S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Chains SlingsDocument6 paginiChains SlingsmmkattaÎncă nu există evaluări
- Ammn 2Document4 paginiAmmn 2mmkattaÎncă nu există evaluări
- Welded JointsDocument17 paginiWelded JointsmmkattaÎncă nu există evaluări
- Standard Motor CatalogDocument140 paginiStandard Motor CatalogStrato VariusÎncă nu există evaluări
- A Short Introduction To Operating SystemsDocument140 paginiA Short Introduction To Operating SystemsJayne WojtasikÎncă nu există evaluări
- Principles of The Effective TeamworkDocument11 paginiPrinciples of The Effective TeamworkmmkattaÎncă nu există evaluări
- Flux CoredDocument21 paginiFlux CoredmmkattaÎncă nu există evaluări
- Introduction 2 ComputersDocument42 paginiIntroduction 2 ComputersDILIPÎncă nu există evaluări
- E-Series Welding Transformers GuideDocument23 paginiE-Series Welding Transformers GuidemmkattaÎncă nu există evaluări
- Hidraulicni Simboli AtosDocument0 paginiHidraulicni Simboli Atosanta77Încă nu există evaluări
- Ut of Austenitic WeldsDocument46 paginiUt of Austenitic Weldslinhcdt3100% (1)
- Aws F3.1Document26 paginiAws F3.1mmkattaÎncă nu există evaluări
- 1239 Part2Document31 pagini1239 Part2mmkattaÎncă nu există evaluări
- FLENDERDocument79 paginiFLENDERekin100% (4)
- Is - 919-Part 2Document46 paginiIs - 919-Part 2mmkattaÎncă nu există evaluări
- 813Document29 pagini813mmkattaÎncă nu există evaluări
- 282Document18 pagini282mmkattaÎncă nu există evaluări
- 638Document13 pagini638mmkattaÎncă nu există evaluări
- Indian Standard: Codeofpracticefor Designloads (Otherthanearthquake) For BdildingsandstructuresDocument19 paginiIndian Standard: Codeofpracticefor Designloads (Otherthanearthquake) For BdildingsandstructuresJignesh TrivediÎncă nu există evaluări
- Is 513 StandardsDocument18 paginiIs 513 StandardsEr Abhijeet Kamble0% (1)
- Hidraulicni Simboli AtosDocument0 paginiHidraulicni Simboli Atosanta77Încă nu există evaluări
- Clean Oil GuideDocument36 paginiClean Oil GuidesppramÎncă nu există evaluări
- Jacket Launching - 03.10.2004Document33 paginiJacket Launching - 03.10.2004mmkattaÎncă nu există evaluări
- Gratings CatalogDocument33 paginiGratings CatalogLupul50Încă nu există evaluări
- HT SPGDocument118 paginiHT SPGmmkattaÎncă nu există evaluări
- Hydrogen CrackingDocument26 paginiHydrogen CrackingmmkattaÎncă nu există evaluări
- XRFDocument66 paginiXRFmmkattaÎncă nu există evaluări
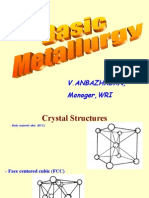
- V.Anbazhagan, Manager, WRIDocument56 paginiV.Anbazhagan, Manager, WRImmkattaÎncă nu există evaluări
- Basic Met - Va HPCL - 11 07 05Document63 paginiBasic Met - Va HPCL - 11 07 05mmkattaÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Omnidirectional Guided Wave Inspection of Large Metallic Plate Structures Using An EMAT ArrayDocument13 paginiOmnidirectional Guided Wave Inspection of Large Metallic Plate Structures Using An EMAT ArraySiddharth ShankarÎncă nu există evaluări
- UTT QuizDocument12 paginiUTT Quiznathaniel ekaikoÎncă nu există evaluări
- 2020 NDT&E NivedDocument12 pagini2020 NDT&E NivedKrishnan BalasubramanianÎncă nu există evaluări
- UTDocument79 paginiUTkumargpalani100% (1)
- Non-Destructive Testing and Repair of PipelinesDocument444 paginiNon-Destructive Testing and Repair of Pipelinesimafish100% (1)
- Blast Induced Damage Rock Mass UndergroundDocument7 paginiBlast Induced Damage Rock Mass UndergroundRaghavÎncă nu există evaluări
- Basic Principles of Ultrasonic TestingDocument73 paginiBasic Principles of Ultrasonic TestingAhmed Adel100% (2)
- Portable Ultrasonic Flow Measurement of Gas in Hazardous AreasDocument30 paginiPortable Ultrasonic Flow Measurement of Gas in Hazardous AreasrudrakrÎncă nu există evaluări
- Ut TwiDocument99 paginiUt TwiHao TranÎncă nu există evaluări
- Ipc - 87663 - Inline-Inspection Crack Detection For Gas Pipelines Using A NovelDocument6 paginiIpc - 87663 - Inline-Inspection Crack Detection For Gas Pipelines Using A NovelOswaldo MontenegroÎncă nu există evaluări
- Ref 43Document10 paginiRef 43Tahir AbbasÎncă nu există evaluări
- Experimental and Numerical Analysis of A Transducer For The Generation of Guided WavesDocument9 paginiExperimental and Numerical Analysis of A Transducer For The Generation of Guided Wavesdavood abbasiÎncă nu există evaluări
- Lamb WavesDocument9 paginiLamb Wavesvandamme789Încă nu există evaluări
- Chapter 2. Blasting Effects and Their ControlDocument14 paginiChapter 2. Blasting Effects and Their ControlLuis Iparraguirre Tandaypan100% (1)
- ASNT Level III Study Guide Ultrasonic Method PDFDocument96 paginiASNT Level III Study Guide Ultrasonic Method PDFKhanh Bui100% (19)
- 8.1 ASNT Ultrasonic Testing Level - II Questions and AnswersDocument6 pagini8.1 ASNT Ultrasonic Testing Level - II Questions and AnswersGururaja G86% (21)
- Electroseismic Waves From Acoustic Source in A Fluid-Filled BoreholeDocument6 paginiElectroseismic Waves From Acoustic Source in A Fluid-Filled BoreholeUmed Abd-alsatarÎncă nu există evaluări
- Ut Q&a 1-2Document40 paginiUt Q&a 1-2wmp8611024213100% (2)
- Guided Wave and WeldingDocument44 paginiGuided Wave and Weldingharoub_nas100% (1)
- LatihanDocument18 paginiLatihanAhmad DulfiÎncă nu există evaluări
- Ut Lavender QuestionDocument27 paginiUt Lavender QuestionbirthinonceÎncă nu există evaluări
- Sohn, Hoon Et Al - 2007 - Combination of A Time Reversal Process and A Consecutiv Outlier Analysis ForDocument13 paginiSohn, Hoon Et Al - 2007 - Combination of A Time Reversal Process and A Consecutiv Outlier Analysis Forxiaohui sunÎncă nu există evaluări
- Detecting Corrosion with Piezoelectric SensorsDocument12 paginiDetecting Corrosion with Piezoelectric Sensorsamirreza_eng3411Încă nu există evaluări
- 5.1 Seismic Waves TheoryDocument50 pagini5.1 Seismic Waves TheoryAFRIADMA AULIA PERDANAÎncă nu există evaluări
- Ultrasonics DemoDocument315 paginiUltrasonics Demozubairsarwar912100% (1)
- (M - Madaway) - Principles of Seismic Data InterpretationDocument45 pagini(M - Madaway) - Principles of Seismic Data InterpretationAl MartinÎncă nu există evaluări
- Earthquake Resistant Design of Structures - NodrmDocument646 paginiEarthquake Resistant Design of Structures - NodrmSujay100% (3)
- ASNT Level I II III UTDocument63 paginiASNT Level I II III UTLudmila Carballal100% (3)
- (ASME Sec V Article 4 & 5) : UT - Ultrasonic TestingDocument31 pagini(ASME Sec V Article 4 & 5) : UT - Ultrasonic Testingvijay vickyÎncă nu există evaluări