S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- PowerPoint Presentation On Inventory ControlDocument41 paginiPowerPoint Presentation On Inventory ControlSafwan Shaikh100% (2)
- Food Cost Control ChecklistDocument4 paginiFood Cost Control Checklistitsack100% (2)
- Chapter 10Document27 paginiChapter 10Nayomi_DÎncă nu există evaluări
- Inventory Management With Practical ExampleDocument27 paginiInventory Management With Practical Examplepushpa patel97% (32)
- ATR Sir ReportDocument87 paginiATR Sir ReportAkash TripathiÎncă nu există evaluări
- Manufacturing ManagementDocument35 paginiManufacturing ManagementAkash TripathiÎncă nu există evaluări
- 16, 17 Minimizing Inter Cell MovesDocument11 pagini16, 17 Minimizing Inter Cell MovesAkash TripathiÎncă nu există evaluări
- 26 To 29 Cell Control and JITDocument14 pagini26 To 29 Cell Control and JITAkash TripathiÎncă nu există evaluări
- 5, 6, 7 PfaDocument33 pagini5, 6, 7 PfaAkash TripathiÎncă nu există evaluări
- 1 and 2 - ChallengeDocument22 pagini1 and 2 - ChallengeAkash TripathiÎncă nu există evaluări
- LayoutDocument25 paginiLayoutAkash TripathiÎncă nu există evaluări
- 32, 33, 34, 35, 36 Synchronous ManufacturingDocument22 pagini32, 33, 34, 35, 36 Synchronous ManufacturingAkash TripathiÎncă nu există evaluări
- Inventory: Energy Operating ExpenseDocument15 paginiInventory: Energy Operating ExpenseAkash TripathiÎncă nu există evaluări
- 37 38 39 40 Flexible Manufacturing SystemsDocument23 pagini37 38 39 40 Flexible Manufacturing SystemsAkash TripathiÎncă nu există evaluări
- 13, 14, 15 Cell Formation Considering Sequence of Operations and WorkloadDocument10 pagini13, 14, 15 Cell Formation Considering Sequence of Operations and WorkloadAkash TripathiÎncă nu există evaluări
- 20, 21 Operator and Task AssignmentDocument21 pagini20, 21 Operator and Task AssignmentAkash TripathiÎncă nu există evaluări
- 26 Cell LayoutDocument6 pagini26 Cell LayoutAkash TripathiÎncă nu există evaluări
- 23, 24, 25 Cell Scheduling and SequencingDocument9 pagini23, 24, 25 Cell Scheduling and SequencingAkash TripathiÎncă nu există evaluări
- 18, 19 Product Based CellsDocument14 pagini18, 19 Product Based CellsAkash TripathiÎncă nu există evaluări
- 11, 12 Optimization Based MethodsDocument19 pagini11, 12 Optimization Based MethodsAkash TripathiÎncă nu există evaluări
- 8, 9 Rank Order ClusteringDocument19 pagini8, 9 Rank Order ClusteringAkash Tripathi100% (1)
- 3,4 CmsDocument18 pagini3,4 CmsAkash TripathiÎncă nu există evaluări
- India After Gandhi - The History of The W - Ramachandra Guha PDFDocument482 paginiIndia After Gandhi - The History of The W - Ramachandra Guha PDFAkash Tripathi100% (16)
- CH 5 SolutionsDocument24 paginiCH 5 SolutionsJeniffer WangÎncă nu există evaluări
- INVENTORIES4Document2 paginiINVENTORIES4Katherine MagpantayÎncă nu există evaluări
- Supply Chain Management - Test 1 MemoDocument5 paginiSupply Chain Management - Test 1 MemoNaomiÎncă nu există evaluări
- Learning Objectives: Valuation of Inventories: A Cost - Basis ApproachDocument7 paginiLearning Objectives: Valuation of Inventories: A Cost - Basis ApproachSuraj NamdeoÎncă nu există evaluări
- Staedtler:: Production and Operations ManagementDocument4 paginiStaedtler:: Production and Operations ManagementMeral FarooqÎncă nu există evaluări
- Accounting Information System Chapter 12Document3 paginiAccounting Information System Chapter 12Novita WardaniÎncă nu există evaluări
- Market Logistics & Supply Chain Management: SDM - CH 15Document56 paginiMarket Logistics & Supply Chain Management: SDM - CH 15Dared KimÎncă nu există evaluări
- Material Ledger 01Document9 paginiMaterial Ledger 01Gopal KrishnanÎncă nu există evaluări
- JIT Lean SolutionsDocument15 paginiJIT Lean SolutionskuhafaÎncă nu există evaluări
- Heizer - Om12 - ch016 Final Lean OperationsDocument66 paginiHeizer - Om12 - ch016 Final Lean OperationsrozaliÎncă nu există evaluări
- CH 05Document72 paginiCH 05Chang Chan ChongÎncă nu există evaluări
- Client: How Is Inventory Lead Time Calculated From An Inventory Amount (Pieces) in A Lean VSM?Document4 paginiClient: How Is Inventory Lead Time Calculated From An Inventory Amount (Pieces) in A Lean VSM?Rachidh UverkaneÎncă nu există evaluări
- Chapter+2 3Document14 paginiChapter+2 3kanasanÎncă nu există evaluări
- Print Thesis1 5Document41 paginiPrint Thesis1 5Kathleen Ann Santiago0% (1)
- Logistic ManagerDocument2 paginiLogistic Managerapi-76843867Încă nu există evaluări
- MAN002 FDE InventoryManagementCockpit v3.4Document43 paginiMAN002 FDE InventoryManagementCockpit v3.4bearpanzaÎncă nu există evaluări
- Week 5Document19 paginiWeek 5Darryl GoodwinÎncă nu există evaluări
- 3 - Cost Flow Assumptions and Subsequent MeasurementDocument25 pagini3 - Cost Flow Assumptions and Subsequent MeasurementJozelle Grace PadelÎncă nu există evaluări
- Unit RonDocument7 paginiUnit RonPranab ParidaÎncă nu există evaluări
- Haldiram Casse Study PDFDocument6 paginiHaldiram Casse Study PDFMaha SathiyaÎncă nu există evaluări
- Inventory Control TechniquesDocument20 paginiInventory Control TechniquesJA SujithÎncă nu există evaluări
- Table - 23-7: Schedule 1g: Ending Inventories Budget, First Quarter, 20XXDocument4 paginiTable - 23-7: Schedule 1g: Ending Inventories Budget, First Quarter, 20XXeahpotÎncă nu există evaluări
- Mission and Vision Statement of The CompanyDocument11 paginiMission and Vision Statement of The CompanyYukti SoodÎncă nu există evaluări
- Problem 5: Material Turnover Materials Used Average Materials Inventory Cost of Goods ManufacturedDocument5 paginiProblem 5: Material Turnover Materials Used Average Materials Inventory Cost of Goods ManufacturedNicole Athena CruzÎncă nu există evaluări
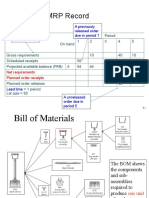
- Basic MRP Record: A Previously Released Order Due in Period 1 Requirements From All SourcesDocument12 paginiBasic MRP Record: A Previously Released Order Due in Period 1 Requirements From All Sourcesajeng.saraswatiÎncă nu există evaluări
- Inventory Control ManualDocument344 paginiInventory Control Manualtadchanc100% (2)