S-ar putea să vă placă și
- Carr and Latham's Technology of Clothing ManufactureDe la EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerEvaluare: 4 din 5 stele4/5 (1)
- Module-03: Fiber-Yarn-Fabric: Presented By: Syed Azharul HaqueDocument19 paginiModule-03: Fiber-Yarn-Fabric: Presented By: Syed Azharul Haquetotol99Încă nu există evaluări
- Grey Cloth Manufacturing ProcessDocument8 paginiGrey Cloth Manufacturing ProcessPriya JainÎncă nu există evaluări
- Royal Canadian Rubber Footwear - Illustrated Catalogue - Season 1906-07De la EverandRoyal Canadian Rubber Footwear - Illustrated Catalogue - Season 1906-07Încă nu există evaluări
- Fabric Manufacturing Project Theses ListDocument14 paginiFabric Manufacturing Project Theses ListRasheduzzaman RashedÎncă nu există evaluări
- LinenDocument15 paginiLinenswarna swarna100% (1)
- GSM Calculation For Woven FabricDocument7 paginiGSM Calculation For Woven FabricFarrukh JamilÎncă nu există evaluări
- Designer Shoes: Everything You Always Wanted to KnowDe la EverandDesigner Shoes: Everything You Always Wanted to KnowÎncă nu există evaluări
- ATY Fabric PropertiesDocument5 paginiATY Fabric PropertiesHitesh ShahÎncă nu există evaluări
- Apparel Glossary 08Document3 paginiApparel Glossary 08Arslan ShaukatÎncă nu există evaluări
- Exhibitors Profile For BSM SpainDocument5 paginiExhibitors Profile For BSM SpainEzhilan SundaramÎncă nu există evaluări
- Tex@VietnamDocument22 paginiTex@VietnamsachinÎncă nu există evaluări
- Garments Merchandising: General Duties of A MerchandiserDocument6 paginiGarments Merchandising: General Duties of A MerchandiserMoshtak AhmedÎncă nu există evaluări
- Introduction To FabricsDocument10 paginiIntroduction To FabricsP. LakshmanakanthÎncă nu există evaluări
- Home TextileDocument3 paginiHome TextilesirivirishiÎncă nu există evaluări
- Report On Spinning & Weaving FactoryDocument149 paginiReport On Spinning & Weaving FactoryMehzabeen ShahidyÎncă nu există evaluări
- Textile Fibres Classification And Polymer Fundamentals For Fiber ApplicationsDocument70 paginiTextile Fibres Classification And Polymer Fundamentals For Fiber ApplicationsspringstarÎncă nu există evaluări
- CatalogueDocument20 paginiCatalogueDivya AnandÎncă nu există evaluări
- QIZ Companies Details Portrait Overall PDFDocument82 paginiQIZ Companies Details Portrait Overall PDFAnonymous D7FPDp48PgÎncă nu există evaluări
- Developments in Sportswear Using Functional Fibres With Polyester FiberDocument11 paginiDevelopments in Sportswear Using Functional Fibres With Polyester FiberDUDHAYA55100% (1)
- Cotton - Diff Types of Cotton Fabrics and Its BehaviorDocument58 paginiCotton - Diff Types of Cotton Fabrics and Its BehaviorP. Lakshmanakanth100% (2)
- Apparel Merchandising, Costing and Export DocumentationDocument2 paginiApparel Merchandising, Costing and Export DocumentationKarthikÎncă nu există evaluări
- Role of An Intermediatry - Buying HouseDocument15 paginiRole of An Intermediatry - Buying HouseGarima DhimanÎncă nu există evaluări
- Consumption For FabricDocument5 paginiConsumption For Fabrickimtienthao_26289Încă nu există evaluări
- Cost Working SheetDocument10 paginiCost Working SheetRajveer VeerÎncă nu există evaluări
- Jute ProcessingDocument7 paginiJute Processingtulika_ajwaniÎncă nu există evaluări
- Poplin FabricDocument10 paginiPoplin FabricAmar Nath PrasadÎncă nu există evaluări
- China Textile CompaniesDocument29 paginiChina Textile CompaniesSaidur Rahman SajibÎncă nu există evaluări
- Properties of FibresDocument7 paginiProperties of FibresLucky ParasharÎncă nu există evaluări
- Fabric Knowledge 101: A Guide to Fibers, Yarns and FabricsDocument39 paginiFabric Knowledge 101: A Guide to Fibers, Yarns and FabricsJosh StevensÎncă nu există evaluări
- Polo T ShirtDocument11 paginiPolo T ShirtMD FaisalÎncă nu există evaluări
- Cantabil OS - by TJDocument96 paginiCantabil OS - by TJYounus ahmedÎncă nu există evaluări
- Denim GlossaryDocument80 paginiDenim Glossarycolor_laceÎncă nu există evaluări
- Swatch FileDocument20 paginiSwatch FilegoldcancerianÎncă nu există evaluări
- Cotton fabric defects and descriptionsDocument46 paginiCotton fabric defects and descriptionsNithya KumariÎncă nu există evaluări
- Textile Design Internship DocumentDocument96 paginiTextile Design Internship DocumentswathiÎncă nu există evaluări
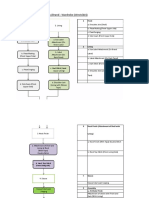
- Flow ChartDocument3 paginiFlow ChartPrerna KhatriÎncă nu există evaluări
- Construction Burnout Single Jersey Fabric Details (sjcb56Document11 paginiConstruction Burnout Single Jersey Fabric Details (sjcb56geethikaÎncă nu există evaluări
- CBI Market Survey: Leather Garments in SwedenDocument7 paginiCBI Market Survey: Leather Garments in SwedensirdlugorekiÎncă nu există evaluări
- Textiles Sector - Achievement ReportDocument12 paginiTextiles Sector - Achievement ReportAnkitaÎncă nu există evaluări
- Introduction To Apparel Industry-Unit-1Document28 paginiIntroduction To Apparel Industry-Unit-1Anubhav AgarwalÎncă nu există evaluări
- Comfort Properties of Bi-Layer Knitted Fabrics - Knitting & Hosiery - Features - The ITJ PDFDocument12 paginiComfort Properties of Bi-Layer Knitted Fabrics - Knitting & Hosiery - Features - The ITJ PDFAhmad SamerÎncă nu există evaluări
- FootwearDocument19 paginiFootwearYuvraj Singh100% (1)
- Natural FibersDocument14 paginiNatural FibersDevika KhanÎncă nu există evaluări
- Textile Vocabulary 2Document10 paginiTextile Vocabulary 2scribd101Încă nu există evaluări
- The Effect of Fibre Blend On Comfort Characteristics of ElasticDocument7 paginiThe Effect of Fibre Blend On Comfort Characteristics of ElasticGeotamÎncă nu există evaluări
- Innerwear Fabric SpecificationsDocument1 paginăInnerwear Fabric Specificationsbharat0% (1)
- Knitting Outstanding ReportDocument160 paginiKnitting Outstanding ReportMd FaridujjamanÎncă nu există evaluări
- ENGLISH Use in Textile EngineeringDocument63 paginiENGLISH Use in Textile EngineeringDhrubo Adhikary100% (1)
- Formal Trouser: Feasibility Report PresentationDocument64 paginiFormal Trouser: Feasibility Report Presentationbolaaajiii100% (1)
- Syllabus Nift TirupurDocument33 paginiSyllabus Nift TirupurLiyakath AliÎncă nu există evaluări
- Denim FactoryDocument8 paginiDenim FactoryTonima JahanÎncă nu există evaluări
- Analysis of Garment W.R.T To Stitches and SeamsDocument10 paginiAnalysis of Garment W.R.T To Stitches and SeamsRehan SaeediÎncă nu există evaluări
- Sisi Safety Wear Catalogue - CompressedDocument28 paginiSisi Safety Wear Catalogue - CompressedJaney-Dell NelÎncă nu există evaluări
- Bloomsbury Fashion Central - Sportswear, Knit, and PrintDocument23 paginiBloomsbury Fashion Central - Sportswear, Knit, and PrintANURAG JOSEPHÎncă nu există evaluări
- Yarnex TexIndia Invitation Tir 2022Document1 paginăYarnex TexIndia Invitation Tir 2022Giri KanyakumariÎncă nu există evaluări
- My Critical Path (Textile Industries)Document6 paginiMy Critical Path (Textile Industries)Musafir Mamun100% (1)
- Classification of Textiles PDFDocument52 paginiClassification of Textiles PDFsathish_201020100% (1)
- 1117 FinalDocument78 pagini1117 Finalsathish_20102010Încă nu există evaluări
- Yarn ManufactureDocument6 paginiYarn Manufacturesathish_20102010Încă nu există evaluări
- SakhiDocument2 paginiSakhisathish_20102010Încă nu există evaluări
- Textile FiberDocument39 paginiTextile Fibersathish_20102010Încă nu există evaluări
- SITRA Textile Certification CoursesDocument5 paginiSITRA Textile Certification Coursessathish_20102010Încă nu există evaluări
- Publications: Fibre & YarnDocument14 paginiPublications: Fibre & YarnvigneshbalajirsÎncă nu există evaluări
- Innovations in Needle Punching - Medical Textiles: Textile Machinery DivisionDocument34 paginiInnovations in Needle Punching - Medical Textiles: Textile Machinery Divisionsathish_20102010Încă nu există evaluări
- Presentation by MR Shishir Jaipuria On MeditechDocument20 paginiPresentation by MR Shishir Jaipuria On Meditechsathish_20102010Încă nu există evaluări
- ASTM D6241 - 04 (2009) Standard Test Method For The Static Puncture Strength of Geotextiles and Geotextile-Related Products Using A 50-mm ProbeDocument2 paginiASTM D6241 - 04 (2009) Standard Test Method For The Static Puncture Strength of Geotextiles and Geotextile-Related Products Using A 50-mm Probesathish_20102010Încă nu există evaluări
- Presentation by MR Shishir Jaipuria On MeditechDocument20 paginiPresentation by MR Shishir Jaipuria On Meditechsathish_20102010Încă nu există evaluări
- Reactive Dyeing of Organic Cotton Knitted Fabrics Using Ultrasound TechnologyDocument7 paginiReactive Dyeing of Organic Cotton Knitted Fabrics Using Ultrasound TechnologyerpublicationÎncă nu există evaluări
- Fabric Fact Sheet - RW61610 Daletec 7.5 OzDocument1 paginăFabric Fact Sheet - RW61610 Daletec 7.5 OzGermán José Ormeño CaychoÎncă nu există evaluări
- Scope of Technical TextilesDocument2 paginiScope of Technical Textiles09m008_159913639Încă nu există evaluări
- Carpet HandbookDocument59 paginiCarpet HandbookAghy Farid HidayatullahÎncă nu există evaluări
- Flexible Composite Materials: in Architecture, Construction and InteriorsDocument232 paginiFlexible Composite Materials: in Architecture, Construction and InteriorsKliment RadoevÎncă nu există evaluări
- SOPs For Textile MFG by M&SDocument47 paginiSOPs For Textile MFG by M&SMuhammad Imran78% (18)
- Texturized PET Yarn PropertiesDocument2 paginiTexturized PET Yarn PropertiesGauri PuranikÎncă nu există evaluări
- Shahi Exports Merchandising DepartmentDocument40 paginiShahi Exports Merchandising DepartmentShivPratapSingh63% (8)
- Seed Plants Are The Foundation of Human Diets Across The WorldDocument2 paginiSeed Plants Are The Foundation of Human Diets Across The WorldJessica PereiraÎncă nu există evaluări
- Plain Weave SamplesDocument10 paginiPlain Weave Samplesdineshkeswani100% (1)
- Topic 1 - Linen & Uniform Room: Chapter OutlineDocument68 paginiTopic 1 - Linen & Uniform Room: Chapter OutlineHuệ HânÎncă nu există evaluări
- Cork Fabric Craft Supplies GuideDocument29 paginiCork Fabric Craft Supplies GuidegabrielampÎncă nu există evaluări
- Textiles in Automotive EngineeringDocument42 paginiTextiles in Automotive Engineeringnagpal_aakash100% (12)
- As 2001.2.21-1989 Methods of Test For Textiles Physical Tests - Determination of Seam Opening Due To The ApplDocument2 paginiAs 2001.2.21-1989 Methods of Test For Textiles Physical Tests - Determination of Seam Opening Due To The ApplSAI Global - APACÎncă nu există evaluări
- Lecture 1.2 The Humanities in Western CivilizationDocument9 paginiLecture 1.2 The Humanities in Western CivilizationStanly TañajuraÎncă nu există evaluări
- Ijrar Issue 20544356Document4 paginiIjrar Issue 20544356Marija LabudovicÎncă nu există evaluări
- Chikankari Embroidery of Lucknow IIDocument25 paginiChikankari Embroidery of Lucknow IIDhanalakshmi ThiyagarajanÎncă nu există evaluări
- GrasimDocument10 paginiGrasimGaurav SinghÎncă nu există evaluări
- Delhi Fire Service FAQs guide on building fire safety rulesDocument13 paginiDelhi Fire Service FAQs guide on building fire safety rulesJothimanikkam SomasundaramÎncă nu există evaluări
- Laundry Services PDFDocument3 paginiLaundry Services PDFShubhangi SinghÎncă nu există evaluări
- 2 CompendiumDocument172 pagini2 CompendiumshivgyÎncă nu există evaluări
- Viking Women AprondressDocument94 paginiViking Women AprondressFlorenciaÎncă nu există evaluări
- Textile Exchange CFMB 2019 Fiber-Conversion-MethodologyDocument17 paginiTextile Exchange CFMB 2019 Fiber-Conversion-MethodologyPrashant PatilÎncă nu există evaluări
- Lesson 5 NewDocument28 paginiLesson 5 NewJoerita Ferando Nalinga100% (2)
- CV - of MD Shofiqul IslamDocument3 paginiCV - of MD Shofiqul IslamSaBbi RÎncă nu există evaluări
- Nanolignin Modified Linen Fabric As A Multifunctional ProductDocument9 paginiNanolignin Modified Linen Fabric As A Multifunctional ProductMichelle LÎncă nu există evaluări
- 2002PCDFCADocument78 pagini2002PCDFCATin NguyenÎncă nu există evaluări
- Esprit Supplier List 08 2020Document125 paginiEsprit Supplier List 08 2020Sams TabrizÎncă nu există evaluări
- Natural and man-made materials worksheetDocument20 paginiNatural and man-made materials worksheetKyo Toey0% (1)
- Avenido, Mae Ann v. HUM 103 Prelim AssignmentDocument2 paginiAvenido, Mae Ann v. HUM 103 Prelim AssignmentMae Ann AvenidoÎncă nu există evaluări
- Bulletproof Seduction: How to Be the Man That Women Really WantDe la EverandBulletproof Seduction: How to Be the Man That Women Really WantEvaluare: 4.5 din 5 stele4.5/5 (168)
- Famous Frocks: The Little Black Dress: Patterns for 20 Garment Inspired by Fashion IconsDe la EverandFamous Frocks: The Little Black Dress: Patterns for 20 Garment Inspired by Fashion IconsEvaluare: 4 din 5 stele4/5 (4)
- Crystal Basics: The Energetic, Healing, and Spiritual Power of 200 GemstonesDe la EverandCrystal Basics: The Energetic, Healing, and Spiritual Power of 200 GemstonesEvaluare: 5 din 5 stele5/5 (3)
- How Patterns Work: The Fundamental Principles of Pattern Making and Sewing in Fashion DesignDe la EverandHow Patterns Work: The Fundamental Principles of Pattern Making and Sewing in Fashion DesignEvaluare: 4 din 5 stele4/5 (17)
- Liberated Threads: Black Women, Style, and the Global Politics of SoulDe la EverandLiberated Threads: Black Women, Style, and the Global Politics of SoulEvaluare: 4 din 5 stele4/5 (1)
- Knitting for Anarchists: The What, Why and How of KnittingDe la EverandKnitting for Anarchists: The What, Why and How of KnittingEvaluare: 4 din 5 stele4/5 (51)
- The Basics of Corset Building: A Handbook for BeginnersDe la EverandThe Basics of Corset Building: A Handbook for BeginnersEvaluare: 4.5 din 5 stele4.5/5 (17)
- The Kingdom of Prep: The Inside Story of the Rise and (Near) Fall of J.CrewDe la EverandThe Kingdom of Prep: The Inside Story of the Rise and (Near) Fall of J.CrewEvaluare: 4.5 din 5 stele4.5/5 (25)
- How to Dress: Secret styling tips from a fashion insiderDe la EverandHow to Dress: Secret styling tips from a fashion insiderEvaluare: 4 din 5 stele4/5 (1)
- Playful Petals: Learn Simple, Fusible Appliqué • 18 Quilted Projects Made From PrecutsDe la EverandPlayful Petals: Learn Simple, Fusible Appliqué • 18 Quilted Projects Made From PrecutsEvaluare: 3.5 din 5 stele3.5/5 (3)
- DIY Updos, Knots, & Twists: Easy, Step-by-Step Styling Instructions for 35 Hairstyles—from Inverted Fishtails to Polished Ponytails!De la EverandDIY Updos, Knots, & Twists: Easy, Step-by-Step Styling Instructions for 35 Hairstyles—from Inverted Fishtails to Polished Ponytails!Evaluare: 3.5 din 5 stele3.5/5 (7)
- Fabric Manipulation: 150 Creative Sewing TechniquesDe la EverandFabric Manipulation: 150 Creative Sewing TechniquesEvaluare: 4.5 din 5 stele4.5/5 (13)
- My Crocheted Closet: 22 Styles for Every Day of the WeekDe la EverandMy Crocheted Closet: 22 Styles for Every Day of the WeekEvaluare: 4.5 din 5 stele4.5/5 (20)
- Crochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsDe la EverandCrochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsEvaluare: 4.5 din 5 stele4.5/5 (4)
- Metric Pattern Cutting for Women's WearDe la EverandMetric Pattern Cutting for Women's WearEvaluare: 4.5 din 5 stele4.5/5 (3)
- The Art of Perfumery, and Methods of Obtaining the Odors of Plants With Instructions for the Manufacture of Perfumes for the Handkerchief, Scented Powders, Odorous Vinegars, Dentifrices, Pomatums, Cosmetics, Perfumed Soap, Etc., to which is Added an Appendix on Preparing Artificial Fruit-Essences, Etc.De la EverandThe Art of Perfumery, and Methods of Obtaining the Odors of Plants With Instructions for the Manufacture of Perfumes for the Handkerchief, Scented Powders, Odorous Vinegars, Dentifrices, Pomatums, Cosmetics, Perfumed Soap, Etc., to which is Added an Appendix on Preparing Artificial Fruit-Essences, Etc.Încă nu există evaluări
- Creative Fashion Drawing: A complete guide to design and illustration stylesDe la EverandCreative Fashion Drawing: A complete guide to design and illustration stylesEvaluare: 4 din 5 stele4/5 (17)
- Necklines & Collars: A Directory of Design Details and TechniquesDe la EverandNecklines & Collars: A Directory of Design Details and TechniquesEvaluare: 3.5 din 5 stele3.5/5 (3)
- Easy-to-Do Beadwork: Jewelry, Flowers and Other ProjectsDe la EverandEasy-to-Do Beadwork: Jewelry, Flowers and Other ProjectsEvaluare: 4 din 5 stele4/5 (1)
- Joyful Mending: Beautiful Visible Repairs for the Things We LoveDe la EverandJoyful Mending: Beautiful Visible Repairs for the Things We LoveEvaluare: 5 din 5 stele5/5 (2)