S-ar putea să vă placă și
- Asset Integrity Management A Complete Guide - 2020 EditionDe la EverandAsset Integrity Management A Complete Guide - 2020 EditionÎncă nu există evaluări
- Rotating Machinery Reliability for Technicians and EngineersDe la EverandRotating Machinery Reliability for Technicians and EngineersÎncă nu există evaluări
- Structural Health MonitoringDe la EverandStructural Health MonitoringDaniel BalageasÎncă nu există evaluări
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionDe la EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionÎncă nu există evaluări
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreDe la EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreÎncă nu există evaluări
- Plant Maintenance A Complete Guide - 2020 EditionDe la EverandPlant Maintenance A Complete Guide - 2020 EditionÎncă nu există evaluări
- Gear Drive Manual No. 702Document38 paginiGear Drive Manual No. 702MaintenanceÎncă nu există evaluări
- Manual for Induction Motors and Generators Alignment GuideDocument2 paginiManual for Induction Motors and Generators Alignment GuideMuhammed SulfeekÎncă nu există evaluări
- Va Cat III - Velosi A4Document4 paginiVa Cat III - Velosi A4shahbaz akramÎncă nu există evaluări
- Understand Vibration Analysis Training in 40 CharactersDocument6 paginiUnderstand Vibration Analysis Training in 40 CharacterscesarÎncă nu există evaluări
- Vibration ReportDocument1 paginăVibration Reportnagarajasarma0% (1)
- Centrifugal Pump Failures During First Year of OperationDocument53 paginiCentrifugal Pump Failures During First Year of OperationChristian SantillanÎncă nu există evaluări
- TDBFP - Gear Pump API 676 PDFDocument42 paginiTDBFP - Gear Pump API 676 PDFRamon A. Ruiz O.Încă nu există evaluări
- Iso 7902 1 2013 en PDFDocument11 paginiIso 7902 1 2013 en PDFAdamÎncă nu există evaluări
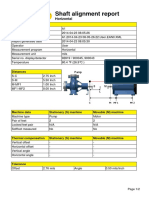
- Shaft Alignment Report Horizontal MeasurementDocument2 paginiShaft Alignment Report Horizontal MeasurementfjalzinaÎncă nu există evaluări
- STANDARDDocument1 paginăSTANDARDomar sadiqÎncă nu există evaluări
- Bearing Fits PDFDocument9 paginiBearing Fits PDFMujahidin AhmadÎncă nu există evaluări
- A Practical Introduction To Condition Monitoring of RollingDocument14 paginiA Practical Introduction To Condition Monitoring of Rollingsatya_chagantiÎncă nu există evaluări
- Coupled Vibration Analysis For PumpDocument0 paginiCoupled Vibration Analysis For Pumpilmu2Încă nu există evaluări
- Gearbox Vibration - Fact or FictionDocument9 paginiGearbox Vibration - Fact or Fictioneko bagus sunaryoÎncă nu există evaluări
- Forsthoffer’s Component Condition MonitoringDe la EverandForsthoffer’s Component Condition MonitoringEvaluare: 4 din 5 stele4/5 (2)
- Mechanical Vibrations and Condition MonitoringDe la EverandMechanical Vibrations and Condition MonitoringEvaluare: 5 din 5 stele5/5 (1)
- Tolerance Chart Is 919-1963Document11 paginiTolerance Chart Is 919-1963Kausik Ray0% (1)
- Figure 1 - Typical FFT Showing Gear MisalignmentDocument4 paginiFigure 1 - Typical FFT Showing Gear MisalignmentDario SesarÎncă nu există evaluări
- Vertical Turbine PumpDocument28 paginiVertical Turbine Pumpkarthikraja21Încă nu există evaluări
- Shock Pulse MethodDocument10 paginiShock Pulse MethodjavedÎncă nu există evaluări
- Rolamento Vibration AnalysisDocument153 paginiRolamento Vibration AnalysisReginaldoVieiradaSilva100% (1)
- Persatuan Insinyur Indonesia (PII) Badan Koordinasi Mesin (BKM)Document19 paginiPersatuan Insinyur Indonesia (PII) Badan Koordinasi Mesin (BKM)HaryadiÎncă nu există evaluări
- Rim Face V Bs Dial On MovableDocument1 paginăRim Face V Bs Dial On MovablereiÎncă nu există evaluări
- How Do I Calculate How Much Welding I Need - AnswersToAllDocument5 paginiHow Do I Calculate How Much Welding I Need - AnswersToAlljlpinemÎncă nu există evaluări
- High Vibration at Main Gear Box of Gas TurbineDocument9 paginiHigh Vibration at Main Gear Box of Gas TurbineJJÎncă nu există evaluări
- Industrial radiography A Complete Guide - 2019 EditionDe la EverandIndustrial radiography A Complete Guide - 2019 EditionÎncă nu există evaluări
- Metal Tapered Tube Plugs: Tube Plug Sizing ChartDocument1 paginăMetal Tapered Tube Plugs: Tube Plug Sizing ChartRaghavanÎncă nu există evaluări
- Milroyal B HPD Low FlowDocument40 paginiMilroyal B HPD Low Flowmarshiel_rasÎncă nu există evaluări
- Gear Box OverhaulingDocument41 paginiGear Box OverhaulingMahmoud Mohammad50% (2)
- Non Destructive Test On Journal Bearing & Thrust Bearing Pads of KWU Design Steam Turbine During Maintenance InspectionDocument6 paginiNon Destructive Test On Journal Bearing & Thrust Bearing Pads of KWU Design Steam Turbine During Maintenance InspectionRaj Sharma Raj100% (1)
- Laser Alignment Standards for Rotating MachineryDocument10 paginiLaser Alignment Standards for Rotating Machineryrohit singh100% (1)
- Esab GasEquipment PDFDocument44 paginiEsab GasEquipment PDFGurdeep Sungh AroraÎncă nu există evaluări
- LEVALIGN Ultra Is Handbook DOC 40 201-05-2013 en WebversionDocument79 paginiLEVALIGN Ultra Is Handbook DOC 40 201-05-2013 en WebversionCano EndemoniadoÎncă nu există evaluări
- Analysis of Motor - Pump Vibration - Kishore KaruppaswamyDocument8 paginiAnalysis of Motor - Pump Vibration - Kishore KaruppaswamyhafezasadÎncă nu există evaluări
- GEARBOXDocument16 paginiGEARBOXhyundai31050% (2)
- What Are The Differences in High Performance Flexible Couplings For Turbomachinery?Document0 paginiWhat Are The Differences in High Performance Flexible Couplings For Turbomachinery?Michaelben MichaelbenÎncă nu există evaluări
- Nupro Relief Valves PDFDocument8 paginiNupro Relief Valves PDFgeverett2765Încă nu există evaluări
- Shaft Alignment TechniquesDocument47 paginiShaft Alignment Techniqueshanifni2173Încă nu există evaluări
- Identification and Analysis of Bearing & Accessory FailureDocument13 paginiIdentification and Analysis of Bearing & Accessory FailureAbul Ishaque Mohammed IbrahimÎncă nu există evaluări
- Centrifugal Pump OverloadingDocument2 paginiCentrifugal Pump OverloadingAbdul AlimÎncă nu există evaluări
- ISO 18436 Category IVDocument2 paginiISO 18436 Category IVzona amrullohÎncă nu există evaluări
- Basic Training Program On Vibration AnalysisDocument24 paginiBasic Training Program On Vibration AnalysisMohamed Al-OdatÎncă nu există evaluări
- Flat Fan Nozzles Lechler enDocument40 paginiFlat Fan Nozzles Lechler enWANKEL25Încă nu există evaluări
- Basic Vibration CourseDocument24 paginiBasic Vibration Coursewijaya1234Încă nu există evaluări
- Welding Tolerance StandardsDocument6 paginiWelding Tolerance StandardsSowmen_CÎncă nu există evaluări
- Kingsbury Bearings: Turbines, Steam and GasDocument25 paginiKingsbury Bearings: Turbines, Steam and GasRobertoSlzrÎncă nu există evaluări
- Article Balancing of Rotor BladesDocument5 paginiArticle Balancing of Rotor BladesAhmedFaissalÎncă nu există evaluări
- Alignment Protocol: Siemens LTDDocument6 paginiAlignment Protocol: Siemens LTDhalder_kalyan9216100% (2)
- Fan Pre-Balance ChecksDocument4 paginiFan Pre-Balance ChecksMachineryengÎncă nu există evaluări
- Is 101 8 2 1990 PDFDocument13 paginiIs 101 8 2 1990 PDFdombipinÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument5 paginiDisclosure To Promote The Right To InformationSantosh KumarÎncă nu există evaluări
- Is 101 3 5 1987Document6 paginiIs 101 3 5 1987dombipinÎncă nu există evaluări
- INTERNET STANDARDSDocument18 paginiINTERNET STANDARDSDawn HaneyÎncă nu există evaluări
- इंटरनेट मानक का प्रिंट-फ्री परीक्षणDocument5 paginiइंटरनेट मानक का प्रिंट-फ्री परीक्षणdombipinÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument9 paginiDisclosure To Promote The Right To InformationdombipinÎncă nu există evaluări
- INTERNET STANDARDSDocument18 paginiINTERNET STANDARDSDawn HaneyÎncă nu există evaluări
- Is 101 8 2 1990 PDFDocument13 paginiIs 101 8 2 1990 PDFdombipinÎncă nu există evaluări
- INTERNET STANDARDSDocument18 paginiINTERNET STANDARDSDawn HaneyÎncă nu există evaluări
- Is 101 6 5 1997 PDFDocument23 paginiIs 101 6 5 1997 PDFdombipinÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument8 paginiDisclosure To Promote The Right To InformationSantosh KumarÎncă nu există evaluări
- Is 101 5 3 1999 PDFDocument12 paginiIs 101 5 3 1999 PDFdombipinÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument9 paginiDisclosure To Promote The Right To InformationdombipinÎncă nu există evaluări
- Abolin Co Guide Metal Surface PreparationDocument26 paginiAbolin Co Guide Metal Surface Preparationvalerica_lupu253Încă nu există evaluări
- Disclosure To Promote The Right To InformationDocument8 paginiDisclosure To Promote The Right To InformationSantosh KumarÎncă nu există evaluări
- Is 101 6 2 1989Document7 paginiIs 101 6 2 1989dombipinÎncă nu există evaluări
- Is 101 4 1 1988 PDFDocument10 paginiIs 101 4 1 1988 PDFdombipinÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument12 paginiDisclosure To Promote The Right To InformationdombipinÎncă nu există evaluări
- Is.101.3.1.1986 - Paint Test PDFDocument7 paginiIs.101.3.1.1986 - Paint Test PDFdombipinÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument14 paginiDisclosure To Promote The Right To InformationdombipinÎncă nu există evaluări
- Is 101 5 1 1988Document9 paginiIs 101 5 1 1988dombipinÎncă nu există evaluări
- Is 101 5 2 1988 PDFDocument23 paginiIs 101 5 2 1988 PDFdombipinÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument9 paginiDisclosure To Promote The Right To InformationdombipinÎncă nu există evaluări
- INTERNET STANDARDSDocument18 paginiINTERNET STANDARDSDawn HaneyÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument6 paginiDisclosure To Promote The Right To InformationdombipinÎncă nu există evaluări
- Is 101 2 1 1988 PDFDocument6 paginiIs 101 2 1 1988 PDFdombipinÎncă nu există evaluări
- इंटरनेट मानक का फ्लैश प्वाइंटDocument6 paginiइंटरनेट मानक का फ्लैश प्वाइंटdombipinÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument8 paginiDisclosure To Promote The Right To InformationdombipinÎncă nu există evaluări
- INTERNET STANDARDSDocument18 paginiINTERNET STANDARDSDawn HaneyÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument8 paginiDisclosure To Promote The Right To InformationdombipinÎncă nu există evaluări
- Cpccco2013 Assessment - Theory 2013Document35 paginiCpccco2013 Assessment - Theory 2013adnanarif929Încă nu există evaluări
- 8cab & Covering Parts System - ENGLISG-G9165Document68 pagini8cab & Covering Parts System - ENGLISG-G9165George Jhonson100% (5)
- Donaldson CMC E-200Document4 paginiDonaldson CMC E-200José JoseÎncă nu există evaluări
- Presentation Shakun Polymers Limited3Document29 paginiPresentation Shakun Polymers Limited3quycoctuÎncă nu există evaluări
- Aws Direct Connect Deep Dive 1077328783 181128003427Document126 paginiAws Direct Connect Deep Dive 1077328783 181128003427menghouÎncă nu există evaluări
- EN ISO 11064-3 - Ergonomic Design of Control Centres - Part 3: Control Room LayoutDocument4 paginiEN ISO 11064-3 - Ergonomic Design of Control Centres - Part 3: Control Room Layoutsoares_alexÎncă nu există evaluări
- Supplier Evaluation and Performance Monitoring (SL4 - DE)Document19 paginiSupplier Evaluation and Performance Monitoring (SL4 - DE)AllwynRajkumarÎncă nu există evaluări
- Modbus Rtu With VBDocument8 paginiModbus Rtu With VBSatria RonalÎncă nu există evaluări
- Belt Driven: Centrifugal Fans RDHDocument90 paginiBelt Driven: Centrifugal Fans RDHJack SoÎncă nu există evaluări
- Professional Engineer Summary StatementDocument4 paginiProfessional Engineer Summary StatementfastwritenameÎncă nu există evaluări
- EMC VAPP Installation GUIDEDocument56 paginiEMC VAPP Installation GUIDENoureddine OussouÎncă nu există evaluări
- High Expansion Foam SystemsDocument4 paginiHigh Expansion Foam SystemsCarlos YuabeÎncă nu există evaluări
- Boiler Room Hazards GuideDocument24 paginiBoiler Room Hazards GuideajuhaseenÎncă nu există evaluări
- Bharat Stage Emission StandardsDocument15 paginiBharat Stage Emission StandardsJustin LoweÎncă nu există evaluări
- 2012 Bike Master CatalogDocument221 pagini2012 Bike Master CatalogAntonioPallone50% (2)
- HTTrack mirroring errors of mrodrigueza websiteDocument2 paginiHTTrack mirroring errors of mrodrigueza websiteneptuno97Încă nu există evaluări
- Specification For Seamless Cold-Drawn Intermediate Alloy-Steel Heat-Exchanger and Condenser TubesDocument5 paginiSpecification For Seamless Cold-Drawn Intermediate Alloy-Steel Heat-Exchanger and Condenser Tubesmr.aghelÎncă nu există evaluări
- BT1 Leaflet Telephone Interface (PD-081 Iss 6)Document5 paginiBT1 Leaflet Telephone Interface (PD-081 Iss 6)Angelo IonÎncă nu există evaluări
- Interview Questions With AnswersDocument3 paginiInterview Questions With AnswersDarshan GhadiÎncă nu există evaluări
- Innovation Concept For Measurement Gross Error Detection and Identification in Power System State EstimationDocument6 paginiInnovation Concept For Measurement Gross Error Detection and Identification in Power System State Estimationc_u_r_s_e_dÎncă nu există evaluări
- PSmarkup Plag CheckDocument5 paginiPSmarkup Plag CheckRahul ShindeÎncă nu există evaluări
- Flange Insulating Gasket Kits: Advance Products & SystemsDocument8 paginiFlange Insulating Gasket Kits: Advance Products & SystemsJF ZLÎncă nu există evaluări
- VeriFinger Embedded SDK Brochure 2013-02-26Document15 paginiVeriFinger Embedded SDK Brochure 2013-02-26周馬吉Încă nu există evaluări
- Volvo G990Document24 paginiVolvo G990abdelrhmangbr86100% (2)
- IMS DB FundamentalsDocument59 paginiIMS DB FundamentalsJain_Manoj83Încă nu există evaluări
- AS1428 - Design For Access and Mobility (2021)Document126 paginiAS1428 - Design For Access and Mobility (2021)raepa.schmidtÎncă nu există evaluări
- Biomedx BEV Manual LCD ModelDocument21 paginiBiomedx BEV Manual LCD ModelbiomedxÎncă nu există evaluări
- SM RSJi-35 300RDN3Document54 paginiSM RSJi-35 300RDN3elshan_asgarovÎncă nu există evaluări
- A Technical Guide About How To Implement The Basic Search Help in CRM WEB UIDocument24 paginiA Technical Guide About How To Implement The Basic Search Help in CRM WEB UIUmasankar Reddy G100% (2)
- RSLogix 5000 and 500 Programming GuideDocument90 paginiRSLogix 5000 and 500 Programming Guidefsakr2008Încă nu există evaluări