S-ar putea să vă placă și
- Dropshipping de Qué Se Trata Una Guía de La A A La ZDocument64 paginiDropshipping de Qué Se Trata Una Guía de La A A La ZkarinaÎncă nu există evaluări
- Manual de HubSpot 05 Noviembre 2021Document54 paginiManual de HubSpot 05 Noviembre 2021Maria Helena Gomez100% (1)
- Actividad 7 - Informe de Resultados - Necesidades de FormacionDocument21 paginiActividad 7 - Informe de Resultados - Necesidades de FormacionAngie Katherin ManceraÎncă nu există evaluări
- Metodo de Loc. de PlantaDocument4 paginiMetodo de Loc. de Plantaelgenial489Încă nu există evaluări
- Teoría de la decisión aplicada - 2da edición: Análisis de decisiones bajo incertidumbre, riesgo, teoría de juegos y cadenas de MarkovDe la EverandTeoría de la decisión aplicada - 2da edición: Análisis de decisiones bajo incertidumbre, riesgo, teoría de juegos y cadenas de MarkovÎncă nu există evaluări
- Caso Práctico Unidad 1 E-CommerceDocument8 paginiCaso Práctico Unidad 1 E-CommerceYerson GamarraÎncă nu există evaluări
- Ingeniería de Costos: Un enfoque basado en la gestión de operaciones de manufactura y logísticaDe la EverandIngeniería de Costos: Un enfoque basado en la gestión de operaciones de manufactura y logísticaÎncă nu există evaluări
- Cartilla #4 MERCADEODocument43 paginiCartilla #4 MERCADEOmirica38Încă nu există evaluări
- Localización - Punto de EquilibrioDocument2 paginiLocalización - Punto de EquilibrioJory TÎncă nu există evaluări
- Aplicacion Del Modelo de Las 5E A VectoresDocument20 paginiAplicacion Del Modelo de Las 5E A VectoresHector AyalaÎncă nu există evaluări
- Los valores del mexicano definen su culturaDocument11 paginiLos valores del mexicano definen su culturaHector AyalaÎncă nu există evaluări
- Uni 1 1.2Document8 paginiUni 1 1.2Cain MendezÎncă nu există evaluări
- 1.2.1 Mexico Como Pais PluriculturalDocument9 pagini1.2.1 Mexico Como Pais PluriculturalHector AyalaÎncă nu există evaluări
- Mantenimiento EnsayoDocument5 paginiMantenimiento EnsayoHector David BÎncă nu există evaluări
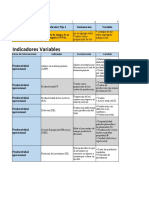
- Indicadores Linea de Acción Productividad Operativa Camara de ComercioDocument4 paginiIndicadores Linea de Acción Productividad Operativa Camara de ComercioRicardo ChegwinÎncă nu există evaluări
- Principios del ToyotismoDocument14 paginiPrincipios del ToyotismoDaniela yapuÎncă nu există evaluări
- 5.7 Productos Perecederos y No PerecederosDocument4 pagini5.7 Productos Perecederos y No PerecederosHannia Isabel HernándezÎncă nu există evaluări
- Evidencia No 6 Plan MaestroDocument13 paginiEvidencia No 6 Plan MaestroDaniel TabordaÎncă nu există evaluări
- Teoría de Restricciones y Manufactura SincronizadaDocument29 paginiTeoría de Restricciones y Manufactura SincronizadaJhesus GarciaÎncă nu există evaluări
- Reporte KanbanDocument13 paginiReporte KanbanJuan José Olvera García100% (2)
- Método de TransporteDocument3 paginiMétodo de TransporteKariina' AlejáándraÎncă nu există evaluări
- Los 7 Pilares de Justo A TiempoDocument4 paginiLos 7 Pilares de Justo A Tiempofelipegomez717Încă nu există evaluări
- Desarrollo de La Ingeniería EconómicaDocument3 paginiDesarrollo de La Ingeniería EconómicaFernanda TorresÎncă nu există evaluări
- Determinar capital de trabajo empresaDocument2 paginiDeterminar capital de trabajo empresaKen Kaniff33% (3)
- Validación de seguridad y encendido de inyectoraDocument6 paginiValidación de seguridad y encendido de inyectoraJero OcampoÎncă nu există evaluări
- Reporte de Practica No. 2Document7 paginiReporte de Practica No. 2Luis Arturo Campos100% (1)
- Unidad 3 Dise o de Redes de Cadena de Suministro PARTE I 1 PDFDocument37 paginiUnidad 3 Dise o de Redes de Cadena de Suministro PARTE I 1 PDFPaulo EscalanteÎncă nu există evaluări
- Unidad 3 Inv. Operaciones (Enunciados)Document2 paginiUnidad 3 Inv. Operaciones (Enunciados)osc8240% (1)
- Capitulo 10 EverettDocument40 paginiCapitulo 10 EverettJavier Alonso Gomez Albornoz100% (2)
- Rweyt Et HG HFGHDocument39 paginiRweyt Et HG HFGHMauricio AndresÎncă nu există evaluări
- Cuestionario Part DayDocument12 paginiCuestionario Part DayDaybeth JoÎncă nu există evaluări
- Unidad 3Document10 paginiUnidad 3Rafael González CamarilloÎncă nu există evaluări
- 2.1.6. Equifinalidad. Sotelo Negrete RobertoDocument2 pagini2.1.6. Equifinalidad. Sotelo Negrete RobertoAxel Arenas100% (1)
- Práctica 2 Herrtas AdministrativasDocument27 paginiPráctica 2 Herrtas AdministrativasLuis GoveaÎncă nu există evaluări
- Medición rendimiento fabricaciónDocument6 paginiMedición rendimiento fabricaciónirvingÎncă nu există evaluări
- Proyecto Final Simulación - EsterlineDocument20 paginiProyecto Final Simulación - EsterlineGuillermo Paramo RiosÎncă nu există evaluări
- Ex Bas Pra 4Document1 paginăEx Bas Pra 4Sinhue LeónÎncă nu există evaluări
- Características Del Sector LaboralDocument9 paginiCaracterísticas Del Sector LaboralJulio CarrilloÎncă nu există evaluări
- Jit Kanban SmedDocument9 paginiJit Kanban SmedjavierchachacoÎncă nu există evaluări
- Tiempo Estandar CARRO7Document20 paginiTiempo Estandar CARRO7Israel ArellanoÎncă nu există evaluări
- Tarea de Senati Unidad 1Document14 paginiTarea de Senati Unidad 1Esteban Willian Bayona Carreño100% (2)
- EJERCICIO2Document5 paginiEJERCICIO2luis salazarÎncă nu există evaluări
- Teoria ImvopeDocument10 paginiTeoria ImvopeAnonymous 9XNLbbsS1Încă nu există evaluări
- Unidad 2 Gestion de Los Sistemas de CalidadDocument4 paginiUnidad 2 Gestion de Los Sistemas de CalidadJennifer Vanessa Guzmán López100% (1)
- Modelos ABC y EOQ para control de inventariosDocument10 paginiModelos ABC y EOQ para control de inventariosKevin I. MorenoÎncă nu există evaluări
- Duopolio TV Azteca TelevisaDocument19 paginiDuopolio TV Azteca TelevisaSusanaMayorgaÎncă nu există evaluări
- Balanceo de Líneas Asistido Por ComputadoraDocument3 paginiBalanceo de Líneas Asistido Por ComputadoraLu Arellano0% (1)
- Sistemas de Administración de AlmacénDocument11 paginiSistemas de Administración de AlmacénTanyiita Moreira PeñafielÎncă nu există evaluări
- VPN y TIRDocument3 paginiVPN y TIRWelington CabaÎncă nu există evaluări
- Logística Inversa - Estado Del Arte - Tics - ModelosDocument16 paginiLogística Inversa - Estado Del Arte - Tics - ModelosSantiagoOrtizAÎncă nu există evaluări
- Simulación de Sistemas de ProducciónDocument10 paginiSimulación de Sistemas de ProducciónManuela ValenciaÎncă nu există evaluări
- Criterios para La Selección de La Ubicación Del NegocioDocument2 paginiCriterios para La Selección de La Ubicación Del NegocioSergio RiveraÎncă nu există evaluări
- FUN CION CUADRATICA Y PL EjerciciosDocument10 paginiFUN CION CUADRATICA Y PL EjerciciosRichard Edinson Diaz VillanuevaÎncă nu există evaluări
- Modelos de Redes y Heuristicos en La Produccion y ManufacturaDocument19 paginiModelos de Redes y Heuristicos en La Produccion y ManufacturaJuan Pablo Lopez100% (1)
- Diagnóstico y Desarrollo de ProyectosDocument22 paginiDiagnóstico y Desarrollo de ProyectosJonathan Avila ChavezÎncă nu există evaluări
- INVEST. OPERACIONES I Simulador ArenaDocument4 paginiINVEST. OPERACIONES I Simulador ArenaMaison Primera OleadaÎncă nu există evaluări
- 259 - PDFsam - (PD) Documentos - Evaluacion de Los Proyectos de InversionDocument3 pagini259 - PDFsam - (PD) Documentos - Evaluacion de Los Proyectos de InversionRick HunterÎncă nu există evaluări
- Prototipado RapidoDocument37 paginiPrototipado RapidoCarolinne Aleli SilvaÎncă nu există evaluări
- Costos - ToC y ABC Pueden Integrarse 05-99Document21 paginiCostos - ToC y ABC Pueden Integrarse 05-99Alex Summers0% (1)
- Lean Manufacturing herramientasDocument5 paginiLean Manufacturing herramientaskarla paola contrerasÎncă nu există evaluări
- Centros de Distribucion y Almacenes Con ABCDocument7 paginiCentros de Distribucion y Almacenes Con ABCDayanna MateoÎncă nu există evaluări
- Economia Inv2Document15 paginiEconomia Inv2Wilson GzÎncă nu există evaluări
- MRP y árbol de producto para bolsas de regalosDocument6 paginiMRP y árbol de producto para bolsas de regalosMijael Benites TapiaÎncă nu există evaluări
- Cuestionario Investigación de OperacionesDocument2 paginiCuestionario Investigación de Operacionesyaya1828Încă nu există evaluări
- MUESTREODocument35 paginiMUESTREOPaz Linaldi DelfinÎncă nu există evaluări
- 3.4 Herramientas Creativas para La Solución de Problemas by Kassandra Castillo On PreziDocument6 pagini3.4 Herramientas Creativas para La Solución de Problemas by Kassandra Castillo On PreziLuisFernandoÎncă nu există evaluări
- Clasificación tasas interés sistema financieroDocument7 paginiClasificación tasas interés sistema financieroXiomara Noemi Medina SerranoÎncă nu există evaluări
- 1.1 Conceptos de Administración.Document7 pagini1.1 Conceptos de Administración.Hector AyalaÎncă nu există evaluări
- 1.1.2 Importancia de La Administración.Document7 pagini1.1.2 Importancia de La Administración.Hector AyalaÎncă nu există evaluări
- Actividad 1Document12 paginiActividad 1Hector AyalaÎncă nu există evaluări
- 3.1 Empresa y EmprendimientoDocument8 pagini3.1 Empresa y EmprendimientoHector AyalaÎncă nu există evaluări
- Unidad 4Document14 paginiUnidad 4Hector AyalaÎncă nu există evaluări
- 1.4 Percepcion y RealidadDocument7 pagini1.4 Percepcion y RealidadHector Ayala0% (2)
- ConflictoDocument21 paginiConflictoHector AyalaÎncă nu există evaluări
- 4.4 Fatiga MentalDocument17 pagini4.4 Fatiga MentalHector AyalaÎncă nu există evaluări
- Inteligencia Emocional: Principios y Conceptos ClaveDocument7 paginiInteligencia Emocional: Principios y Conceptos ClaveHector AyalaÎncă nu există evaluări
- Actividad 1Document12 paginiActividad 1Hector AyalaÎncă nu există evaluări
- 1.6 Actitudes y Cambio de Actitudes.Document2 pagini1.6 Actitudes y Cambio de Actitudes.Hector Ayala100% (1)
- 4 Factores Humanos Que Afectan La ProductivadDocument18 pagini4 Factores Humanos Que Afectan La ProductivadHector AyalaÎncă nu există evaluări
- 1.3 Aspectos de Mejora PersonalDocument4 pagini1.3 Aspectos de Mejora PersonalHector AyalaÎncă nu există evaluări
- Unidad 1 Cultura e Identidad Nacional.Document11 paginiUnidad 1 Cultura e Identidad Nacional.Hector AyalaÎncă nu există evaluări
- Bloque 4 Fisica 1Document8 paginiBloque 4 Fisica 1Hector Ayala100% (1)
- Miedo A Las OrganizacionesDocument14 paginiMiedo A Las OrganizacionesHector AyalaÎncă nu există evaluări
- Unidad 1 Comportamiento Organizacional e Individual.Document16 paginiUnidad 1 Comportamiento Organizacional e Individual.Hector AyalaÎncă nu există evaluări
- Unidad 1 Cultura e Identidad Nacional.Document11 paginiUnidad 1 Cultura e Identidad Nacional.Hector AyalaÎncă nu există evaluări
- Secuencia Didactica Bloque 2 Fisica 1 2015Document8 paginiSecuencia Didactica Bloque 2 Fisica 1 2015Hector AyalaÎncă nu există evaluări
- Bloque 1 Fisica 1Document10 paginiBloque 1 Fisica 1Hector AyalaÎncă nu există evaluări
- Unidad 1 Introduccion A La Estadistica InferencialDocument17 paginiUnidad 1 Introduccion A La Estadistica InferencialHector AyalaÎncă nu există evaluări
- Planeación Matemáticas 4 Bloque 3 2018Document4 paginiPlaneación Matemáticas 4 Bloque 3 2018Hector AyalaÎncă nu există evaluări
- Secuencia Didactica Bloque 4 Calculo Integral 2017Document5 paginiSecuencia Didactica Bloque 4 Calculo Integral 2017Hector Ayala100% (1)
- Planeación Matemáticas 4 Bloque 1 2018Document4 paginiPlaneación Matemáticas 4 Bloque 1 2018Hector AyalaÎncă nu există evaluări
- Examen Caculo Diferencial Primer Periodo - A 2016Document1 paginăExamen Caculo Diferencial Primer Periodo - A 2016Hector AyalaÎncă nu există evaluări
- Secuencia Didactica Bloque 1 Calculo Diferencial 2015Document6 paginiSecuencia Didactica Bloque 1 Calculo Diferencial 2015Hector Ayala100% (1)
- Secuencia Didactica Bloque 4 Calculo Integral 2017Document5 paginiSecuencia Didactica Bloque 4 Calculo Integral 2017Hector Ayala100% (1)
- Proceso de La ConsultoríaDocument8 paginiProceso de La ConsultoríaMar YmarÎncă nu există evaluări
- Semana 9Document34 paginiSemana 9Marice :3Încă nu există evaluări
- MCI CinépolisDocument6 paginiMCI CinépolisBethuell SaucedaÎncă nu există evaluări
- Business IntelligenceDocument9 paginiBusiness IntelligenceNefÎncă nu există evaluări
- El ABC Del Emprendedor Jorge Landerer HernándezDocument3 paginiEl ABC Del Emprendedor Jorge Landerer HernándezKriss MLÎncă nu există evaluări
- Actividad 2Document6 paginiActividad 2Javier EscobarÎncă nu există evaluări
- Modelo de Negocio Videoclub La REDDocument10 paginiModelo de Negocio Videoclub La REDRodrigo Pinedo LarreaÎncă nu există evaluări
- Plan de Negocio Tasty Point - Grados OncesDocument56 paginiPlan de Negocio Tasty Point - Grados OncesEstefany Ramirez GonzalezÎncă nu există evaluări
- Tipos de Clientes en FarmaciaDocument3 paginiTipos de Clientes en FarmaciaKaren Monserrat Nuñez OrtizÎncă nu există evaluări
- Analisis Competitivo CoomotorDocument11 paginiAnalisis Competitivo CoomotorSebastian Gomez Ortiz100% (1)
- Tarea 1 Mapa ConceptualDocument1 paginăTarea 1 Mapa Conceptualmartha patricia hernandez mejiaÎncă nu există evaluări
- White Paper CreatividadDocument42 paginiWhite Paper CreatividadfraspaÎncă nu există evaluări
- Modelos Psicosocial - Crisis - SistemicoDocument17 paginiModelos Psicosocial - Crisis - SistemicocaritoapariÎncă nu există evaluări
- Video Unidad 3 Gerencia GerencialDocument9 paginiVideo Unidad 3 Gerencia GerencialGonzalez LeidiÎncă nu există evaluări
- Manual de Crisis Ishop - Grupo 1Document25 paginiManual de Crisis Ishop - Grupo 1Nicole PeláezÎncă nu există evaluări
- Caso 3 - Welz Business MachineDocument3 paginiCaso 3 - Welz Business MachineAngel ParionaÎncă nu există evaluări
- La importancia del delivery: cómo aprovechar esta herramienta de ventasDocument2 paginiLa importancia del delivery: cómo aprovechar esta herramienta de ventasvickyherre100% (1)
- Gestión zapatería GuzmánDocument21 paginiGestión zapatería GuzmánJaime Murillo QuinteroÎncă nu există evaluări
- Sistema de VentasDocument21 paginiSistema de Ventascastro apaza guillerminaÎncă nu există evaluări
- 3 Etapas de La CalidadDocument19 pagini3 Etapas de La CalidadAdrian ReyesÎncă nu există evaluări
- RESUMEN CAPITULO 2 - MarketingDocument11 paginiRESUMEN CAPITULO 2 - MarketingAndres AcevedoÎncă nu există evaluări
- Negociación y Ética ProfesionalDocument32 paginiNegociación y Ética ProfesionalYesenia MedelÎncă nu există evaluări
- Tarea 2Document3 paginiTarea 2Plan B WebinarÎncă nu există evaluări
- Conclusiones y RecomendacionesDocument4 paginiConclusiones y RecomendacionesNaila OsorioÎncă nu există evaluări
- 3 Fases de La Atencion Al ClienteDocument13 pagini3 Fases de La Atencion Al ClienteSantiago100% (5)