S-ar putea să vă placă și
- PersuaderDocument61 paginiPersuadersinchicovichÎncă nu există evaluări
- Indicateur Clé de PerformanceDocument2 paginiIndicateur Clé de Performancesinchicovich100% (1)
- Les YaourtsDocument3 paginiLes Yaourtssinchicovich100% (2)
- QCM 3Document2 paginiQCM 3sinchicovich100% (1)
- 0054 Role Acheteur Dans Suplly ChainDocument56 pagini0054 Role Acheteur Dans Suplly Chainsouna200Încă nu există evaluări
- Formation - FAO Avec Catia - PerfectionnementDocument1 paginăFormation - FAO Avec Catia - PerfectionnementsinchicovichÎncă nu există evaluări
- Filali IsmailDocument1 paginăFilali IsmailsinchicovichÎncă nu există evaluări
- Cinématique Des Systèmes - Cinématique Des MécaniquesDocument16 paginiCinématique Des Systèmes - Cinématique Des Mécaniquessinchicovich100% (3)
- Les Systèmes Automatisés - TD 1 (Correction)Document14 paginiLes Systèmes Automatisés - TD 1 (Correction)sinchicovichÎncă nu există evaluări
- GSI Weak Rock Masses PDFDocument10 paginiGSI Weak Rock Masses PDFVictorVarelaCampusanoÎncă nu există evaluări
- Les Géotextiles en Géotechnique RoutièreDocument40 paginiLes Géotextiles en Géotechnique RoutièreHamza GeoÎncă nu există evaluări
- Fabrication D - Un Banc Hydro PDFDocument7 paginiFabrication D - Un Banc Hydro PDFKhalil Frikha100% (1)
- Portées BTPDocument96 paginiPortées BTPelamigosolitarioÎncă nu există evaluări
- Rapport Avarie Du Treuil Mai 2016 PDFDocument21 paginiRapport Avarie Du Treuil Mai 2016 PDFyassineÎncă nu există evaluări
- 00 CalculPlastiqueDocument83 pagini00 CalculPlastiquesaidwajdi100% (2)
- Traverse Poteau 2Document15 paginiTraverse Poteau 2Mouhi MouhaÎncă nu există evaluări
- Enoncé ExamDocument5 paginiEnoncé ExamAyoubÎncă nu există evaluări
- CHEBAP TRX Souterrains 9 Etancheite Des TunnelsDocument74 paginiCHEBAP TRX Souterrains 9 Etancheite Des Tunnelszahia_dÎncă nu există evaluări
- LubrificationDocument209 paginiLubrificationpinlioÎncă nu există evaluări
- Réalisation Des Plans de BA (Ferraillage - Coffrage) PDFDocument33 paginiRéalisation Des Plans de BA (Ferraillage - Coffrage) PDFBenz AidanÎncă nu există evaluări
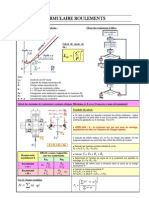
- RoulementsDocument1 paginăRoulementsissatkaÎncă nu există evaluări
- Poste de TravailDocument4 paginiPoste de TravailSamir SlamaÎncă nu există evaluări
- Normes Européennes Pour Chapes - NF - En.13.813.2003Document1 paginăNormes Européennes Pour Chapes - NF - En.13.813.2003Micheline CousinÎncă nu există evaluări
- JHGJJDocument22 paginiJHGJJعثمان البريشيÎncă nu există evaluări
- Durabilité Des Ouvrages en BétonDocument4 paginiDurabilité Des Ouvrages en BétonDonald AristorÎncă nu există evaluări
- Exo12 Corigé PDFDocument2 paginiExo12 Corigé PDFyouceftliÎncă nu există evaluări
- DT Guide Technique Inspection Tuyauteries ExploitationDocument32 paginiDT Guide Technique Inspection Tuyauteries ExploitationSalim100% (1)
- AFTES 147 (1998) - La Conception, Le Dimensionnement Et L'exécution Des Revêtements en Voussoirs Préfabriqués en Béton Armé Installés À L'arrière D'un Tunnelier (GT18R1F1)Document40 paginiAFTES 147 (1998) - La Conception, Le Dimensionnement Et L'exécution Des Revêtements en Voussoirs Préfabriqués en Béton Armé Installés À L'arrière D'un Tunnelier (GT18R1F1)_ARCUL_Încă nu există evaluări
- cor9ASmeca RDM TDDocument11 paginicor9ASmeca RDM TDNada TahiriÎncă nu există evaluări
- Copie de Dossier CCF Bac Pro Version 2006-2Document6 paginiCopie de Dossier CCF Bac Pro Version 2006-2Moulay M'hammed LoukiliÎncă nu există evaluări
- MementoDocument43 paginiMementoGana100% (1)
- Exercices RDM Cisaillement LvesDocument2 paginiExercices RDM Cisaillement Lveschinigami9083% (23)
- Essai DuriezDocument6 paginiEssai Duriezfareshassen199689% (9)
- Rapport PfaDocument13 paginiRapport PfaMajidaÎncă nu există evaluări
- Examen OptiqueDocument5 paginiExamen OptiqueHicham AbdelrhafourÎncă nu există evaluări
- NF P94Document3 paginiNF P94Seif15Încă nu există evaluări
- TPR Fibres CourtesDocument5 paginiTPR Fibres CourtesadriansinisaÎncă nu există evaluări
- Aretée MinesterialDocument12 paginiAretée MinesterialDjamel TouilÎncă nu există evaluări
- RDM2 Cours11Document23 paginiRDM2 Cours11mouanis saadÎncă nu există evaluări