S-ar putea să vă placă și
- Industrial radiography A Complete Guide - 2019 EditionDe la EverandIndustrial radiography A Complete Guide - 2019 EditionÎncă nu există evaluări
- SSPC PA-2 Dry Film ThicknessDocument8 paginiSSPC PA-2 Dry Film ThicknessMichael AlbuquerqueÎncă nu există evaluări
- Measuring Coatings on SteelDocument5 paginiMeasuring Coatings on SteelShahril ZainulÎncă nu există evaluări
- Profile Measurement WebinarDocument39 paginiProfile Measurement WebinarAlex CarreraÎncă nu există evaluări
- Painting DFT Rules-SSPC-PA-2Document16 paginiPainting DFT Rules-SSPC-PA-2Michael AlbuquerqueÎncă nu există evaluări
- SSPC Guide 16 PDFDocument15 paginiSSPC Guide 16 PDFkishorekumar.animu100% (1)
- ASTM D 714 - 87 r00Document6 paginiASTM D 714 - 87 r00Abi PutraÎncă nu există evaluări
- QADocument21 paginiQAms rooÎncă nu există evaluări
- Mil DTL 24441 - 35aDocument4 paginiMil DTL 24441 - 35aSinghalukKlumsatianÎncă nu există evaluări
- Astm D4228 05R17Document3 paginiAstm D4228 05R17Johana Rivadeneira100% (1)
- Using SSPC Coating Material Standards 1Document18 paginiUsing SSPC Coating Material Standards 1achusanachu100% (1)
- D6677Document2 paginiD6677Robby DíazÎncă nu există evaluări
- ASTM G14 - 04 (Reapproved 2010)Document6 paginiASTM G14 - 04 (Reapproved 2010)Sofia YuliÎncă nu există evaluări
- SSPC - Paint 41 PDFDocument5 paginiSSPC - Paint 41 PDFIvanSanchez100% (1)
- Nondestructive Measurement of Dry Film Thickness of Applied Organic Coatings Using An Ultrasonic GageDocument4 paginiNondestructive Measurement of Dry Film Thickness of Applied Organic Coatings Using An Ultrasonic GageAdrian OrtizÎncă nu există evaluări
- Peer Review Question & Tips Essay 1Document2 paginiPeer Review Question & Tips Essay 1andrew.freeman1231272Încă nu există evaluări
- Measurements of Dry Film Coating Thickness On SteelDocument2 paginiMeasurements of Dry Film Coating Thickness On SteelKrizia Meiahn Catalon100% (1)
- Quality Control of Industrial Painting Operations: William D. Corbett KTA-Tator, IncDocument61 paginiQuality Control of Industrial Painting Operations: William D. Corbett KTA-Tator, IncKis GáborÎncă nu există evaluări
- Painting STDSDocument4 paginiPainting STDSAshok KsÎncă nu există evaluări
- Sspc-Pa 16-2012 PDFDocument2 paginiSspc-Pa 16-2012 PDFRaul Sebastiam100% (2)
- Surface Preparation Standard No. 1: SSPC: The Society For Protective Coatings Solvent CleaningDocument2 paginiSurface Preparation Standard No. 1: SSPC: The Society For Protective Coatings Solvent CleaningKrishna VachaÎncă nu există evaluări
- Flash Rust Formed After WaterjettingDocument12 paginiFlash Rust Formed After WaterjettingPedro Michell Rodriguez PerezÎncă nu există evaluări
- Surface Preparation Standards - ComparasionDocument4 paginiSurface Preparation Standards - ComparasiontaiÎncă nu există evaluări
- Coating International StandardsDocument2 paginiCoating International StandardsAhmed AliÎncă nu există evaluări
- Penguard Special: Technical Data SheetDocument5 paginiPenguard Special: Technical Data SheetajuhaseenÎncă nu există evaluări
- Structural Steel Painting DFT Inspection Record (Beams) : Readings ( )Document5 paginiStructural Steel Painting DFT Inspection Record (Beams) : Readings ( )Amer Y KÎncă nu există evaluări
- Powder Coating TrainingDocument22 paginiPowder Coating Trainingakash.vd.1603Încă nu există evaluări
- Sheet Pile Wall: A Presentation OnDocument22 paginiSheet Pile Wall: A Presentation OnRajaÎncă nu există evaluări
- Replica Tape Unlocking Hidden InformationDocument17 paginiReplica Tape Unlocking Hidden InformationTrịnh Minh KhoaÎncă nu există evaluări
- Surface Preparation Repair May 2020Document6 paginiSurface Preparation Repair May 2020Mel AnieÎncă nu există evaluări
- Dolly TestDocument1 paginăDolly TestmaheshÎncă nu există evaluări
- CIP Work Experience FINALDocument2 paginiCIP Work Experience FINALDeepak YadavÎncă nu există evaluări
- Sigmacover 410Document4 paginiSigmacover 410gstketutÎncă nu există evaluări
- Coating As An Ideal Prevention For Corrosion in Manufacture and Infrastructure IndustryDocument43 paginiCoating As An Ideal Prevention For Corrosion in Manufacture and Infrastructure IndustryLarasanto Larasanto100% (1)
- SP 18 Thoro Spot & Sweep 12-30-20Document7 paginiSP 18 Thoro Spot & Sweep 12-30-20Donzt Dontz FaujiÎncă nu există evaluări
- SUBJECT: Corrossion Problems Associated With Stainless Steel 4-1Document11 paginiSUBJECT: Corrossion Problems Associated With Stainless Steel 4-1Mufleh IdrisÎncă nu există evaluări
- Surface Preparation StandardsDocument3 paginiSurface Preparation StandardsReyhand SaveroÎncă nu există evaluări
- Astm D714Document5 paginiAstm D714Boris AguilarÎncă nu există evaluări
- Adhesion Testing MethodDocument3 paginiAdhesion Testing MethodMohd Effiezool YaserÎncă nu există evaluări
- Inspection Thermal Spray WebinarDocument29 paginiInspection Thermal Spray WebinarShriya Soni100% (1)
- Marathon XHBDocument4 paginiMarathon XHBeskim00Încă nu există evaluări
- Inspection Check List 2Document34 paginiInspection Check List 2r.devendranÎncă nu există evaluări
- Vdocuments - MX Elcometer Fitz Atlas 2 of Coating DefectsDocument1 paginăVdocuments - MX Elcometer Fitz Atlas 2 of Coating DefectsEdgarDavidDiazCamposÎncă nu există evaluări
- Nace Cip Level 3 Qtpcqtpcqapdfnace Cip Level 3pdfpdf FilenaceDocument2 paginiNace Cip Level 3 Qtpcqtpcqapdfnace Cip Level 3pdfpdf FilenaceNimish Pavan100% (1)
- Dry Abrasive Blast Cleaning StandardsDocument15 paginiDry Abrasive Blast Cleaning StandardsDanica SekulicÎncă nu există evaluări
- 3830 Corrodere Diploma Brochure 0317 v2Document7 pagini3830 Corrodere Diploma Brochure 0317 v2Gabriel PanaÎncă nu există evaluări
- 4516 TTI Coating Inspector Transition 0317.2Document4 pagini4516 TTI Coating Inspector Transition 0317.2Mohamed NouzerÎncă nu există evaluări
- Coating Specification: 1. ScopeDocument4 paginiCoating Specification: 1. ScopeThaiminh Vo100% (2)
- Paint For SteelDocument11 paginiPaint For SteelSaud PathiranaÎncă nu există evaluări
- 5 Things Surface Prep 1Document40 pagini5 Things Surface Prep 1Jesus De la RosaÎncă nu există evaluări
- ESD Flooring Audit ReportDocument11 paginiESD Flooring Audit Reportlaiju cs100% (1)
- Painting Inspector: Passbooks Study GuideDe la EverandPainting Inspector: Passbooks Study GuideÎncă nu există evaluări
- Corrosion Failures: Theory, Case Studies, and SolutionsDe la EverandCorrosion Failures: Theory, Case Studies, and SolutionsÎncă nu există evaluări
- Sspc-Pa 2 Procedure For Determining Conformance To Dry Coating Thickness RequirementsDocument52 paginiSspc-Pa 2 Procedure For Determining Conformance To Dry Coating Thickness RequirementsElvisÎncă nu există evaluări
- Measuring Coating Thickness with Magnetic GagesDocument51 paginiMeasuring Coating Thickness with Magnetic GagesMohamed NouzerÎncă nu există evaluări
- Complying With SSPC-PA2, "Measurement of Dry Coating Thickness With Magnetic Gages"Document51 paginiComplying With SSPC-PA2, "Measurement of Dry Coating Thickness With Magnetic Gages"Carlos Manuel BrúÎncă nu există evaluări
- DFT StandardsDocument42 paginiDFT StandardsDandy Adrianto100% (2)
- Refrence Text ReconerDocument3 paginiRefrence Text ReconervtjoselineÎncă nu există evaluări
- NutriBullet ManualDocument83 paginiNutriBullet ManualJairo Wilches80% (5)
- Oil SheetDocument18 paginiOil SheetvtjoselineÎncă nu există evaluări
- BP Chart For AdultsDocument2 paginiBP Chart For AdultssultanudÎncă nu există evaluări
- Fundamentals - ValvesDocument52 paginiFundamentals - Valvesapi-3808778100% (2)
- Hot Keys For Primavera P6Document1 paginăHot Keys For Primavera P6alex24arulÎncă nu există evaluări
- Fundamentals - ValvesDocument52 paginiFundamentals - Valvesapi-3808778100% (2)
- Fabricators' and Erectors' Guide To Welded Steel Construction - 1999 (Structural Welding)Document58 paginiFabricators' and Erectors' Guide To Welded Steel Construction - 1999 (Structural Welding)johnknight000Încă nu există evaluări
- Carbothane 134Document2 paginiCarbothane 134vtjoselineÎncă nu există evaluări
- Christmas Cook Book SusanDocument70 paginiChristmas Cook Book SusanvtjoselineÎncă nu există evaluări
- NutriBullet ManualDocument83 paginiNutriBullet ManualJairo Wilches80% (5)
- Dept Surface ProfileDocument1 paginăDept Surface ProfilevtjoselineÎncă nu există evaluări
- Samsung Galaxy S4 Mini I257m User Guide EngDocument201 paginiSamsung Galaxy S4 Mini I257m User Guide EngvtjoselineÎncă nu există evaluări
- Siemens Washing GuideDocument60 paginiSiemens Washing GuidevtjoselineÎncă nu există evaluări
- 01lecture02c Readings Effect of PolarityDocument1 pagină01lecture02c Readings Effect of PolaritybismarckandresÎncă nu există evaluări
- KpisDocument34 paginiKpisSyed NajibullahÎncă nu există evaluări
- Ultravox - Distriaudio catalog with PA speaker models and pricesDocument2 paginiUltravox - Distriaudio catalog with PA speaker models and pricesFabian MedinaÎncă nu există evaluări
- Burkert Solenoid Valve Type 5420Document4 paginiBurkert Solenoid Valve Type 5420Faulhaber AdrianÎncă nu există evaluări
- Operating Instructions: Micro Command Control SystemDocument24 paginiOperating Instructions: Micro Command Control SystemChristian Bedoya0% (1)
- F4ae0481a 681aDocument190 paginiF4ae0481a 681ajvega_534120Încă nu există evaluări
- Pitch Perfect With VariaudioDocument3 paginiPitch Perfect With Variaudioapi-200177496Încă nu există evaluări
- Power Allocation for NOMA System with Statistical CSIDocument43 paginiPower Allocation for NOMA System with Statistical CSIhendra lamÎncă nu există evaluări
- TX-1000 OwnerManualDocument16 paginiTX-1000 OwnerManualPato LankenauÎncă nu există evaluări
- Sokkia GCX2Document4 paginiSokkia GCX2bbutros_317684077100% (1)
- Price Miadri Grup 07.02Document158 paginiPrice Miadri Grup 07.02Arteom DobîndăÎncă nu există evaluări
- Assesment x86Document43 paginiAssesment x86JAy Rasta89% (9)
- Energy Efficient Lighting Design GuidelinesDocument10 paginiEnergy Efficient Lighting Design GuidelinesKevin Cabante100% (2)
- High-Efficiency Pure Sine Wave InverterDocument5 paginiHigh-Efficiency Pure Sine Wave Invertermariojrm74Încă nu există evaluări
- Substation Filter BankSpecsDocument7 paginiSubstation Filter BankSpecsTudor BostanÎncă nu există evaluări
- IITH ranked 8th in NIRF Engineering & 10th in ARIIADocument43 paginiIITH ranked 8th in NIRF Engineering & 10th in ARIIAYoo HooÎncă nu există evaluări
- R1100RT Elec DiagramDocument3 paginiR1100RT Elec DiagramDanijel Denial Kurinčič100% (3)
- Split Systems Brochure - PCSSUSE08-08B - DaikinDocument20 paginiSplit Systems Brochure - PCSSUSE08-08B - DaikinyogeshyankeeÎncă nu există evaluări
- Ansys Electric Machines and Power ElectronicsDocument58 paginiAnsys Electric Machines and Power ElectronicsEnmel Martínez BejaranoÎncă nu există evaluări
- CX82310 CX82310 CX82310 CX82310Document50 paginiCX82310 CX82310 CX82310 CX82310Abhilash GowdaÎncă nu există evaluări
- Emission and Interaction from Domestic Installations in the Low Voltage Electricity NetworkDocument158 paginiEmission and Interaction from Domestic Installations in the Low Voltage Electricity Networkrobert_rjcÎncă nu există evaluări
- Motor j3 VVT A137 PDFDocument206 paginiMotor j3 VVT A137 PDFzeabedu80% (5)
- Navigating with VOR: Understanding VHF Omnidirectional Range SystemsDocument3 paginiNavigating with VOR: Understanding VHF Omnidirectional Range SystemsFahmi PrayogiÎncă nu există evaluări
- Holmarc Lab EquipmentsDocument24 paginiHolmarc Lab EquipmentsatswallaÎncă nu există evaluări
- Sigma-Amelung Trintity PC AMAX200 - Circuit DiagramDocument5 paginiSigma-Amelung Trintity PC AMAX200 - Circuit DiagramSoporte CicomerxÎncă nu există evaluări
- Stoeltjes Lift Thyssen Access Flow2Document50 paginiStoeltjes Lift Thyssen Access Flow2Arjan WijnenÎncă nu există evaluări
- AV Design Tracking Y2021208Document46 paginiAV Design Tracking Y2021208tuan336Încă nu există evaluări
- MultiplexingDocument38 paginiMultiplexingBindhya Basini Mishra0% (1)
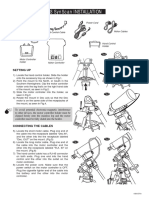
- EQ3 SynScan INSTALLATION guideDocument1 paginăEQ3 SynScan INSTALLATION guideOscar MalamudÎncă nu există evaluări
- AMTL 3HP DOL StarterDocument8 paginiAMTL 3HP DOL StarterAnonymous o8XgyS1Încă nu există evaluări
- FBP-10 Fbpi-10 FBP-15 Fbpi-15 FBP-20 Fbpi-20 FBP-25 Fbpi-25 FBP-30 Fbpi-30Document2 paginiFBP-10 Fbpi-10 FBP-15 Fbpi-15 FBP-20 Fbpi-20 FBP-25 Fbpi-25 FBP-30 Fbpi-30Edison MendozaÎncă nu există evaluări
- Bio BatteryDocument11 paginiBio BatteryGurubasamma LÎncă nu există evaluări