S-ar putea să vă placă și
- Fusion Bonded Epoxy For External Pipeline Coating-EGDocument15 paginiFusion Bonded Epoxy For External Pipeline Coating-EGChozha RajanÎncă nu există evaluări
- Shoring UnderpiningDocument21 paginiShoring UnderpiningMumtahina MouliÎncă nu există evaluări
- 01 TCT-Stress FamiliarizationDocument30 pagini01 TCT-Stress FamiliarizationAviationaddictÎncă nu există evaluări
- Timber Frame BuildingDocument43 paginiTimber Frame BuildingTolu Ayinla100% (7)
- Water Based AdhesivesDocument0 paginiWater Based AdhesivesAbhineet ShrivastavaÎncă nu există evaluări
- TS 0710 ConcreteDocument88 paginiTS 0710 ConcreteTian Ng100% (1)
- Introduction To Masonry StructuresDocument33 paginiIntroduction To Masonry StructuresEdralyn LuadÎncă nu există evaluări
- Post TensioningDocument118 paginiPost TensioningMay Fadrigore100% (1)
- Cellular RaftDocument6 paginiCellular Raftaminjoles100% (1)
- Concrete PILINGDocument14 paginiConcrete PILINGDane Chybo TzÎncă nu există evaluări
- Investigation of the Chirajara Bridge CollapseDe la EverandInvestigation of the Chirajara Bridge CollapseÎncă nu există evaluări
- WPS and Welding IndexDocument32 paginiWPS and Welding Indexantony_7100% (1)
- Construction TechniquesDocument8 paginiConstruction Techniquesarshi_raushan3427Încă nu există evaluări
- Secant Pile CONSTRUCTION Project ReportDocument7 paginiSecant Pile CONSTRUCTION Project ReportAftab ali100% (1)
- Chapter 6 BasementDocument51 paginiChapter 6 BasementMUHAMMAD IMAN ASYRAF AHMAD NIZAÎncă nu există evaluări
- Basement ConstructionDocument23 paginiBasement ConstructionMuskaan ChowdharyÎncă nu există evaluări
- Shaker-Style Coat and Mitten Rack: Woodworks: Beginner ProjectDocument6 paginiShaker-Style Coat and Mitten Rack: Woodworks: Beginner ProjectDobroslav SoskicÎncă nu există evaluări
- Basements and Retaining WallDocument49 paginiBasements and Retaining WallSakshi Rawat100% (1)
- Prestressing Concrete: Neda Shakil 4 Year, BDocument8 paginiPrestressing Concrete: Neda Shakil 4 Year, BNeda ShakilÎncă nu există evaluări
- Earthquake Resistant BuildingDocument44 paginiEarthquake Resistant Buildingsameer100% (1)
- Space FrameDocument8 paginiSpace Framevaibhav100% (1)
- Stages For Construction: Retaining WallDocument37 paginiStages For Construction: Retaining WallIkhwan HasiffÎncă nu există evaluări
- Temporary StructuresDocument15 paginiTemporary StructuresJianJiantiÎncă nu există evaluări
- Post Tension IngDocument40 paginiPost Tension IngMmuthu KarthikeyanÎncă nu există evaluări
- Pre Stressed Concrete StructuresDocument39 paginiPre Stressed Concrete StructuresmUSI100% (1)
- Hoa4-Philippine ArchitectureDocument4 paginiHoa4-Philippine ArchitectureGweneth EncelaÎncă nu există evaluări
- Chapter 9 Bearings & Expansion Joint PDFDocument34 paginiChapter 9 Bearings & Expansion Joint PDFRamesh P KoiralaÎncă nu există evaluări
- Framed Structures: Submitted By:-Submitted ToDocument15 paginiFramed Structures: Submitted By:-Submitted ToNidhi MehtaÎncă nu există evaluări
- IKEA 2010 KitchensDocument43 paginiIKEA 2010 Kitchensoikos29100% (1)
- Long Span in ConcreteDocument57 paginiLong Span in ConcretePrakharVirendraÎncă nu există evaluări
- Advanced Construction Methods in R.C.C: Prestessed ConcreteDocument12 paginiAdvanced Construction Methods in R.C.C: Prestessed Concretepoosa annupriyaÎncă nu există evaluări
- Pre Stressing & Post Tension IngDocument8 paginiPre Stressing & Post Tension IngRavi PrakashÎncă nu există evaluări
- Secant Piles: What Are Secant Pile Walls?Document3 paginiSecant Piles: What Are Secant Pile Walls?ulhas_nakashe100% (2)
- Vaults & Domes: Construction Technique /failures: Definition of A VaultDocument2 paginiVaults & Domes: Construction Technique /failures: Definition of A VaultDivya VishwakarmaÎncă nu există evaluări
- Cantilever Construction of Cable-Stayed BridgeDocument24 paginiCantilever Construction of Cable-Stayed Bridgesakit786Încă nu există evaluări
- The PPT!Document13 paginiThe PPT!Meghna MasurekarÎncă nu există evaluări
- PrestressingDocument46 paginiPrestressingGaurav naddaÎncă nu există evaluări
- Requirements of A Good PartitionDocument11 paginiRequirements of A Good PartitionShraddha Bahirat100% (1)
- Prestressed Concrete StructuresDocument32 paginiPrestressed Concrete StructuresMâjñù MâjñúÎncă nu există evaluări
- Design Considerations in Cable-Stayed Roof StructuresDocument7 paginiDesign Considerations in Cable-Stayed Roof StructuresSunil PulikkalÎncă nu există evaluări
- Doka System ComponentsDocument24 paginiDoka System ComponentsAditya ManeÎncă nu există evaluări
- Lift SlabDocument35 paginiLift SlabAnonymous Y9dgyXhA100% (1)
- ADVANCED MULTI-STOREY CONSTRUCTION Notes-1Document38 paginiADVANCED MULTI-STOREY CONSTRUCTION Notes-1kgatoÎncă nu există evaluări
- A Case StudyDocument25 paginiA Case StudyJainam ShahÎncă nu există evaluări
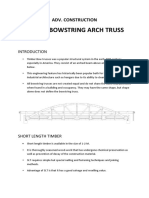
- Bowstring Truss ReportDocument10 paginiBowstring Truss ReportSneha Chavan100% (1)
- Pre Tensioning and Post TensioningDocument13 paginiPre Tensioning and Post TensioningBal Krishna Rajput100% (1)
- Long Span StructuresDocument13 paginiLong Span StructuresVinay KatariyaÎncă nu există evaluări
- T4 - Special Structures (DONE)Document9 paginiT4 - Special Structures (DONE)Weei Zhee70Încă nu există evaluări
- Raftfoundations LABC PDFDocument1 paginăRaftfoundations LABC PDFErnie ErnieÎncă nu există evaluări
- Pfs PPT 1Document39 paginiPfs PPT 1api-3037204070% (1)
- Cable AnchoringDocument5 paginiCable Anchoringanku4frenzÎncă nu există evaluări
- Report of Analysis Structure ProjectDocument40 paginiReport of Analysis Structure Projectnns0% (1)
- Portal Frame ConstructionDocument2 paginiPortal Frame Constructionriz2010Încă nu există evaluări
- Curtain Wall LiteratureDocument14 paginiCurtain Wall LiteratureanuragÎncă nu există evaluări
- Precast Cement Concrete Block Construction - Seminar Report, PPT, PDF For Civil EngineeringDocument12 paginiPrecast Cement Concrete Block Construction - Seminar Report, PPT, PDF For Civil EngineeringSoc Rua NguyenÎncă nu există evaluări
- Component Longevity in Terms of Operation Performance and Resistance To Deleterious ForcesDocument8 paginiComponent Longevity in Terms of Operation Performance and Resistance To Deleterious ForcesPalanisamy RajaÎncă nu există evaluări
- Is 4326Document74 paginiIs 4326Joyson SilvaÎncă nu există evaluări
- 7 Slip Form ConstructionDocument11 pagini7 Slip Form ConstructionSivaram Kottali50% (2)
- Civil Stressed Ribbon BridgeDocument15 paginiCivil Stressed Ribbon BridgesandeepÎncă nu există evaluări
- Tos VectorDocument6 paginiTos VectorHetram BhardwajÎncă nu există evaluări
- St2110 Design of Tall Buildings 1st LessonDocument42 paginiSt2110 Design of Tall Buildings 1st Lessonrenganathank87Încă nu există evaluări
- BMCT - V: Truss Less Roof StructuresDocument25 paginiBMCT - V: Truss Less Roof StructuresDevine MerakiÎncă nu există evaluări
- Abcm - Long Span - ReportDocument27 paginiAbcm - Long Span - ReportShalin KapdiÎncă nu există evaluări
- Ground Improvement: Using MicropilesDocument14 paginiGround Improvement: Using MicropilesSiddhanth S Nair100% (1)
- Literature Review of Cable Stayed BridgeDocument8 paginiLiterature Review of Cable Stayed Bridgeea53sm5wÎncă nu există evaluări
- Abcm Notes Sem 6Document18 paginiAbcm Notes Sem 6Sahil pamnani100% (1)
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionDe la EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionÎncă nu există evaluări
- Akhtar Abbas The University of Lahore Department of Civil EngineeringDocument34 paginiAkhtar Abbas The University of Lahore Department of Civil EngineeringMehdi AliÎncă nu există evaluări
- Pipes, Valves, Fire HydrantsDocument22 paginiPipes, Valves, Fire HydrantsMehdi AliÎncă nu există evaluări
- Roman ArchitectureureDocument51 paginiRoman ArchitectureureMehdi AliÎncă nu există evaluări
- Abdul Ahad CV2Document2 paginiAbdul Ahad CV2Mehdi AliÎncă nu există evaluări
- Arch72 ConcDocument9 paginiArch72 ConcNezcel Mae Baltero FederizoÎncă nu există evaluări
- Single-Ply RoofingDocument45 paginiSingle-Ply RoofingCroitoru IonÎncă nu există evaluări
- WaterproofingDocument5 paginiWaterproofingAkhilesh KumarÎncă nu există evaluări
- Proposed Government OfficesDocument3 paginiProposed Government OfficesRaymond LohÎncă nu există evaluări
- Armoured Csta CablesDocument5 paginiArmoured Csta CablesMd Irshad AlamÎncă nu există evaluări
- Kayu KompositDocument41 paginiKayu KompositGalihÎncă nu există evaluări
- Sikafloor261sys1 PdsDocument4 paginiSikafloor261sys1 PdsTPÎncă nu există evaluări
- Segmental Construction in The Cold: Bridging The Grand RiverDocument3 paginiSegmental Construction in The Cold: Bridging The Grand RiverTeo Peng KeatÎncă nu există evaluări
- Metallographic Preparation Technique For HDG PDFDocument8 paginiMetallographic Preparation Technique For HDG PDFAon Hemmatad100% (1)
- En Brosura Usi Sectionale Pentru Garaj MCA WebDocument6 paginiEn Brosura Usi Sectionale Pentru Garaj MCA WebMCAGrupÎncă nu există evaluări
- PVC Pressure Fittings: Technical SpecificationsDocument14 paginiPVC Pressure Fittings: Technical SpecificationsПетр НикольскийÎncă nu există evaluări
- IMPRESO 13 Askeland Chap PDFDocument8 paginiIMPRESO 13 Askeland Chap PDFSaby Hellen FlorecinÎncă nu există evaluări
- What Is Exothermic Welding - AIWELD®Document4 paginiWhat Is Exothermic Welding - AIWELD®JayÎncă nu există evaluări
- Use of Stone Matrix Asphalt in Perpetual PavementDocument10 paginiUse of Stone Matrix Asphalt in Perpetual PavementswarajÎncă nu există evaluări
- Mil STD 171FDocument65 paginiMil STD 171FMAI_QualityÎncă nu există evaluări
- Effect Matrix Toughness Composite Fracture BehaviorDocument13 paginiEffect Matrix Toughness Composite Fracture BehaviormshameliÎncă nu există evaluări
- Emcephob LE enDocument2 paginiEmcephob LE enpetronela.12Încă nu există evaluări
- VMF PresentationDocument26 paginiVMF PresentationGautam RanganÎncă nu există evaluări
- TM Rhepanol GDocument73 paginiTM Rhepanol GPaul FlorianÎncă nu există evaluări
- Pereti Exteriori - Solutii - Varianta ScurtaDocument180 paginiPereti Exteriori - Solutii - Varianta ScurtaZamfira OctavianÎncă nu există evaluări
- Heritage Replacing Corrugated Iron RoofsDocument9 paginiHeritage Replacing Corrugated Iron RoofsthailanÎncă nu există evaluări
- DuPont Pipelon Tech SheetDocument1 paginăDuPont Pipelon Tech SheetbluemasÎncă nu există evaluări