S-ar putea să vă placă și
- Minute Math 2Document112 paginiMinute Math 2Lidia Dicu100% (3)
- Doing Teacher Research, Donald FreemanDocument270 paginiDoing Teacher Research, Donald FreemanМауро Бакэро100% (3)
- Shahi Exports Private Limited-SamplingDocument54 paginiShahi Exports Private Limited-SamplingShirin Morgan87% (23)
- Bharat 101 User ManualDocument48 paginiBharat 101 User ManualRaghu NathÎncă nu există evaluări
- Arvind LimitedDocument77 paginiArvind Limitedjoyita0% (1)
- Final Report PDFDocument204 paginiFinal Report PDFES MaxternÎncă nu există evaluări
- ShahiDocument64 paginiShahipuja100% (2)
- Apparel Internship Report TCNS Limited NoidaDocument50 paginiApparel Internship Report TCNS Limited NoidaDivya Singla100% (2)
- Apparel Internship Report DocumentDocument113 paginiApparel Internship Report DocumentPreeti Baheti100% (1)
- Shahi Exports PVT LTD Faridabad - PDF Synopsis Refrence11Document12 paginiShahi Exports PVT LTD Faridabad - PDF Synopsis Refrence11amit kashyap100% (1)
- Apparel Internship VNGL: By: Kenneth Kikan Siddhant KaushikDocument26 paginiApparel Internship VNGL: By: Kenneth Kikan Siddhant KaushikApoorv MohanÎncă nu există evaluări
- Vendor Evaluation Using Key Performance Indicator at Li and FungDocument61 paginiVendor Evaluation Using Key Performance Indicator at Li and FungAbhinav AshishÎncă nu există evaluări
- 100 Postcolonial SGDocument61 pagini100 Postcolonial SGAmalAhmedKamal100% (1)
- 2 - SAP MM Level 1 TrainingDocument39 pagini2 - SAP MM Level 1 TrainingkalykumÎncă nu există evaluări
- ISO 30401 MandateDocument4 paginiISO 30401 MandateTheerapan CÎncă nu există evaluări
- Using FTIR-ATR Spectroscopy To Teach The Internal Standard MethodDocument3 paginiUsing FTIR-ATR Spectroscopy To Teach The Internal Standard MethodEdgar VegaÎncă nu există evaluări
- Final Shahi Report - RohitDocument61 paginiFinal Shahi Report - Rohitkshama786100% (2)
- Pearl GlobalDocument92 paginiPearl GlobalMaya NmÎncă nu există evaluări
- Apparel Internship Report at Richa Global GurgaonDocument51 paginiApparel Internship Report at Richa Global GurgaonSwapnilÎncă nu există evaluări
- Shahi ExportDocument18 paginiShahi ExportPrachi JaiswalÎncă nu există evaluări
- Department StudyDocument131 paginiDepartment StudyAnkita Ranjan100% (2)
- Garment MerchandisingDocument16 paginiGarment MerchandisingaontuÎncă nu există evaluări
- "Pantaloons Fashion & Retail LTDDocument45 pagini"Pantaloons Fashion & Retail LTDPriti SharmaÎncă nu există evaluări
- Apparel Internship Report 12Document118 paginiApparel Internship Report 12Ankita RanjanÎncă nu există evaluări
- Shahi Exports PVTDocument23 paginiShahi Exports PVTSaurabh SumanÎncă nu există evaluări
- Apparel Internship at DressmasterDocument121 paginiApparel Internship at DressmasterRiya Jaiswal100% (1)
- Shahi Exports Private LimitedDocument10 paginiShahi Exports Private LimitedResiÎncă nu există evaluări
- Shahi ExportsDocument1 paginăShahi ExportsSakshi MaheshwariÎncă nu există evaluări
- Apparel Internship CollgDocument135 paginiApparel Internship CollgHanish SinglaÎncă nu există evaluări
- 18 July GP ReportDocument82 pagini18 July GP ReportEkta MauryaÎncă nu există evaluări
- Arvind Textiles Internship Report PDFDocument107 paginiArvind Textiles Internship Report PDFOmkar Jadhav100% (1)
- Project ReportDocument100 paginiProject ReportSultan KhanÎncă nu există evaluări
- A Study On Apparel Export Order From The Time of Receipt Till The Time of ShipmentDocument28 paginiA Study On Apparel Export Order From The Time of Receipt Till The Time of ShipmentSRISHTI SINGHÎncă nu există evaluări
- GP MidtermDocument41 paginiGP MidtermSharvari Shankar50% (2)
- Summer Internship: Shahi Exports LTDDocument48 paginiSummer Internship: Shahi Exports LTDneil926Încă nu există evaluări
- Tri BurgDocument30 paginiTri BurgkanikaluthraÎncă nu există evaluări
- Apparel PROJECTDocument156 paginiApparel PROJECTpriyalÎncă nu există evaluări
- Satyam Shrey SHAHIDocument203 paginiSatyam Shrey SHAHINeha Suman100% (2)
- Disha Kapil (11) Stanley SayoniDocument12 paginiDisha Kapil (11) Stanley Sayonisahu_dishaÎncă nu există evaluări
- Arvind Report Apparel IntrnshipJury WorkDocument209 paginiArvind Report Apparel IntrnshipJury WorkKrishnaGopal100% (2)
- Sonal Apparel Pvt. LTD Apparel Document FinalDocument160 paginiSonal Apparel Pvt. LTD Apparel Document FinalAkanksha GuptaÎncă nu există evaluări
- Final DocDocument97 paginiFinal DocRishi100% (1)
- Pantaloons Retail India LTD PDFDocument87 paginiPantaloons Retail India LTD PDFMɽ HʋŋteɽÎncă nu există evaluări
- MIS Automation For Accurate Sales Forecasting Sales Analysis and Stock PlanningDocument78 paginiMIS Automation For Accurate Sales Forecasting Sales Analysis and Stock PlanningAbhinav AshishÎncă nu există evaluări
- RM Assignment 1Document17 paginiRM Assignment 1Shivangi SahniÎncă nu există evaluări
- Project Report: Laguna Clothing Private LimitedDocument56 paginiProject Report: Laguna Clothing Private LimitedsajniÎncă nu există evaluări
- Shahi Exports PVT LTD FaridabadDocument12 paginiShahi Exports PVT LTD FaridabadShreya Agarwal0% (1)
- Summer Internship On Ankur TextilesDocument58 paginiSummer Internship On Ankur TextilesDeepan100% (1)
- Swati Shukla PDFDocument74 paginiSwati Shukla PDFkvÎncă nu există evaluări
- Shahi Exports Private Limited Sampling - PDF Synopsis Refrence10Document54 paginiShahi Exports Private Limited Sampling - PDF Synopsis Refrence10amit kashyap100% (1)
- Insutrial Training: A Report On KG Denim Ltd. CoimbatoreDocument11 paginiInsutrial Training: A Report On KG Denim Ltd. CoimbatorePrabhakar Manoharan100% (2)
- Apparel Merchandising & Sourcing and Costing of Apparel ProductsDocument34 paginiApparel Merchandising & Sourcing and Costing of Apparel Productssrishty dhanukaÎncă nu există evaluări
- Final DocumentDocument101 paginiFinal DocumentUjjwal SurinÎncă nu există evaluări
- Improving Quality of Men'S Shirt Using Training Module at Arvind Smart Textiles LTD, RanchiDocument51 paginiImproving Quality of Men'S Shirt Using Training Module at Arvind Smart Textiles LTD, RanchiyuktiÎncă nu există evaluări
- SCAP End Term Jury Assignment by Ashutosh Shukla and Karma NegiDocument7 paginiSCAP End Term Jury Assignment by Ashutosh Shukla and Karma Negikarma negiÎncă nu există evaluări
- RM JuryDocument48 paginiRM JurynikitaÎncă nu există evaluări
- Apparel Internship Report NewDocument71 paginiApparel Internship Report NewKrishnaGopal67% (3)
- Apparel Internship Report - HeadingsDocument7 paginiApparel Internship Report - Headingsanishi_ahuja20% (5)
- Apparel Quality Management Assignment 1-Care LabelsDocument21 paginiApparel Quality Management Assignment 1-Care LabelsHarshita TiwariÎncă nu există evaluări
- Internship at ARVIND APPARELSDocument84 paginiInternship at ARVIND APPARELSNeetek SahayÎncă nu există evaluări
- Apparel Internship ReportDocument43 paginiApparel Internship Reportroja jayaramÎncă nu există evaluări
- Product Development in An Export HouseDocument76 paginiProduct Development in An Export HouseHimanshu ShekharÎncă nu există evaluări
- Apparel InternshipDocument98 paginiApparel Internshipanurag7717100% (1)
- Carr and Latham's Technology of Clothing ManufactureDe la EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerEvaluare: 4 din 5 stele4/5 (1)
- Master PlatoDocument149 paginiMaster Platomohsin soomro100% (2)
- Presenter: Anilin Maria Raju (181adm115) BENSON SUNNY (181ADM119) GLADSON PAUL (171ADM122)Document6 paginiPresenter: Anilin Maria Raju (181adm115) BENSON SUNNY (181ADM119) GLADSON PAUL (171ADM122)Vishwas JÎncă nu există evaluări
- Causes of Excess Product CostsDocument17 paginiCauses of Excess Product CostsSafia LamraniÎncă nu există evaluări
- Request Letter Bill Statement Earthing CertificateDocument4 paginiRequest Letter Bill Statement Earthing CertificatePraveen PrabhakarÎncă nu există evaluări
- Report SDMDocument16 paginiReport SDMPraveen PrabhakarÎncă nu există evaluări
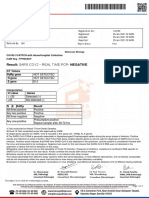
- Sars Cov2 - Real Time Pcr-Negative: ResultDocument2 paginiSars Cov2 - Real Time Pcr-Negative: ResultPraveen PrabhakarÎncă nu există evaluări
- Prabhakar, Praveen Kumar: From: Sent: ToDocument2 paginiPrabhakar, Praveen Kumar: From: Sent: ToPraveen PrabhakarÎncă nu există evaluări
- Heat Stroke (Causes, Effects & Prevention) : Pankaj Kumar Ray OH&S Team NorthDocument6 paginiHeat Stroke (Causes, Effects & Prevention) : Pankaj Kumar Ray OH&S Team NorthPraveen PrabhakarÎncă nu există evaluări
- Presented By: Pawan Kumar ShrivasDocument20 paginiPresented By: Pawan Kumar ShrivasPraveen PrabhakarÎncă nu există evaluări
- Efficiency Sheet (LOGISTICS) Greater Noida: Parameter Target T. Achieved Eff. %Document1 paginăEfficiency Sheet (LOGISTICS) Greater Noida: Parameter Target T. Achieved Eff. %Praveen PrabhakarÎncă nu există evaluări
- Industry Analysis For Plesico Pharma: Industry Rivalry: Very HighDocument1 paginăIndustry Analysis For Plesico Pharma: Industry Rivalry: Very HighPraveen PrabhakarÎncă nu există evaluări
- Apparel InternshipDocument104 paginiApparel InternshipPraveen PrabhakarÎncă nu există evaluări
- History: Domino's Pizza IsDocument16 paginiHistory: Domino's Pizza IsPraveen PrabhakarÎncă nu există evaluări
- Run For A Cause... Run For The Girl Child.... : With Padmashri Milkha SinghDocument1 paginăRun For A Cause... Run For The Girl Child.... : With Padmashri Milkha SinghPraveen PrabhakarÎncă nu există evaluări
- SpottingDocument63 paginiSpottingPraveen Prabhakar100% (1)
- OB Assignment: Student LeadershipDocument4 paginiOB Assignment: Student LeadershipPraveen PrabhakarÎncă nu există evaluări
- Marketing IntroductionDocument95 paginiMarketing Introductionsdfsadfdsas223Încă nu există evaluări
- Inventory Management of Spare Parts in An Energy Company PDFDocument32 paginiInventory Management of Spare Parts in An Energy Company PDFsaeedalemveÎncă nu există evaluări
- 1735 - Alexander Pope - Works Vol IDocument244 pagini1735 - Alexander Pope - Works Vol IMennatallah M.Salah El DinÎncă nu există evaluări
- Mfuzzgui PDFDocument7 paginiMfuzzgui PDFMohammad RofiiÎncă nu există evaluări
- Six Models of OrganizationDocument5 paginiSix Models of Organizationmh_sadri100% (1)
- BIM Project Execution Planning Guide and Templates - V2.1Document1 paginăBIM Project Execution Planning Guide and Templates - V2.1NajaAlwi100% (1)
- Mhi 05 12Document6 paginiMhi 05 12aravÎncă nu există evaluări
- Omkar & SufiyanDocument24 paginiOmkar & SufiyanOmkar NalgirkarÎncă nu există evaluări
- Course Concessions and Public Private Partnerships (PPP) in Water SectorDocument3 paginiCourse Concessions and Public Private Partnerships (PPP) in Water SectorMihai MihailescuÎncă nu există evaluări
- Air Force Medical Service - Total Exposure Health Strategic PlanDocument50 paginiAir Force Medical Service - Total Exposure Health Strategic PlanRichard Hartman100% (1)
- How To Live To Be 200Document3 paginiHow To Live To Be 200Anonymous 117cflkW9W100% (2)
- Mva - 2008 India School Rick LoydDocument86 paginiMva - 2008 India School Rick Loydamar_saxena60857Încă nu există evaluări
- Final SPKDocument9 paginiFinal SPKAinul qalbiÎncă nu există evaluări
- Rooms Division DepartmentDocument7 paginiRooms Division Departmentlil_jinkz09Încă nu există evaluări
- ManualVsk5 enDocument23 paginiManualVsk5 ent0manÎncă nu există evaluări
- PMS & PaDocument24 paginiPMS & PashikhaajainÎncă nu există evaluări
- ProseDocument12 paginiProseWindy IrianiÎncă nu există evaluări
- Thermal KPN PDFDocument160 paginiThermal KPN PDFRithish BarathÎncă nu există evaluări
- Legal PhilosophyDocument22 paginiLegal Philosophygentlejosh_316100% (2)
- NotesDocument33 paginiNotesMohammad ZaheerÎncă nu există evaluări
- SHS - E1 - Story (He-Y, Come On Ou-T!)Document3 paginiSHS - E1 - Story (He-Y, Come On Ou-T!)dyaataha7902Încă nu există evaluări
- 50 Affirmations For A Fertile Mind, Heart & SoulDocument104 pagini50 Affirmations For A Fertile Mind, Heart & SoulKarishma SethÎncă nu există evaluări
- Solar Dessicant Air Conditioning PosterDocument1 paginăSolar Dessicant Air Conditioning PosterAmit PrakashÎncă nu există evaluări
- NCHE Guide Lines For Programme DevelopmentDocument3 paginiNCHE Guide Lines For Programme DevelopmentSamuel MushakaÎncă nu există evaluări