S-ar putea să vă placă și
- Liderazgo en El TrabajoDocument20 paginiLiderazgo en El TrabajoTeio EstÎncă nu există evaluări
- Aplicaciones de La Fisica ModernaDocument6 paginiAplicaciones de La Fisica ModernaTeio EstÎncă nu există evaluări
- Roles en El TrabajoDocument11 paginiRoles en El TrabajoTeio EstÎncă nu există evaluări
- Procesos de RecubrimienoDocument51 paginiProcesos de RecubrimienoTeio EstÎncă nu există evaluări
- Six SigmaDocument53 paginiSix SigmaTeio EstÎncă nu există evaluări
- Aplicaciones de La Fisica ModernaDocument6 paginiAplicaciones de La Fisica ModernaTeio EstÎncă nu există evaluări
- Estudio Correas PDFDocument12 paginiEstudio Correas PDFJavier Caamaño Villafañe100% (1)
- Clase Instrumentos de MediciónDocument16 paginiClase Instrumentos de MediciónTeio EstÎncă nu există evaluări
- NormativilidadDocument15 paginiNormativilidadTeio EstÎncă nu există evaluări
- Estudio Largo de RyRDocument7 paginiEstudio Largo de RyRTeio EstÎncă nu există evaluări
- Instrument Os de Medici On Electric ADocument11 paginiInstrument Os de Medici On Electric ATeio EstÎncă nu există evaluări
- Instrument Os de Medici On Electric ADocument11 paginiInstrument Os de Medici On Electric ATeio EstÎncă nu există evaluări
- Capacitación MetalografíaDocument78 paginiCapacitación MetalografíaTeio EstÎncă nu există evaluări
- DiagramadeishikawaDocument13 paginiDiagramadeishikawaTeio EstÎncă nu există evaluări
- Procesos de Union 2Document38 paginiProcesos de Union 2Teio EstÎncă nu există evaluări
- Obj Tema 4 4.3 A 4.5Document8 paginiObj Tema 4 4.3 A 4.5Teio EstÎncă nu există evaluări
- AmfeDocument16 paginiAmfeTeio EstÎncă nu există evaluări
- DECALOGODocument1 paginăDECALOGOTeio EstÎncă nu există evaluări
- Obj Tema 4 4.14 A 4.25Document44 paginiObj Tema 4 4.14 A 4.25Teio EstÎncă nu există evaluări
- Instrumentos de MedicionDocument28 paginiInstrumentos de MedicionTeio EstÎncă nu există evaluări
- Pruebas MecánicasDocument9 paginiPruebas MecánicasTeio EstÎncă nu există evaluări
- Historia de La Maquina HerramientaDocument23 paginiHistoria de La Maquina HerramientaTeio EstÎncă nu există evaluări
- Presentacion TermoDocument23 paginiPresentacion TermoTeio EstÎncă nu există evaluări
- Obj Tema 4 4.6 A 4.13Document24 paginiObj Tema 4 4.6 A 4.13Teio EstÎncă nu există evaluări
- Ciclo de RefrigeracionDocument13 paginiCiclo de RefrigeracionTeio EstÎncă nu există evaluări
- Obj Tema 4 4.1 A 4.2Document33 paginiObj Tema 4 4.1 A 4.2Teio EstÎncă nu există evaluări
- Obj Tema 4 4.14 A 4.25Document44 paginiObj Tema 4 4.14 A 4.25Teio EstÎncă nu există evaluări
- Present Ac I On HotcakesDocument28 paginiPresent Ac I On HotcakesTeio EstÎncă nu există evaluări
- Procesos de ConformadoDocument99 paginiProcesos de ConformadoDiego VanegasÎncă nu există evaluări
- Ordenes Especifica de TrabajoDocument44 paginiOrdenes Especifica de TrabajoLesc Eliza SorÎncă nu există evaluări
- Principios de La Tecnologia de FundicionDocument130 paginiPrincipios de La Tecnologia de FundicionjenserÎncă nu există evaluări
- Control y Registros de Los Costos Indirectos de FabricacionDocument33 paginiControl y Registros de Los Costos Indirectos de Fabricacionyulisa56% (9)
- 03 Contenido Produccion LimpiaDocument33 pagini03 Contenido Produccion LimpialilyricardoseamanÎncă nu există evaluări
- 3.1.-BFD Calentamiento de Crudo CDUDocument27 pagini3.1.-BFD Calentamiento de Crudo CDUDayana Rubin de CeLisÎncă nu există evaluări
- Papeles Propal - UsosDocument3 paginiPapeles Propal - UsosSebastián Z. MarínÎncă nu există evaluări
- Diseño de Tornillo Transportador PDFDocument152 paginiDiseño de Tornillo Transportador PDFjargoti164877Încă nu există evaluări
- Actividad 2 - Historia, Desarrollo, Evolución y Aportes de La Ingeniería IndustrialDocument7 paginiActividad 2 - Historia, Desarrollo, Evolución y Aportes de La Ingeniería IndustrialJosé Miguel Beltrán PereiraÎncă nu există evaluări
- Hoja de Calculo para Presupuesto de ObraDocument45 paginiHoja de Calculo para Presupuesto de Obrajd93067% (3)
- B&M 1 1 2017 Issn 2530-8157Document82 paginiB&M 1 1 2017 Issn 2530-8157Macu MartinezÎncă nu există evaluări
- Pro AlfaDocument9 paginiPro AlfaDaniel RomeroÎncă nu există evaluări
- Cable Acsr Ga NexannsDocument3 paginiCable Acsr Ga Nexannssebastian bÎncă nu există evaluări
- Friosol Venta de Maquinaria para HosteleriaDocument2 paginiFriosol Venta de Maquinaria para Hosteleriasizesweets3Încă nu există evaluări
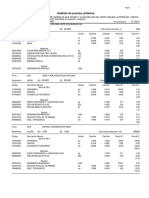
- Análisis precios construcción sistema agua potableDocument15 paginiAnálisis precios construcción sistema agua potableLenin M. Tucto TarazonaÎncă nu există evaluări
- Trabajo CostosDocument2 paginiTrabajo CostosMonica Daniela ANGARITA SALAZARÎncă nu există evaluări
- Bitacora Grado 3° Semana # 9ciencias SocialesDocument2 paginiBitacora Grado 3° Semana # 9ciencias Socialessantiago oviedoÎncă nu există evaluări
- Aleaciones Bi - CD U Ag - PBDocument15 paginiAleaciones Bi - CD U Ag - PBEndry RodriguezÎncă nu există evaluări
- Apunte de Ingeniería Metalúrgica 1 PDFDocument122 paginiApunte de Ingeniería Metalúrgica 1 PDFcanlejÎncă nu există evaluări
- Aceros ArequipaDocument6 paginiAceros Arequipaerik_tlvÎncă nu există evaluări
- Economia de Escala y Minimos CuadradosDocument16 paginiEconomia de Escala y Minimos CuadradosdanteÎncă nu există evaluări
- Cadena de Valor Pemex GasDocument2 paginiCadena de Valor Pemex GasCharlie Seven FernandezÎncă nu există evaluări
- Estados de Costo - ESTRUCTURASDocument12 paginiEstados de Costo - ESTRUCTURASWilson marrugo hernandezÎncă nu există evaluări
- c300 RCCP Guide Spec 2-06-15 - EspañolDocument16 paginic300 RCCP Guide Spec 2-06-15 - EspañolGuillermo Robayo CastroÎncă nu există evaluări
- La hecatombe de la industria textil colombiana: El hundimiento de ColtejerDocument12 paginiLa hecatombe de la industria textil colombiana: El hundimiento de ColtejerNati EscandonÎncă nu există evaluări
- Control de Leach PadDocument95 paginiControl de Leach PadAnonymous ATyoyjÎncă nu există evaluări
- Panel aislado multifuncionalDocument2 paginiPanel aislado multifuncionalyoye1968Încă nu există evaluări
- Diseño cantera agregadosDocument5 paginiDiseño cantera agregadosWashington BobadillaÎncă nu există evaluări
- Humanidades - La Revolución IndustrialDocument35 paginiHumanidades - La Revolución IndustrialFelipe FernándezÎncă nu există evaluări
- Patrimonio IndustrialDocument10 paginiPatrimonio IndustrialarquitecturacubaÎncă nu există evaluări
- Pablo Gomez - CVDocument4 paginiPablo Gomez - CVVictor Gomez AlvaÎncă nu există evaluări