionDocument12 paginiUnidades de Medidas y Tablas de ConverciondrluisorantesÎncă nu există evaluări
- Caries en DentinaDocument4 paginiCaries en Dentina光微妙Încă nu există evaluări
- Importancia de La Patología en El Concreto ArmadoDocument4 paginiImportancia de La Patología en El Concreto ArmadoJORDAN ZOILO PATIÑO ROMEROÎncă nu există evaluări
- Manual AEG LAVADORA L62280FLDocument21 paginiManual AEG LAVADORA L62280FLrosa.alvarez.raÎncă nu există evaluări
- GUIA 1.ONCE-2021 Ejercicio 2Document3 paginiGUIA 1.ONCE-2021 Ejercicio 2maria del pilar CaicedoÎncă nu există evaluări
- S08.s1 - Informe Del Laboratorio 4 PDFDocument4 paginiS08.s1 - Informe Del Laboratorio 4 PDFjegonugaÎncă nu există evaluări
- Geo SistemaDocument3 paginiGeo SistemaServicios TecnicosÎncă nu există evaluări
- NMX C 005 1996 OnncceDocument23 paginiNMX C 005 1996 OnncceKristian EspinozaÎncă nu există evaluări
- Arnés de cuerpo completo SafeLight 3M 10911 con 3 argollasDocument2 paginiArnés de cuerpo completo SafeLight 3M 10911 con 3 argollasJhomira Rodriguez MinayaÎncă nu există evaluări
- 52 Como Usar Un ExtintorDocument10 pagini52 Como Usar Un ExtintorVictor Manuel Barajas ZamudioÎncă nu există evaluări
- FICHA TECNICA HAND CLEANER - CompressedDocument1 paginăFICHA TECNICA HAND CLEANER - CompressedSTEFFANI PAOLA PLATA RUEDAÎncă nu există evaluări
- .Ar... Errocement Catalogo PisosDocument62 pagini.Ar... Errocement Catalogo PisosJavier LezcanoÎncă nu există evaluări
- Pract Lab 6 Fqca 11Document9 paginiPract Lab 6 Fqca 11eylen OviedoÎncă nu există evaluări
- Galvalume: hoja de especificaciones técnicasDocument1 paginăGalvalume: hoja de especificaciones técnicasDarlyn ArenasÎncă nu există evaluări
- Reconocimiento de Los LípidosDocument7 paginiReconocimiento de Los LípidosGianiret Portal CavelloÎncă nu există evaluări
- Unidad V 2019 - Reactores en Estado No Estacionario (Batch, Semibatch, Arranque de CSTR) .Document14 paginiUnidad V 2019 - Reactores en Estado No Estacionario (Batch, Semibatch, Arranque de CSTR) .ruth 1904Încă nu există evaluări
- Ejercicios Ácido - BaseDocument2 paginiEjercicios Ácido - Basealejitoceron2013Încă nu există evaluări
- Presentacion 7 Extraccion Liquido LiquidoDocument13 paginiPresentacion 7 Extraccion Liquido LiquidoMichael Carlos Matta100% (1)
- Medicamentos KarenDocument5 paginiMedicamentos Karenkaren santanderÎncă nu există evaluări
- NeónDocument7 paginiNeónSarah DestinÎncă nu există evaluări
- Taller 3.I23Document3 paginiTaller 3.I23Genny MendezÎncă nu există evaluări
- Qué es una reacción química: tipos y ejemplosDocument3 paginiQué es una reacción química: tipos y ejemplosToño PeñaÎncă nu există evaluări
- U2 A1 DientRadiantsDocument35 paginiU2 A1 DientRadiantsJUAN GOMEZ LOREDOÎncă nu există evaluări