S-ar putea să vă placă și
- Design and Analysis of Heat Exchangers GuideDocument43 paginiDesign and Analysis of Heat Exchangers GuideGabriel PachecoÎncă nu există evaluări
- Presentation On Heat ExchangersDocument54 paginiPresentation On Heat ExchangersNagendrababu Mahapatruni100% (1)
- Why A Shell and Tube Heat Exchanger?Document17 paginiWhy A Shell and Tube Heat Exchanger?Avishek KumarÎncă nu există evaluări
- Types of Distillation Columns ExplainedDocument12 paginiTypes of Distillation Columns ExplainedRey100% (3)
- HEAT EXCHANGERS MDocument143 paginiHEAT EXCHANGERS Mmujeebmehar67% (3)
- Sthe SSDocument43 paginiSthe SSNathanianÎncă nu există evaluări
- Heat ExchangersDocument71 paginiHeat Exchangersvenkeeku100% (2)
- Shell and Tube Heat Exchangers with Helical BafflesDocument46 paginiShell and Tube Heat Exchangers with Helical BafflesHemant ChavdaÎncă nu există evaluări
- Chapter One: Introdution To ProjectDocument21 paginiChapter One: Introdution To Projectabiy balkewÎncă nu există evaluări
- Heat Exchangers PrincipleDocument26 paginiHeat Exchangers PrincipleKavery YogarajahÎncă nu există evaluări
- Lect 3Document43 paginiLect 3Mahesh KumarÎncă nu există evaluări
- Basics of Double Pipe Heat Exchanger (Heat Transfer Slides)Document38 paginiBasics of Double Pipe Heat Exchanger (Heat Transfer Slides)Asad Imran Munawwar100% (2)
- Heat Exchanger PresentationDocument39 paginiHeat Exchanger PresentationZia UlmananÎncă nu există evaluări
- Sizing Shell and Tube Heat ExchangerDocument17 paginiSizing Shell and Tube Heat ExchangerCallum Biggs100% (3)
- Shell and Tube Heat ExchangersDocument27 paginiShell and Tube Heat Exchangersalibaba011Încă nu există evaluări
- Heat Transfer Analysis of Corrugated Plate Heat ExchangerDocument6 paginiHeat Transfer Analysis of Corrugated Plate Heat Exchangerpak1t0Încă nu există evaluări
- Hair Pin Heat Exchanger - BaherDocument11 paginiHair Pin Heat Exchanger - BahersbmmlaÎncă nu există evaluări
- Introduction To Heat Transfer and Heat ExchangersDocument335 paginiIntroduction To Heat Transfer and Heat Exchangersmohamed abd eldayem100% (2)
- Heat ExchangerDocument21 paginiHeat ExchangerArun Prakash NatesanÎncă nu există evaluări
- Heat ExchangerDocument27 paginiHeat ExchangerPRATIK P. BHOIR100% (1)
- FinFan Technical InfoDocument15 paginiFinFan Technical InfoRoozbeh PÎncă nu există evaluări
- Heat Exchanger BasicsDocument18 paginiHeat Exchanger BasicsJefferson WintersÎncă nu există evaluări
- How To Select Shell and Tube HEDocument10 paginiHow To Select Shell and Tube HEgigihpradana100% (1)
- Shell & Tube Heat Exchanger Design OptimizationDocument87 paginiShell & Tube Heat Exchanger Design OptimizationankitmundharaÎncă nu există evaluări
- Pressure Relief Device Inspection: Review of NBIC Part 2, Par. 2.5/ Jurisdictional IssuesDocument37 paginiPressure Relief Device Inspection: Review of NBIC Part 2, Par. 2.5/ Jurisdictional IssuesPham LanphuongÎncă nu există evaluări
- Heat Exchanger2009 Proposal#1Document318 paginiHeat Exchanger2009 Proposal#1HarryBouter100% (1)
- An Introduction: Column InternalsDocument4 paginiAn Introduction: Column InternalsSonu SinghÎncă nu există evaluări
- Troubleshooting Shell-And-Tube Heat ExchangersDocument2 paginiTroubleshooting Shell-And-Tube Heat ExchangersForcus onÎncă nu există evaluări
- Heat Exchanger Design2Document35 paginiHeat Exchanger Design2YunardiÎncă nu există evaluări
- Process Design of Shell and Tube Heat ExchangersDocument41 paginiProcess Design of Shell and Tube Heat Exchangersishita.brahmbhatt100% (1)
- Finned Tube Heat ExchangerDocument15 paginiFinned Tube Heat ExchangerAna Quintana0% (1)
- Heat ExchangersDocument84 paginiHeat Exchangersbkkumbhar100% (3)
- Heat Exchangers SeminarDocument15 paginiHeat Exchangers SeminarShivang Gupta100% (1)
- Select Heat Exchangers Based on Duty and ParametersDocument7 paginiSelect Heat Exchangers Based on Duty and ParametersKashaf TehreemÎncă nu există evaluări
- Heat ExchangerDocument20 paginiHeat ExchangerankitÎncă nu există evaluări
- Fin Tube Heat ExchangerDocument8 paginiFin Tube Heat ExchangerPrabhavJainÎncă nu există evaluări
- 418 Heat Ex ChangersDocument57 pagini418 Heat Ex ChangersRanjit_Prakash_653100% (1)
- 1 418 Heat ExchangersDocument58 pagini1 418 Heat ExchangersoperationmanagerÎncă nu există evaluări
- Plate Heat ExchangersDocument20 paginiPlate Heat ExchangersmishraenggÎncă nu există evaluări
- Chapter 3 Heat ExchangerDocument66 paginiChapter 3 Heat ExchangerramskokyÎncă nu există evaluări
- Plate and Frame Heat ExchangerDocument53 paginiPlate and Frame Heat ExchangerShivanand YadavÎncă nu există evaluări
- HEAT EXCHANGER FinalDocument64 paginiHEAT EXCHANGER Finaljoker princeÎncă nu există evaluări
- Double Pipe Heat ExchangerDocument23 paginiDouble Pipe Heat ExchangerYogiswara ParamatatyaÎncă nu există evaluări
- Heat ExchangersDocument44 paginiHeat Exchangersanthony tiensunÎncă nu există evaluări
- Heat Transfer Equipment Design and SelectionDocument24 paginiHeat Transfer Equipment Design and SelectionCynosure SkyÎncă nu există evaluări
- Internship report on finned tube heat exchangersDocument22 paginiInternship report on finned tube heat exchangersWorld Statistics AnalysisÎncă nu există evaluări
- Introduction To Heat Exchangers (HXS) : DR Rashid AliDocument36 paginiIntroduction To Heat Exchangers (HXS) : DR Rashid AliUsama IbrahimÎncă nu există evaluări
- Ped CB208 P8 1Document57 paginiPed CB208 P8 1Siddhant SoymonÎncă nu există evaluări
- Plate and Frame Heat ExchangerDocument53 paginiPlate and Frame Heat Exchangerdieuhien0210Încă nu există evaluări
- HEAT ExchangersDocument27 paginiHEAT ExchangersBeatriceÎncă nu există evaluări
- IIT Delhi Heat ExchangerDocument19 paginiIIT Delhi Heat ExchangersunilÎncă nu există evaluări
- Essential Guide to Heat ExchangersDocument71 paginiEssential Guide to Heat ExchangersYasaswi NathÎncă nu există evaluări
- Heat Exchanger Design (Theory)Document20 paginiHeat Exchanger Design (Theory)Iqra MubeenÎncă nu există evaluări
- Training Session4 - Heat Recovery Steam GeneratorsDocument34 paginiTraining Session4 - Heat Recovery Steam GeneratorsarianaseriÎncă nu există evaluări
- Shell and Tube Heat Exchanger DesignDocument27 paginiShell and Tube Heat Exchanger DesignAnkit ChandelkarÎncă nu există evaluări
- Selection of Heat Exchanger (Size and Weight, Type)Document3 paginiSelection of Heat Exchanger (Size and Weight, Type)Zati TarhiziÎncă nu există evaluări
- Fired HeatersDocument20 paginiFired HeatersCal100% (5)
- A Crisis of More Area Than The Required Heat Exchanging Surface AreaDocument28 paginiA Crisis of More Area Than The Required Heat Exchanging Surface Areaavula43100% (1)
- Heat Recovery Steam Generator 5Document29 paginiHeat Recovery Steam Generator 5Hitesh SinglaÎncă nu există evaluări
- Plate and Frame Heat ExchangerDocument53 paginiPlate and Frame Heat ExchangerMohammed BaquarÎncă nu există evaluări
- Introduction to Concrete ManufactureDocument89 paginiIntroduction to Concrete ManufactureSabharishMurali100% (6)
- Vapor Liquid Coexistence and Critical BehaviorDocument25 paginiVapor Liquid Coexistence and Critical BehaviorSabharish MuraliÎncă nu există evaluări
- M.S Thesis DefenseDocument46 paginiM.S Thesis DefenseSabharish MuraliÎncă nu există evaluări
- Refrigeration Basics and LNGDocument43 paginiRefrigeration Basics and LNGEnrico GambiniÎncă nu există evaluări
- StaticDocument7 paginiStatickirankumar9898Încă nu există evaluări
- Chapter 5 Gases PDFDocument49 paginiChapter 5 Gases PDFAbou WalidÎncă nu există evaluări
- Tek-Air Slab BrochureDocument5 paginiTek-Air Slab BrochureMiguel Egas LoorÎncă nu există evaluări
- Bending Machine Manual Instructions enDocument45 paginiBending Machine Manual Instructions enGunawanÎncă nu există evaluări
- Designing a sugarcane bud cutting machineDocument16 paginiDesigning a sugarcane bud cutting machineVenÎncă nu există evaluări
- Cmae Prop 3Document3 paginiCmae Prop 3Mithun Kumar SandaÎncă nu există evaluări
- Building Regs StdsDocument6 paginiBuilding Regs StdsRamon PachecoÎncă nu există evaluări
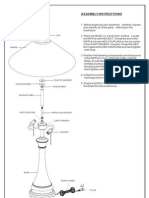
- Assembly Instructions: FinialDocument1 paginăAssembly Instructions: Finialdayshift5Încă nu există evaluări
- 1 Dimensional Details of Friction Slab and Crash Barrier ADocument3 pagini1 Dimensional Details of Friction Slab and Crash Barrier AAlok vermaÎncă nu există evaluări
- Computational Fluid Dynamics Modeling of High Compute Density Data Centers To Assure System Inlet Air SpecificationsDocument9 paginiComputational Fluid Dynamics Modeling of High Compute Density Data Centers To Assure System Inlet Air SpecificationsalkmindÎncă nu există evaluări
- Powerforce: Remanufactured EngineDocument2 paginiPowerforce: Remanufactured EngineMuhammad rizkiÎncă nu există evaluări
- Motori Asicroni MonofaseDocument3 paginiMotori Asicroni MonofasegianlucaÎncă nu există evaluări
- Design Criteria: Seismic Design For Buckling-Restrained Braced Frames Based On AISC 360-05 & AISC 341-05Document5 paginiDesign Criteria: Seismic Design For Buckling-Restrained Braced Frames Based On AISC 360-05 & AISC 341-05Rahil QureshiÎncă nu există evaluări
- NFPA 87 RP For Fluid Heaters (Presentation) PDFDocument56 paginiNFPA 87 RP For Fluid Heaters (Presentation) PDFtxagus100% (2)
- Piping Design ManualDocument155 paginiPiping Design Manualnick10686100% (1)
- 4F27E (Ford Focus) & MAZDA FN4A-EL: 4 SPEED FWD (Full Electronic Control)Document4 pagini4F27E (Ford Focus) & MAZDA FN4A-EL: 4 SPEED FWD (Full Electronic Control)EmersonÎncă nu există evaluări
- Eldro Thruster Brake CatalougeDocument11 paginiEldro Thruster Brake CatalougeAlphaÎncă nu există evaluări
- Boiler safety valves and controlsDocument2 paginiBoiler safety valves and controlsripalÎncă nu există evaluări
- Honda V45 V65 Sabre & Magna (VF700, VF750, VF1100 V-Fours) Shop ManualDocument183 paginiHonda V45 V65 Sabre & Magna (VF700, VF750, VF1100 V-Fours) Shop ManualReinier71% (7)
- Ready Made Lesson PlanDocument5 paginiReady Made Lesson Planpatrickkaye100% (2)
- Fishing Tools Services Catalog SchlumbergerDocument39 paginiFishing Tools Services Catalog Schlumbergeralvaro_massimoÎncă nu există evaluări
- CNC Rotary Table GuideDocument84 paginiCNC Rotary Table Guidejavier medinaÎncă nu există evaluări
- Omega KSB PumpDocument94 paginiOmega KSB PumpSơn Bùi DuyÎncă nu există evaluări
- Rak Therm - CatalogueDocument52 paginiRak Therm - CatalogueHussainhabeebi100% (1)
- 3512B - 1600kvaDocument6 pagini3512B - 1600kvavicblanÎncă nu există evaluări
- Filtro Autolimpiante Af 113 MahleDocument6 paginiFiltro Autolimpiante Af 113 MahleHIDRAFLUIDÎncă nu există evaluări
- CNC MachinesDocument21 paginiCNC MachinesAbhijit NaikÎncă nu există evaluări
- Plano Hidraulico D11T PDFDocument2 paginiPlano Hidraulico D11T PDFBrando ZapanaÎncă nu există evaluări
- Proposal Automatic Carwashing in PakistanDocument16 paginiProposal Automatic Carwashing in PakistanMuhammad Azhar ZamanÎncă nu există evaluări
- DC Stock ListDocument7 paginiDC Stock ListNasrul AdliÎncă nu există evaluări