S-ar putea să vă placă și
- Practical Guide To Production Planning & Control [Revised Edition]De la EverandPractical Guide To Production Planning & Control [Revised Edition]Evaluare: 1 din 5 stele1/5 (1)
- Master Scheduling: A Practical Guide to Competitive ManufacturingDe la EverandMaster Scheduling: A Practical Guide to Competitive ManufacturingÎncă nu există evaluări
- Manufacturing Planning ControlDocument59 paginiManufacturing Planning ControlLittle NestleÎncă nu există evaluări
- Master Production SchedulingDocument19 paginiMaster Production Schedulingnatrix029Încă nu există evaluări
- Material Management 2 (B)Document30 paginiMaterial Management 2 (B)Asad AliÎncă nu există evaluări
- 10th 11th Master SchedulingDocument6 pagini10th 11th Master SchedulingFatima AlemanÎncă nu există evaluări
- MPS Master Production ScheduleDocument17 paginiMPS Master Production ScheduleRuthyJNochesÎncă nu există evaluări
- Pertemuan 9 PPCDocument36 paginiPertemuan 9 PPCheridocÎncă nu există evaluări
- CPIM Master Planning of Resources Prep UpdatedDocument10 paginiCPIM Master Planning of Resources Prep Updatedcarolina_ikeÎncă nu există evaluări
- Introduction To PP Sys, Lecture-6Document15 paginiIntroduction To PP Sys, Lecture-6Ahmed ButtÎncă nu există evaluări
- OpsDocument32 paginiOpsShivani SaxenaÎncă nu există evaluări
- Chap007 v16Document80 paginiChap007 v16abhishek jainÎncă nu există evaluări
- MRP and ERPzxcDocument89 paginiMRP and ERPzxcGerald De Leon MagsinoÎncă nu există evaluări
- MPC BlockdiagramDocument15 paginiMPC BlockdiagramKalpesh BardeÎncă nu există evaluări
- Capacity PlanningDocument46 paginiCapacity PlanningNikunj LoyaÎncă nu există evaluări
- AP N MPS - FinalDocument40 paginiAP N MPS - FinalKunwar RaviÎncă nu există evaluări
- Bahan Ajar SCM 05Document18 paginiBahan Ajar SCM 05Budy AriyantoÎncă nu există evaluări
- Material Requirement PlanningDocument5 paginiMaterial Requirement PlanningJommel GonzalesÎncă nu există evaluări
- Chapter 06Document42 paginiChapter 06razi haiderÎncă nu există evaluări
- Supply Management, MRP 1 & Just-In-TimeDocument24 paginiSupply Management, MRP 1 & Just-In-TimeRittu ChawlaÎncă nu există evaluări
- MRP 1&2Document8 paginiMRP 1&2Danish HusainÎncă nu există evaluări
- Cpim EcoDocument78 paginiCpim EcoTerrelÎncă nu există evaluări
- Flashcards APICSDocument14 paginiFlashcards APICSSagar ShahÎncă nu există evaluări
- Master Production ScheduleDocument30 paginiMaster Production ScheduleRoland KouameÎncă nu există evaluări
- Master Production Schedule TechniqueDocument16 paginiMaster Production Schedule TechniqueSathiya Moorthy100% (1)
- Supply Management, MRP 1 & Just-In-TimeDocument24 paginiSupply Management, MRP 1 & Just-In-TimetahirzziaÎncă nu există evaluări
- 310 CH 6Document24 pagini310 CH 6Ashok SharmaÎncă nu există evaluări
- Mrp-Erp-Om: 2-508-97 Production and Operations ManagementDocument41 paginiMrp-Erp-Om: 2-508-97 Production and Operations ManagementRogil Jacob DanielÎncă nu există evaluări
- Chapter 3-Master SchedulingDocument54 paginiChapter 3-Master SchedulingVatsal PatelÎncă nu există evaluări
- Production Planning and Control Methods, Aggregate Planning, Capacity Planing, SchedulingDocument51 paginiProduction Planning and Control Methods, Aggregate Planning, Capacity Planing, SchedulingkapilmantriÎncă nu există evaluări
- Material Requirements Planning & ERP PPT at BEC DOMSDocument44 paginiMaterial Requirements Planning & ERP PPT at BEC DOMSBabasab Patil (Karrisatte)Încă nu există evaluări
- Material and Capacity Requirements Planning (MRP and CRP) Part - 2Document14 paginiMaterial and Capacity Requirements Planning (MRP and CRP) Part - 2Dr. Mahmoud Abbas Mahmoud Al-NaimiÎncă nu există evaluări
- School of EngineeringDocument11 paginiSchool of EngineeringJoyce ChoyÎncă nu există evaluări
- Lecture Notes of Unit - 5Document39 paginiLecture Notes of Unit - 5Anshu Kumar SrivastavaÎncă nu există evaluări
- Chapter 14 - : Planning (MRP and ERP)Document31 paginiChapter 14 - : Planning (MRP and ERP)Arnab GhoshÎncă nu există evaluări
- Chap 6 - Resource Planning Systems PDFDocument25 paginiChap 6 - Resource Planning Systems PDFNhi HoàiÎncă nu există evaluări
- MPCDocument17 paginiMPCChong Khai LinÎncă nu există evaluări
- SAP PP More QuestionsDocument17 paginiSAP PP More QuestionsKiranUndeÎncă nu există evaluări
- MRP and Aggregate PlanningDocument108 paginiMRP and Aggregate PlanningMayank67% (3)
- MasterProdSchedulingDocument33 paginiMasterProdSchedulingShubhrajeet PradhanÎncă nu există evaluări
- 01 Introduction OPSC or MPC SystemDocument31 pagini01 Introduction OPSC or MPC SystemPrincess Marshalee FosterÎncă nu există evaluări
- CH 18 MRPDocument37 paginiCH 18 MRPEric F. IrawanÎncă nu există evaluări
- MRP Assignment PraveenDocument9 paginiMRP Assignment PraveenPraveen MishraÎncă nu există evaluări
- Chap001-Intro MPC FrameworkDocument17 paginiChap001-Intro MPC FrameworkPriambodo AriewibowoÎncă nu există evaluări
- Chapter 9 - Production PlanningDocument30 paginiChapter 9 - Production PlanningJohn TuahÎncă nu există evaluări
- Principles of Supply Chain Management: A Balanced Approach: Prepared by Daniel A. Glaser-Segura, PHDDocument29 paginiPrinciples of Supply Chain Management: A Balanced Approach: Prepared by Daniel A. Glaser-Segura, PHDWasif MuhammadÎncă nu există evaluări
- SAP PP OverviewDocument45 paginiSAP PP OverviewNikhil Wani100% (1)
- SOP and LTPDocument10 paginiSOP and LTPVijaya Bhasker JÎncă nu există evaluări
- 06 PPCDocument75 pagini06 PPCizharkhan12345Încă nu există evaluări
- Que: State The Basis & Meaning of MPS. Explain in Brief Role of MPS in MRP. AnsDocument6 paginiQue: State The Basis & Meaning of MPS. Explain in Brief Role of MPS in MRP. Ansswaonildypims_861697Încă nu există evaluări
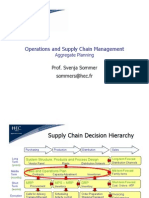
- Operations and Supply Chain Management: Prof. Svenja Sommer Sommers@Document22 paginiOperations and Supply Chain Management: Prof. Svenja Sommer Sommers@michmich1245Încă nu există evaluări
- Master Prod SchedulingDocument30 paginiMaster Prod SchedulingShivangi ChouhanÎncă nu există evaluări
- PP Training Presentation M&MDocument49 paginiPP Training Presentation M&MNikhil WaniÎncă nu există evaluări
- Chapter 6 Master Production SchedulingDocument29 paginiChapter 6 Master Production SchedulingHarshad_SÎncă nu există evaluări
- Computer Aided Computer Aided Production Production Planning and Planning and Control Control (Lecture #11) (Lecture #11)Document43 paginiComputer Aided Computer Aided Production Production Planning and Planning and Control Control (Lecture #11) (Lecture #11)Sreedhar PugalendhiÎncă nu există evaluări
- PLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsDe la EverandPLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsÎncă nu există evaluări
- Configuration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingDe la EverandConfiguration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingÎncă nu există evaluări
- Lelang AsistenDocument8 paginiLelang AsistenPriambodo AriewibowoÎncă nu există evaluări
- BerhatiahDocument6 paginiBerhatiahPriambodo Ariewibowo20% (5)
- Laporan Praktikum Laboratorium Teknik Material I Modul A Uji TarikDocument2 paginiLaporan Praktikum Laboratorium Teknik Material I Modul A Uji TarikPriambodo AriewibowoÎncă nu există evaluări
- Design For ManufactureDocument14 paginiDesign For ManufacturePriambodo AriewibowoÎncă nu există evaluări
- Solution: 1. Michael TraciDocument2 paginiSolution: 1. Michael TraciPriambodo AriewibowoÎncă nu există evaluări
- Solution: 3. Murphy MotorsDocument5 paginiSolution: 3. Murphy MotorsPriambodo AriewibowoÎncă nu există evaluări
- Solution: 2. Historical DemandDocument8 paginiSolution: 2. Historical DemandPriambodo AriewibowoÎncă nu există evaluări
- Manufacturing Planning and Control: MPC 6 Edition Chapter 6aDocument19 paginiManufacturing Planning and Control: MPC 6 Edition Chapter 6aPriambodo AriewibowoÎncă nu există evaluări
- Demand ManagementDocument28 paginiDemand ManagementPriambodo AriewibowoÎncă nu există evaluări
- Chapter 1A Solution: D D D D D D D D DDocument1 paginăChapter 1A Solution: D D D D D D D D DPriambodo AriewibowoÎncă nu există evaluări
- Qasidah GhawtsiyyahDocument4 paginiQasidah GhawtsiyyahPriambodo AriewibowoÎncă nu există evaluări
- Chapter 1. Manufacturing Planning and Control (MPC) - The Context of MPCDocument3 paginiChapter 1. Manufacturing Planning and Control (MPC) - The Context of MPCPriambodo AriewibowoÎncă nu există evaluări
- Chap001-Intro MPC FrameworkDocument17 paginiChap001-Intro MPC FrameworkPriambodo AriewibowoÎncă nu există evaluări
- Sales and Operations Planning: Homework Problems: 1,2,3,4,5,10,11,18Document21 paginiSales and Operations Planning: Homework Problems: 1,2,3,4,5,10,11,18Priambodo AriewibowoÎncă nu există evaluări
- Solution: Elm Co. Sales and Operations Planning SpreadsheetDocument11 paginiSolution: Elm Co. Sales and Operations Planning SpreadsheetPriambodo Ariewibowo50% (2)
- Supply Chain DynamicsDocument48 paginiSupply Chain Dynamicsvinny vaswaniÎncă nu există evaluări
- QM With SAPDocument64 paginiQM With SAPdoriangray661Încă nu există evaluări
- A Review On Corrective Action and Preventive Action (CAPA)Document6 paginiA Review On Corrective Action and Preventive Action (CAPA)Abhishek RajÎncă nu există evaluări
- Using Value Stream Mapping ToDocument12 paginiUsing Value Stream Mapping ToAlexanderHFFÎncă nu există evaluări
- Operations Management - Nature & Scope of Operations & Operations Strategy, 2010, SIMSRDocument82 paginiOperations Management - Nature & Scope of Operations & Operations Strategy, 2010, SIMSRAshwini Jha100% (2)
- Nissan Green Purchasing Guideline e PDFDocument22 paginiNissan Green Purchasing Guideline e PDFBelialShaunÎncă nu există evaluări
- Lean Six Sigma Voice of Customer TemplateDocument7 paginiLean Six Sigma Voice of Customer TemplateSteven Bonacorsi50% (4)
- Centre Name & Number Date of Sample Eq06-01 Eqa Sampling PlannerDocument6 paginiCentre Name & Number Date of Sample Eq06-01 Eqa Sampling PlannerRajaÎncă nu există evaluări
- Distinguish Between Production Management and Operation Management. What Is Production Management?Document17 paginiDistinguish Between Production Management and Operation Management. What Is Production Management?Desu mekonnenÎncă nu există evaluări
- Master GM AuditDocument35 paginiMaster GM Auditdada kolekarÎncă nu există evaluări
- CH 6 Quality ManagementDocument44 paginiCH 6 Quality ManagementYaredÎncă nu există evaluări
- Inventory Management: Answers To QuestionsDocument9 paginiInventory Management: Answers To Questionsjinu220Încă nu există evaluări
- Job Order CostingDocument32 paginiJob Order CostingSetia NurulÎncă nu există evaluări
- Annexure IiDocument8 paginiAnnexure IirsureshyadavÎncă nu există evaluări
- Group TechnologyDocument30 paginiGroup TechnologyPadmavathi Putra Lokesh100% (1)
- Lean Manufacturing..Document22 paginiLean Manufacturing..Ajita TrivediÎncă nu există evaluări
- CPIM 2022 Part 1 Module 3Document174 paginiCPIM 2022 Part 1 Module 3Danilo FreitasÎncă nu există evaluări
- 1114-Article Text-1759-1-10-20190318 PDFDocument10 pagini1114-Article Text-1759-1-10-20190318 PDFSiti Dhetia AgustianiÎncă nu există evaluări
- PSV Presentation PDFDocument43 paginiPSV Presentation PDFmani2cronyÎncă nu există evaluări
- Assessing Lean 5s As Industrial Laboratory Culture Change Utilizing The Adkar Model and The Pdsa Concept For A Sustainable 5s SystemDocument19 paginiAssessing Lean 5s As Industrial Laboratory Culture Change Utilizing The Adkar Model and The Pdsa Concept For A Sustainable 5s SystemDũng PhanÎncă nu există evaluări
- Testing by Production Staff - GMP Interpretation NoteDocument2 paginiTesting by Production Staff - GMP Interpretation Noteswapnil_ballalÎncă nu există evaluări
- Question Set No 1Document50 paginiQuestion Set No 1Rajeev Vashista100% (1)
- ABC Oh CostsDocument27 paginiABC Oh CostsArmstrong Arlo MaiÎncă nu există evaluări
- Iso 9001-2008Document15 paginiIso 9001-2008admincostraÎncă nu există evaluări
- Module 6 Differential CostingDocument35 paginiModule 6 Differential CostingRarajÎncă nu există evaluări
- Plastics Engineering NewDocument4 paginiPlastics Engineering NewyogolainÎncă nu există evaluări
- Barilla SPADocument11 paginiBarilla SPARanken Kumwenda100% (1)
- Functions and Roles in Operations Management: Foundations of OMDocument1 paginăFunctions and Roles in Operations Management: Foundations of OMKristine Mae SampuangÎncă nu există evaluări
- The Long and Winding RoadDocument23 paginiThe Long and Winding Roadjuancar2_88Încă nu există evaluări
- TpsDocument35 paginiTpsmtqmankitÎncă nu există evaluări
![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-1-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)