S-ar putea să vă placă și
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
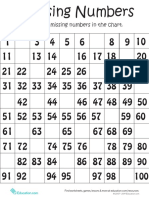
- Missing NumbersDocument1 paginăMissing Numbersapi-462146812Încă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Printer Compatibility List: Print Server Model Printer Manufacture Printer ModelDocument20 paginiPrinter Compatibility List: Print Server Model Printer Manufacture Printer ModelpchakkrapaniÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- International Professional Engineer: Fee Payable Along With ApplicationDocument1 paginăInternational Professional Engineer: Fee Payable Along With ApplicationIyamperumal MurugesanÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Writing Numbers 11 20 PDFDocument1 paginăWriting Numbers 11 20 PDFElizabeth CasemÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Missing NumbersDocument1 paginăMissing Numbersapi-462146812Încă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Writing Numbers 11 20 PDFDocument1 paginăWriting Numbers 11 20 PDFElizabeth CasemÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Jumping Math!: Grade 1Document1 paginăJumping Math!: Grade 1pchakkrapaniÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- PV Newsletter - Volume 2012 Issue 1Document7 paginiPV Newsletter - Volume 2012 Issue 1rafeekmek31Încă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- VMC PartsDocument1 paginăVMC PartspchakkrapaniÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Ash Land DetailsDocument1 paginăAsh Land DetailspchakkrapaniÎncă nu există evaluări
- Piping Material Selection TableDocument1 paginăPiping Material Selection TablepchakkrapaniÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Ash Land DetailsDocument1 paginăAsh Land DetailspchakkrapaniÎncă nu există evaluări
- VMC PartsDocument1 paginăVMC PartspchakkrapaniÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Lean Manufacturing HandbookDocument15 paginiLean Manufacturing HandbookZakir Qureshi75% (4)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- European Welding New-StandardsDocument39 paginiEuropean Welding New-StandardsJOECOOL67100% (3)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Manuals Type3Document365 paginiManuals Type3pchakkrapani100% (1)
- Q&Q NDT Cover PageDocument2 paginiQ&Q NDT Cover PagepchakkrapaniÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- MiscDocument34 paginiMiscpchakkrapaniÎncă nu există evaluări
- Calibre User Manual, The - Kovid GoyalDocument2 paginiCalibre User Manual, The - Kovid GoyalpchakkrapaniÎncă nu există evaluări
- User Manual UTDocument3 paginiUser Manual UTpchakkrapaniÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Welding Terms & DefinitionsDocument42 paginiWelding Terms & DefinitionspchakkrapaniÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- 15A-F005 Supplier Request For Quote Package (Cost Card)Document9 pagini15A-F005 Supplier Request For Quote Package (Cost Card)pchakkrapaniÎncă nu există evaluări
- MiscDocument34 paginiMiscpchakkrapaniÎncă nu există evaluări
- AITM-042, Rev. 1 - 5.17.13 - Calibration of O.D. MicrometersDocument2 paginiAITM-042, Rev. 1 - 5.17.13 - Calibration of O.D. MicrometerspchakkrapaniÎncă nu există evaluări
- Obtaining Contents in DVDDocument1 paginăObtaining Contents in DVDpchakkrapaniÎncă nu există evaluări
- I B ApplicationfdfddfdfdfdfDocument3 paginiI B ApplicationfdfddfdfdfdfRitesh MistryÎncă nu există evaluări
- AMIIM Exam RulesDocument8 paginiAMIIM Exam RulestechzonesÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Afternoon Quiz Set 4Document66 paginiAfternoon Quiz Set 4pchakkrapani100% (1)
- Procurement Plan For 2013-14 - For AdvertDocument10 paginiProcurement Plan For 2013-14 - For AdvertpchakkrapaniÎncă nu există evaluări
- MDKAD AE AF Service Manual PDFDocument68 paginiMDKAD AE AF Service Manual PDFrepelindÎncă nu există evaluări
- Littelfuse Fuse 259Document2 paginiLittelfuse Fuse 259ivo radoichevÎncă nu există evaluări
- Solucionario Paul E TippensDocument17 paginiSolucionario Paul E Tippensraor091Încă nu există evaluări
- Physics Experiment No 5Document6 paginiPhysics Experiment No 5Instagram OfficeÎncă nu există evaluări
- Gottlieb Super Soccer Startup SequenceDocument2 paginiGottlieb Super Soccer Startup SequencekdopsonÎncă nu există evaluări
- Investigatory Project On LDRDocument17 paginiInvestigatory Project On LDRAnima ThakurÎncă nu există evaluări
- Documentation Standard TesterDocument99 paginiDocumentation Standard TesterGeorgiana100% (1)
- Eec207: Electromagnetic Waves L T P C 3 1 0 4Document2 paginiEec207: Electromagnetic Waves L T P C 3 1 0 4Naresh KumarÎncă nu există evaluări
- UC3848Document9 paginiUC3848Sergio Daniel BarretoÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Substitution All RefDocument19 paginiSubstitution All RefAdrian GherghisanÎncă nu există evaluări
- ESP ManualDocument25 paginiESP ManualAnoop Tiwari100% (4)
- Sre RadarDocument21 paginiSre RadarAbhishek AgarawalÎncă nu există evaluări
- Operating Instructions Smartec S CLD134 Conductivity Measuring System PDFDocument88 paginiOperating Instructions Smartec S CLD134 Conductivity Measuring System PDFThanh BaronÎncă nu există evaluări
- Regulatory Information For The Nortel Ethernet Routing Switch 2500 SeriesDocument56 paginiRegulatory Information For The Nortel Ethernet Routing Switch 2500 Seriescaveman2001Încă nu există evaluări
- Sun Tracking Solar Panel Project Using MicrocontrollerDocument5 paginiSun Tracking Solar Panel Project Using MicrocontrollerVeeraPavanVasireddiÎncă nu există evaluări
- SG Eco EN 2.1.0Document49 paginiSG Eco EN 2.1.0Mikhail YudhiantaraÎncă nu există evaluări
- TDP 2023-2040 Consultation Report-2023-06-15-07-54-06Document203 paginiTDP 2023-2040 Consultation Report-2023-06-15-07-54-06evhbartoloÎncă nu există evaluări
- Metripack PDFDocument111 paginiMetripack PDFmattkidoÎncă nu există evaluări
- IEC 60309 Pin and Sleeve BrochureDocument28 paginiIEC 60309 Pin and Sleeve BrochureNaveen ReddyÎncă nu există evaluări
- Project Proposal ReportDocument24 paginiProject Proposal ReportsachinchunilallÎncă nu există evaluări
- Cheat Sheet PDFDocument5 paginiCheat Sheet PDFDumaluÎncă nu există evaluări
- 42MT New Starter - Product Details - Delco RemyDocument2 pagini42MT New Starter - Product Details - Delco Remydandi zlkÎncă nu există evaluări
- Azmat-LS2102205, Microwaves Home Task #7Document13 paginiAzmat-LS2102205, Microwaves Home Task #7Azmat GuldastaÎncă nu există evaluări
- Activity 4 CompleteDocument12 paginiActivity 4 CompleteMelissa CamargoÎncă nu există evaluări
- Vector Control (Motor)Document7 paginiVector Control (Motor)Mainak DeyÎncă nu există evaluări
- Chapter2 - AC To DC ConvertersDocument36 paginiChapter2 - AC To DC ConvertersYee Yen AppleÎncă nu există evaluări
- Lab 3Document10 paginiLab 3Ali ShanÎncă nu există evaluări
- Advanced Service ManualDocument265 paginiAdvanced Service ManualManuel Vivero Diéguez100% (2)
- Yamaha DSPAZ 1 BrochureDocument24 paginiYamaha DSPAZ 1 BrochuregrossiÎncă nu există evaluări