S-ar putea să vă placă și
- Principios Electricidad y ElectromagnetismoDocument88 paginiPrincipios Electricidad y ElectromagnetismoPipe Galvez NovoaÎncă nu există evaluări
- Descripcion y Propiedades de La BujiaDocument22 paginiDescripcion y Propiedades de La BujiaPipe Galvez NovoaÎncă nu există evaluări
- El Motor de GasolinaDocument42 paginiEl Motor de GasolinaPipe Galvez NovoaÎncă nu există evaluări
- Curso Adiestramiento Teorico Practico Excavadora HidraulicaDocument66 paginiCurso Adiestramiento Teorico Practico Excavadora HidraulicaPipe Galvez NovoaÎncă nu există evaluări
- Calculo de Estructura de Lineas de DistribucionDocument44 paginiCalculo de Estructura de Lineas de Distribuciona_papuicoÎncă nu există evaluări
- T Espel 0053Document124 paginiT Espel 0053johnny Ivan Choque lopezÎncă nu există evaluări
- Reporte Del PetroleoDocument6 paginiReporte Del PetroleoMillaray Moraga VargasÎncă nu există evaluări
- Estudio de Riesgos Brenntag 2009Document71 paginiEstudio de Riesgos Brenntag 2009Enescon SacÎncă nu există evaluări
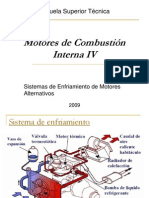
- Presentacion Final Circuito de EnfriamientoDocument103 paginiPresentacion Final Circuito de EnfriamientoMariano Damian SaccoÎncă nu există evaluări
- BPM Bpo Bpa-DavidlaricoDocument18 paginiBPM Bpo Bpa-DavidlaricoEnrique LaricoÎncă nu există evaluări
- ProlinDocument39 paginiProlinanthony_vasconez100% (1)
- UNIDAD 3 - Diagramas de FaseDocument13 paginiUNIDAD 3 - Diagramas de FasetamaraÎncă nu există evaluări
- Brouchure ModelDocument51 paginiBrouchure ModelMarthin ParedesÎncă nu există evaluări
- Resolucion Creg 108 de 1997Document36 paginiResolucion Creg 108 de 1997azbetoÎncă nu există evaluări
- Lista Chequeo Empresas Silice - 17-08-2015Document8 paginiLista Chequeo Empresas Silice - 17-08-2015Cristian GalleguillosÎncă nu există evaluări
- Cuadro Comparativo Mano de ObraDocument2 paginiCuadro Comparativo Mano de Obrajuan david hernandezÎncă nu există evaluări
- Gia 5. Impulso y Cantidad de MovimientoDocument2 paginiGia 5. Impulso y Cantidad de MovimientoDiGer DiGer0% (1)
- Wa1200 N°03 (01) - Reporte de Inspección General de Equipo 13novDocument3 paginiWa1200 N°03 (01) - Reporte de Inspección General de Equipo 13novAnonymous tV1FhZqCÎncă nu există evaluări
- Analisis Situacional Ultima Actualización 1 JulioDocument105 paginiAnalisis Situacional Ultima Actualización 1 JulioDilan Jhoan Perez RiveraÎncă nu există evaluări
- Amef Direccion e ImplementosDocument3 paginiAmef Direccion e ImplementosJean Carlos AlÎncă nu există evaluări
- Manual Inpeccion VisualDocument182 paginiManual Inpeccion VisualMario Salazar100% (4)
- Manual Sube 61Document81 paginiManual Sube 61Marlon Asanza100% (1)
- GUIA TECNICA EndesaDocument21 paginiGUIA TECNICA EndesaPaco ChousaÎncă nu există evaluări
- Teoría Unidad 3Document13 paginiTeoría Unidad 3Compu VoipÎncă nu există evaluări
- 000165458Document203 pagini000165458Nestor AlbarranÎncă nu există evaluări
- Regulación de Precio Del Gas NaturalDocument7 paginiRegulación de Precio Del Gas NaturalRene CantorÎncă nu există evaluări
- Aprendiendo de AccidentesDocument15 paginiAprendiendo de Accidentesشافيز جونÎncă nu există evaluări
- Sistema Electrico Nacional Reporte Final 20161Document65 paginiSistema Electrico Nacional Reporte Final 20161MarinaÎncă nu există evaluări
- Programa Maestro 2000 PDFDocument79 paginiPrograma Maestro 2000 PDFdani20153Încă nu există evaluări
- 70 Presentaciones Avifauna Endesa-Postemel - ProtDocument17 pagini70 Presentaciones Avifauna Endesa-Postemel - ProtEric RojasÎncă nu există evaluări
- Perfil Corporativo GrafTech PDFDocument26 paginiPerfil Corporativo GrafTech PDFJuan Gomez100% (1)
- Sistemas de Gestion Ambiental. Norma Iso Series 1004Document52 paginiSistemas de Gestion Ambiental. Norma Iso Series 1004v5768628Încă nu există evaluări
- Renault Master 2.5 Com Sistema EDC15C3Document7 paginiRenault Master 2.5 Com Sistema EDC15C3RuanWheeling88% (8)
- Correas TransportadorasDocument29 paginiCorreas TransportadorasBranco Patricio Díaz RodriguezÎncă nu există evaluări