S-ar putea să vă placă și
- 12628108.GORE SMT EMI Gasket Supersoft Data SheetDocument2 pagini12628108.GORE SMT EMI Gasket Supersoft Data SheetCADTDDÎncă nu există evaluări
- SMR-TS-1.7-1.6-3.6GRE Draft Spec Sheet - 200416Document1 paginăSMR-TS-1.7-1.6-3.6GRE Draft Spec Sheet - 200416CADTDDÎncă nu există evaluări
- TR Fastenings TR - KF2Document1 paginăTR Fastenings TR - KF2CADTDDÎncă nu există evaluări
- Section A-A SCALE 10: 1Document1 paginăSection A-A SCALE 10: 1CADTDDÎncă nu există evaluări
- 5.6 MM 5.84 MM 2.4 MM 5 MM: Steel Rounded Head Screw With External-Tooth Lock WasherDocument1 pagină5.6 MM 5.84 MM 2.4 MM 5 MM: Steel Rounded Head Screw With External-Tooth Lock WasherCADTDDÎncă nu există evaluări
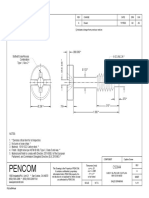
- CS3844Document1 paginăCS3844CADTDDÎncă nu există evaluări
- High-Performance PA9T Polyamide Material SolutionsDocument2 paginiHigh-Performance PA9T Polyamide Material SolutionsCADTDDÎncă nu există evaluări
- PRODUCT NUMBER: 8579-0-15-80-21-84-10-0: Data SheetDocument3 paginiPRODUCT NUMBER: 8579-0-15-80-21-84-10-0: Data SheetCADTDDÎncă nu există evaluări
- Samtec CLT-104-02-F-D-BEDocument1 paginăSamtec CLT-104-02-F-D-BECADTDDÎncă nu există evaluări
- IAQG KPI ExamplesDocument4 paginiIAQG KPI ExamplesCADTDDÎncă nu există evaluări
- SUCOFORM 86 75 DatasheetDocument2 paginiSUCOFORM 86 75 DatasheetCADTDDÎncă nu există evaluări
- PRODUCT NUMBER: 0415-0-15-80-16-80-10-0: Data SheetDocument3 paginiPRODUCT NUMBER: 0415-0-15-80-16-80-10-0: Data SheetCADTDDÎncă nu există evaluări
- T-Top800 T-Top800 Top81Document1 paginăT-Top800 T-Top800 Top81CADTDDÎncă nu există evaluări
- Hi Temp 1Document1 paginăHi Temp 1CADTDDÎncă nu există evaluări
- PRODUCT NUMBER: 0327-0-15-80-34-80-10-0: Data SheetDocument3 paginiPRODUCT NUMBER: 0327-0-15-80-34-80-10-0: Data SheetCADTDDÎncă nu există evaluări
- Anti-Static Bubble Bags Protect ElectronicsDocument1 paginăAnti-Static Bubble Bags Protect ElectronicsCADTDDÎncă nu există evaluări
- 5420 sp14 SM en UsDocument108 pagini5420 sp14 SM en UsCADTDDÎncă nu există evaluări
- Emi Catalog LR 1 1 - Compressed 1Document40 paginiEmi Catalog LR 1 1 - Compressed 1CADTDDÎncă nu există evaluări
- Keystone Spacer 892Document1 paginăKeystone Spacer 892CADTDDÎncă nu există evaluări
- Identco TTL 130 433 10Document1 paginăIdentco TTL 130 433 10CADTDDÎncă nu există evaluări
- Loctite 4011: Technical Data SheetDocument3 paginiLoctite 4011: Technical Data SheetCADTDDÎncă nu există evaluări
- Use GCMI color guide with cautionDocument2 paginiUse GCMI color guide with cautionCADTDDÎncă nu există evaluări
- 3" Core Matte Electrostatic Dissipative 1 Mil Polyimide Circuit Board LabelsDocument5 pagini3" Core Matte Electrostatic Dissipative 1 Mil Polyimide Circuit Board LabelsCADTDDÎncă nu există evaluări
- GE Design GuideDocument53 paginiGE Design GuideGuido Kats100% (1)
- Identco TTL 130 433 10Document1 paginăIdentco TTL 130 433 10CADTDDÎncă nu există evaluări
- LVD Oj 2019-11-27 PDFDocument11 paginiLVD Oj 2019-11-27 PDFCADTDDÎncă nu există evaluări
- T & T Top-Down DesigndfDocument40 paginiT & T Top-Down DesigndfN_SatishhÎncă nu există evaluări
- CIDEON ECTR Interface To SolidWorks Configuration Manual PDFDocument102 paginiCIDEON ECTR Interface To SolidWorks Configuration Manual PDFCADTDDÎncă nu există evaluări
- LVD Oj 2019-11-27 PDFDocument11 paginiLVD Oj 2019-11-27 PDFCADTDDÎncă nu există evaluări
- GE Design GuideDocument53 paginiGE Design GuideGuido Kats100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Fire Resistance Design ReferenceDocument16 paginiFire Resistance Design ReferenceTing Sheng ChongÎncă nu există evaluări
- TDS Laticrete 600 Unsanded Grout NFDocument4 paginiTDS Laticrete 600 Unsanded Grout NFbajrangÎncă nu există evaluări
- Hufcor 7000 SeriesDocument24 paginiHufcor 7000 SeriesmarkeesÎncă nu există evaluări
- GSWC STANDARD DRAWINGS 2016 (Final Version) - Part 2Document104 paginiGSWC STANDARD DRAWINGS 2016 (Final Version) - Part 2Hussein MohamedÎncă nu există evaluări
- 01 030 02013 PDFDocument1 pagină01 030 02013 PDFMyo Min ThuÎncă nu există evaluări
- Door Schedule: D1 D2 D3 D5 D4Document1 paginăDoor Schedule: D1 D2 D3 D5 D4Geni RapsanjaniÎncă nu există evaluări
- Quantity Survey & Estimation: Engr. Shad MuhammadDocument21 paginiQuantity Survey & Estimation: Engr. Shad MuhammadOsama AnjumÎncă nu există evaluări
- Structural Analysis and Design of a Steel Portal Frame BuildingDocument135 paginiStructural Analysis and Design of a Steel Portal Frame BuildingAlind HasanÎncă nu există evaluări
- Pt1 - CSST Specs ISD14-2036 Issued For Tender 20151130Document799 paginiPt1 - CSST Specs ISD14-2036 Issued For Tender 20151130Essayas HaileÎncă nu există evaluări
- Building Construction I-Lecture 1C (Introduction)Document22 paginiBuilding Construction I-Lecture 1C (Introduction)sujan shresthaÎncă nu există evaluări
- Chapter 9v2Document215 paginiChapter 9v2Zafer GökÎncă nu există evaluări
- 6115-Article Text-19834-2-10-20200803 PDFDocument29 pagini6115-Article Text-19834-2-10-20200803 PDFAshaari Cha-eÎncă nu există evaluări
- Pltu Riau 2X110 MW: Project MilestoneDocument10 paginiPltu Riau 2X110 MW: Project MilestoneImam Wahyudi0% (1)
- Sound Control For Commercial And Residential BuildingsDocument24 paginiSound Control For Commercial And Residential BuildingsEmily OngÎncă nu există evaluări
- CHO150147 en Brochure 1Document18 paginiCHO150147 en Brochure 1napierlogsÎncă nu există evaluări
- Mse Wall GuidelinesDocument49 paginiMse Wall Guidelinesamandeep0910Încă nu există evaluări
- Panel ChartDocument4 paginiPanel ChartAhmed KhanÎncă nu există evaluări
- DMPR Structural Safety ManualDocument13 paginiDMPR Structural Safety ManualMars Tin100% (1)
- Rehabilitation of Mosul International AirportDocument3 paginiRehabilitation of Mosul International AirportSara AhmedÎncă nu există evaluări
- TPI -AVADI - Civil work Pricing for 110 KV switchyard Consumer Side Equipment summaryDocument10 paginiTPI -AVADI - Civil work Pricing for 110 KV switchyard Consumer Side Equipment summaryanandpurushothamanÎncă nu există evaluări
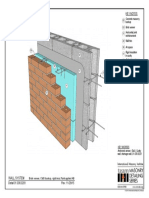
- Cladding DetsDocument25 paginiCladding DetsClarence Leigh Martinez RamasolaÎncă nu există evaluări
- Building Concrete Masonry HomesDocument43 paginiBuilding Concrete Masonry HomesHenri Ghattas100% (17)
- Deflection Control in Composite High-RisesDocument6 paginiDeflection Control in Composite High-Risesmohammed_fathelbab100% (2)
- Appendix K - Bill of Quantity For Roads, Drains, Dykes, Fencing and GDocument9 paginiAppendix K - Bill of Quantity For Roads, Drains, Dykes, Fencing and GPiyushÎncă nu există evaluări
- New Microsoft Excel WorksheetDocument8 paginiNew Microsoft Excel WorksheetBadr AlmaazmiÎncă nu există evaluări
- Ncma Tek: Glossary of Concrete Masonry Terms TEK 1-4Document6 paginiNcma Tek: Glossary of Concrete Masonry Terms TEK 1-4Heriberto Yau BÎncă nu există evaluări
- Home Begins With Love: - FreeholdDocument13 paginiHome Begins With Love: - Freeholdfoo126 FooÎncă nu există evaluări
- TEC-042226 - MET-DoR-002a (Method Statement For Rectification of The AAC Block Works)Document7 paginiTEC-042226 - MET-DoR-002a (Method Statement For Rectification of The AAC Block Works)velmurug_balaÎncă nu există evaluări
- FLS Qcd-Qatar Civil Defense and Kahramaa Loss Prevention System: SUBSTATIONS - Electricity and Distribution NetworksDocument21 paginiFLS Qcd-Qatar Civil Defense and Kahramaa Loss Prevention System: SUBSTATIONS - Electricity and Distribution NetworksRamiAl-fuqahaÎncă nu există evaluări
- CPCI MI Manual Low ResDocument39 paginiCPCI MI Manual Low ResMass19Încă nu există evaluări