S-ar putea să vă placă și
- Ultrasonidos: Nivel IIDe la EverandUltrasonidos: Nivel IIEvaluare: 5 din 5 stele5/5 (1)
- Ensayo de Inspeccion Por UltrasonidoDocument5 paginiEnsayo de Inspeccion Por UltrasonidoPATINO ARRIAGA MIGUEL ANGEL100% (1)
- Ensayo de UltrasonidoDocument10 paginiEnsayo de UltrasonidoMarc CramÎncă nu există evaluări
- Inspeccion Ultrasonido MaterialesDocument21 paginiInspeccion Ultrasonido MaterialesJohn ZapataÎncă nu există evaluări
- Mec 252 Apunte Inspeccion Mediante UltrasonidoDocument20 paginiMec 252 Apunte Inspeccion Mediante UltrasonidoVariverobaldiviezoÎncă nu există evaluări
- Ultrasonido IndustrialDocument75 paginiUltrasonido IndustrialNoel Carpio100% (1)
- Ensayo de UltrasonidosDocument10 paginiEnsayo de UltrasonidosSergio Ramiro Gonzales Aguilar0% (1)
- Ultrasonido DiapositivasDocument15 paginiUltrasonido DiapositivasSharon ScÎncă nu există evaluări
- ULTRASONIDODocument28 paginiULTRASONIDOAnibal VaazflooÎncă nu există evaluări
- Ultrasonido IndustrialDocument32 paginiUltrasonido IndustrialJessika León100% (1)
- Presentación UTDocument112 paginiPresentación UTAndrés AcuñaÎncă nu există evaluări
- Vibraciones (Muy Bueno)Document200 paginiVibraciones (Muy Bueno)oitc85100% (2)
- PROTOCOLODocument5 paginiPROTOCOLOYonathan QCÎncă nu există evaluări
- Ensayos No Destructivos VolumetricoDocument11 paginiEnsayos No Destructivos Volumetricoyerineth rodriguezÎncă nu există evaluări
- Ultrasonido Básico PDFDocument101 paginiUltrasonido Básico PDFJozze' Torreblanca100% (1)
- Ensayos No Destructivos UltrasonidosDocument19 paginiEnsayos No Destructivos UltrasonidosAngeeløø FløøressÎncă nu există evaluări
- Ultrasonic Testing - En.esDocument36 paginiUltrasonic Testing - En.esJulio V PerezÎncă nu există evaluări
- ULTRASONIDODocument11 paginiULTRASONIDOGeorge Guerra PachecoÎncă nu există evaluări
- Unidad 5Document59 paginiUnidad 5jonathan arayaÎncă nu există evaluări
- Curso UT Nivel II (Medicion de Espesores)Document37 paginiCurso UT Nivel II (Medicion de Espesores)luisÎncă nu există evaluări
- OndasDocument5 paginiOndasAmber Chaney100% (1)
- Electromagnetismo IIDocument28 paginiElectromagnetismo IIAlex HaroÎncă nu există evaluări
- Informe 8 de UltrasonidoDocument10 paginiInforme 8 de UltrasonidoJose Elias Ojeda HerreraÎncă nu există evaluări
- Practica 1 UltrasonidoDocument9 paginiPractica 1 UltrasonidoMarcos Daniel MartinezÎncă nu există evaluări
- Clase Ultrasonido PNFDocument11 paginiClase Ultrasonido PNFEnmanuel Ravelo100% (1)
- Mec 252 Apunte Inspeccion Mediante UltrasonidoDocument20 paginiMec 252 Apunte Inspeccion Mediante UltrasonidoESPÍNOZA RIOS ALEJANDRO WINSTON0% (1)
- Informe de UltrasonidoDocument10 paginiInforme de UltrasonidoSamuel ChoquecotaÎncă nu există evaluări
- Informe de UltrasonidoDocument7 paginiInforme de UltrasonidoLeonard L.TÎncă nu există evaluări
- Evaluación No Destructiva y Calidad de EstructurasDocument56 paginiEvaluación No Destructiva y Calidad de EstructurasRolando Cisneros AyalaÎncă nu există evaluări
- Marco Teórico Del Ensayo UltrasonidoDocument7 paginiMarco Teórico Del Ensayo UltrasonidoCristhian Centeno100% (1)
- Guia de UltrasonidoDocument21 paginiGuia de UltrasonidoAnonymous yEL4YvJC100% (1)
- ULTRASONIDO InformeDocument7 paginiULTRASONIDO InformeJulio Brayan Berrocal MajerhuaÎncă nu există evaluări
- Clase 6 UltrasonidoDocument52 paginiClase 6 UltrasonidoAna Maria PerezÎncă nu există evaluări
- Capitulos UltrasonidoDocument81 paginiCapitulos UltrasonidoMiguel Hernández SanchezÎncă nu există evaluări
- Método UltrasonidoDocument15 paginiMétodo UltrasonidoKatherine Muñoz RamírezÎncă nu există evaluări
- El Ultra Sonido, en El Uso Industrial Clase3 Julio 22Document18 paginiEl Ultra Sonido, en El Uso Industrial Clase3 Julio 22Félice J' Ricardo Barrios Rondon100% (1)
- End 04 Ultrasonido UtaDocument92 paginiEnd 04 Ultrasonido UtaLuis Hakim Vega GutierrezÎncă nu există evaluări
- Comparacion Entre Una Prueba de UltrasonidoDocument19 paginiComparacion Entre Una Prueba de UltrasonidoRichard CondoriÎncă nu există evaluări
- Ensayos No Destructivos Utilizando Técnicas de UltrasonidoDocument23 paginiEnsayos No Destructivos Utilizando Técnicas de UltrasonidoLuis Alberto Aliaga VásquezÎncă nu există evaluări
- Ensayo Por UltrasonidoDocument8 paginiEnsayo Por UltrasonidoJhandyrÎncă nu există evaluări
- RadiografiaDocument39 paginiRadiografiaLeo RÎncă nu există evaluări
- Inspección Ultrasónica - Tecnologia.MDocument7 paginiInspección Ultrasónica - Tecnologia.MNavid ArteagaÎncă nu există evaluări
- Labo de EnsayosDocument13 paginiLabo de EnsayosDaimoN Tutoriales PcÎncă nu există evaluări
- Ensayo Por UltrasonidoDocument32 paginiEnsayo Por UltrasonidoAnonymous hqiejx51Încă nu există evaluări
- Medicion Con Palpador UltrasonicoDocument13 paginiMedicion Con Palpador UltrasonicoJavierSeimanÎncă nu există evaluări
- Técnicas de Ensayo y Limitaciones UttDocument32 paginiTécnicas de Ensayo y Limitaciones Uttyeraldin arias vargasÎncă nu există evaluări
- Vdocuments - MX - Ensayo No Destructivos UltrasonidosDocument21 paginiVdocuments - MX - Ensayo No Destructivos UltrasonidosDIEGO DANIEL GARCIA OLARTEÎncă nu există evaluări
- Ultrasonido 2020-1Document25 paginiUltrasonido 2020-1PauÎncă nu există evaluări
- Analisis de UltrasonidoDocument17 paginiAnalisis de UltrasonidoAndres HerediaÎncă nu există evaluări
- s13 - Ssarmiento - 2023 1Document64 paginis13 - Ssarmiento - 2023 1Angelo Reyes G.Încă nu există evaluări
- Ultrasonido Pulso Eco PPT VFinalDocument59 paginiUltrasonido Pulso Eco PPT VFinalstephania chavezÎncă nu există evaluări
- Ultrasonido Cecend UtpDocument93 paginiUltrasonido Cecend UtpAntonio GutierrezÎncă nu există evaluări
- Introducción Al UltrasonidoDocument12 paginiIntroducción Al UltrasonidoJonathan Alexander De LargeÎncă nu există evaluări
- Pruebas No Destructivas Con Ultrasonido para La Gestión de MaterialesDocument11 paginiPruebas No Destructivas Con Ultrasonido para La Gestión de Materialesjuan3herrera-43Încă nu există evaluări
- Inspección UltrasónicaDocument4 paginiInspección UltrasónicaJosé Carlos Villafuerte AraozÎncă nu există evaluări
- IV. Ultrasonido (UT)Document49 paginiIV. Ultrasonido (UT)Adan Calata BlÎncă nu există evaluări
- Marco TeóricoDocument7 paginiMarco TeóricoEdwinSaquingaÎncă nu există evaluări
- 3 0 SOLUCION AL FORO CALIFICADO N 3 MPDDocument9 pagini3 0 SOLUCION AL FORO CALIFICADO N 3 MPDllenerÎncă nu există evaluări
- Laboratorio 3 UltrasonidoDocument8 paginiLaboratorio 3 UltrasonidoEdson Sulca BernalÎncă nu există evaluări
- Guia para El Laboratorio de END UltrasonidoDocument18 paginiGuia para El Laboratorio de END UltrasonidoJohan PintoÎncă nu există evaluări
- Traduccion de Metodo de Medición de Espesores Por UltrasonidoDocument64 paginiTraduccion de Metodo de Medición de Espesores Por UltrasonidoCastro Espinosa Josué OmarÎncă nu există evaluări
- Informe de Ultrasonido 1Document6 paginiInforme de Ultrasonido 1John AntonyÎncă nu există evaluări
- Sesión 6 Ultrasonido C2 V1Document31 paginiSesión 6 Ultrasonido C2 V1WILBER YOEL ZAPANA CAMPOSÎncă nu există evaluări
- Práctica-3-Figuras de Lissajous.Document7 paginiPráctica-3-Figuras de Lissajous.Luis CruzÎncă nu există evaluări
- 1.3 Flujo Laminar y TurbulentoDocument12 pagini1.3 Flujo Laminar y TurbulentoLaura Fernandez GutierrezÎncă nu există evaluări
- Problemas Resueltos de M.A.S. y OndasDocument14 paginiProblemas Resueltos de M.A.S. y Ondastusclasesdeapoyo.comÎncă nu există evaluări
- Fundamentos de La Radiación TérmicaaDocument5 paginiFundamentos de La Radiación TérmicaaRAUL APAZA ROQUEÎncă nu există evaluări
- Laboratorio MicroondasDocument14 paginiLaboratorio MicroondasDaniel CamiloÎncă nu există evaluări
- AudiometriaDocument10 paginiAudiometriaCinthya Sanchez CornejoÎncă nu există evaluări
- Movimiento Rectilineo UniformeDocument13 paginiMovimiento Rectilineo UniformeLee Joël RiveraÎncă nu există evaluări
- Tipos de Intercambiadores de Calor Utilizados en La IndustriaDocument23 paginiTipos de Intercambiadores de Calor Utilizados en La IndustriaJhan MoraÎncă nu există evaluări
- Calculo Aplicado A La Fisica III: Separata N°3 Ejercicios de MAS-MAA-MAF Alumno: Josue Ramos García Miranda U20201075Document20 paginiCalculo Aplicado A La Fisica III: Separata N°3 Ejercicios de MAS-MAA-MAF Alumno: Josue Ramos García Miranda U20201075Josue GarciasÎncă nu există evaluări
- Ramirez Gonzalez Emmanuel Cuestionario y Problemario 2do Parcial Curso Transferencia de Calor Grupo 6MM3 Ciclo 2023-1Document16 paginiRamirez Gonzalez Emmanuel Cuestionario y Problemario 2do Parcial Curso Transferencia de Calor Grupo 6MM3 Ciclo 2023-1Tapia Rojas Carlos DanielÎncă nu există evaluări
- 3er Informe de FisicaDocument15 pagini3er Informe de FisicaSebastian MasgoÎncă nu există evaluări
- Anexo 1 - Tarea 2Document29 paginiAnexo 1 - Tarea 2Esneyder QuevedoÎncă nu există evaluări
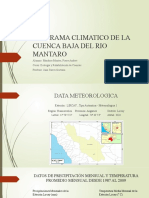
- Diagrama Climatico de La Cuenca Baja Del Rio MantaroDocument4 paginiDiagrama Climatico de La Cuenca Baja Del Rio MantaroPierreÎncă nu există evaluări
- p8 CalculosDocument6 paginip8 CalculosMarcelo Nelson Limachi ApioÎncă nu există evaluări
- TEMA 1 - Solar de Baja TemperaturaDocument40 paginiTEMA 1 - Solar de Baja TemperaturaADRIAN SEN MARTINÎncă nu există evaluări
- Ruido CAAGDocument12 paginiRuido CAAGcarlosaristizabal92103Încă nu există evaluări
- Temperatura+Calor+y+Equilibrio+Térmico +Document39 paginiTemperatura+Calor+y+Equilibrio+Térmico +NataliaSeguelValderramaÎncă nu există evaluări
- Caracterización Del Efecto de La Interacción Humano-Estructura en Puentes Peatonales de La Ciudad de CaliDocument18 paginiCaracterización Del Efecto de La Interacción Humano-Estructura en Puentes Peatonales de La Ciudad de CalijaviÎncă nu există evaluări
- Tipos de PerfilesDocument6 paginiTipos de PerfilesJimena EspinozaÎncă nu există evaluări
- El Mundo de Las OndasDocument1 paginăEl Mundo de Las OndasRaulPamplona0% (1)
- Movimiento en Una DirecciónDocument54 paginiMovimiento en Una DirecciónOscar LopezÎncă nu există evaluări
- Informe ConvecciónDocument12 paginiInforme ConvecciónMoyses Alphonsus Altum Mare LiconensisÎncă nu există evaluări
- MCU y MCUADocument34 paginiMCU y MCUAMercy TilleriaÎncă nu există evaluări
- CONTENIDO DE FISICA EscolarDocument9 paginiCONTENIDO DE FISICA EscolarYasset De Paz GonzálezÎncă nu există evaluări
- Movimiento Ondulatorio: ObjetivosDocument9 paginiMovimiento Ondulatorio: Objetivoscarlos perezÎncă nu există evaluări
- ContinueDocument2 paginiContinueJazmínAmorósAlvaradoÎncă nu există evaluări
- Capitulo 1 VelocidadesDocument7 paginiCapitulo 1 VelocidadesWilson C VargasÎncă nu există evaluări