S-ar putea să vă placă și
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Dorian Tool Guide No 4Document72 paginiDorian Tool Guide No 4Arifin DzulkarnainÎncă nu există evaluări
- CMM Halon Fire ExtinguisherDocument82 paginiCMM Halon Fire Extinguishernimo1949100% (3)
- Gage Maker CatalogDocument156 paginiGage Maker CatalogtiwanÎncă nu există evaluări
- XXX BPDocument10 paginiXXX BPSakthisubramanian Raman100% (2)
- Electric Discharge MachiningDocument18 paginiElectric Discharge MachiningKrdaeÎncă nu există evaluări
- MCQ 2Document84 paginiMCQ 2alfred basilyÎncă nu există evaluări
- A TextBook of Fluid Mechanics and Hydraulic Machines - Dr. R. K. Bansal PDFDocument287 paginiA TextBook of Fluid Mechanics and Hydraulic Machines - Dr. R. K. Bansal PDFPullavartisrikanthChowdaryÎncă nu există evaluări
- Lathe MachineDocument27 paginiLathe MachineRAGHVENDRA SINGHÎncă nu există evaluări
- Accelerometer Mounting Considerations PDFDocument4 paginiAccelerometer Mounting Considerations PDFsajeesh5113699Încă nu există evaluări
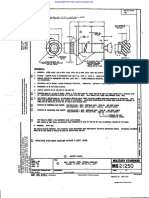
- Nasm21250 (MS21250, Nas624 .. Nas644)Document4 paginiNasm21250 (MS21250, Nas624 .. Nas644)Bogdan RusuÎncă nu există evaluări
- PLCNotes 27thsepDocument2 paginiPLCNotes 27thsepSakthisubramanian RamanÎncă nu există evaluări
- US-151021 Intro To Barcode Reading and SymbologiesDocument39 paginiUS-151021 Intro To Barcode Reading and SymbologiesSakthisubramanian RamanÎncă nu există evaluări
- ThingstobuyDocument1 paginăThingstobuySakthisubramanian RamanÎncă nu există evaluări
- Mount KKDocument1 paginăMount KKSakthisubramanian RamanÎncă nu există evaluări
- Brakes PPT For SAE International SiteDocument56 paginiBrakes PPT For SAE International SiteAbdul RehmanÎncă nu există evaluări
- Brakes PPT For SAE International SiteDocument56 paginiBrakes PPT For SAE International SiteAbdul RehmanÎncă nu există evaluări
- En-Us EulaDocument3 paginiEn-Us Eulaleez1000Încă nu există evaluări
- 10 1 1 7Document94 pagini10 1 1 7Sakthisubramanian RamanÎncă nu există evaluări
- CF 2014 Job - ListingssnalsjnDocument15 paginiCF 2014 Job - ListingssnalsjnSakthisubramanian RamanÎncă nu există evaluări
- Ti Mend Eight Reg Sevens emDocument11 paginiTi Mend Eight Reg Sevens emPrabakaran PrakashÎncă nu există evaluări
- Address of Jute FibresDocument1 paginăAddress of Jute FibresSakthisubramanian RamanÎncă nu există evaluări
- GATE2011Document3 paginiGATE2011dkaka139Încă nu există evaluări
- Scheme - e Fifth Semester - PG, PTDocument46 paginiScheme - e Fifth Semester - PG, PTC.K. VishwakarmaÎncă nu există evaluări
- Aloris Tool CatalogDocument60 paginiAloris Tool CatalogAbbasÎncă nu există evaluări
- Haneen New PDFDocument185 paginiHaneen New PDFshahadÎncă nu există evaluări
- Introduction To Manufacturing Technology: Instructor: HAILEDocument19 paginiIntroduction To Manufacturing Technology: Instructor: HAILEhaile mehariÎncă nu există evaluări
- IMECS2009 pp1803-1808Document6 paginiIMECS2009 pp1803-1808Ratan KumarÎncă nu există evaluări
- Wu 2018Document9 paginiWu 2018Hairs InfoÎncă nu există evaluări
- Manufacturing Processes UTA026Document9 paginiManufacturing Processes UTA026Tania CEÎncă nu există evaluări
- MDSP-SET p4Document19 paginiMDSP-SET p4BrilliantJohnMalandacRubiaÎncă nu există evaluări
- Mechanics of Machining (Metal Cutting) : Version 2 ME IIT, KharagpurDocument13 paginiMechanics of Machining (Metal Cutting) : Version 2 ME IIT, KharagpurvineetÎncă nu există evaluări
- Allied Tools CatalogDocument208 paginiAllied Tools CatalogMithun KumarÎncă nu există evaluări
- R2017 Open Electives PDFDocument20 paginiR2017 Open Electives PDFBasanth BabuÎncă nu există evaluări
- Fitting Threads PDFDocument1 paginăFitting Threads PDFasdÎncă nu există evaluări
- Unit 3 - Multi Point CuttersDocument92 paginiUnit 3 - Multi Point CuttersNeo TarunÎncă nu există evaluări
- Gts-200 Operation Manual 11 VerDocument398 paginiGts-200 Operation Manual 11 VersunhuynhÎncă nu există evaluări
- Magnetic Encoder Sept 2010Document32 paginiMagnetic Encoder Sept 2010zotya54Încă nu există evaluări
- Courses Offerd-1 KTDMCDocument31 paginiCourses Offerd-1 KTDMCusamaumerÎncă nu există evaluări
- Seminar ReportDocument22 paginiSeminar ReportVishnu Prasad100% (1)
- Advanced Control Technologies For 5-Axis Machining: Masako SudoDocument2 paginiAdvanced Control Technologies For 5-Axis Machining: Masako SudoThirugnanam DhandayuthapaniÎncă nu există evaluări
- Shaper Slotter PlannerDocument21 paginiShaper Slotter PlannerPraveen Mathi100% (1)
- 22565-2019-Winter-Model-Answer-Paper (Msbte Study Resources)Document14 pagini22565-2019-Winter-Model-Answer-Paper (Msbte Study Resources)Shivraj KolambekarÎncă nu există evaluări
- Metal Cutting Forming Module 3Document52 paginiMetal Cutting Forming Module 3Sathya DharanÎncă nu există evaluări
- Nanjing University of Science and Technology Graduation Design SpecificationDocument41 paginiNanjing University of Science and Technology Graduation Design SpecificationЦырен ЖалсаповÎncă nu există evaluări