S-ar putea să vă placă și
- Optimizar almacén logístico a través del análisis de capacidad, costos y UCADocument3 paginiOptimizar almacén logístico a través del análisis de capacidad, costos y UCALuis50% (2)
- Codigos de g0 A g99Document13 paginiCodigos de g0 A g99aamd-100% (1)
- Control de Calidad en Las FundicionesDocument42 paginiControl de Calidad en Las FundicionesFernando GuamánÎncă nu există evaluări
- Matemáticas FinancierasDocument37 paginiMatemáticas FinancierasGerson Morales RodriguezÎncă nu există evaluări
- GuAa PrA Ctica para La GestiA3n Ambiental Walss Aurioles Rodolfo Author PDFDocument458 paginiGuAa PrA Ctica para La GestiA3n Ambiental Walss Aurioles Rodolfo Author PDF爱Gaara100% (1)
- 000125Document1 pagină000125Fernando GuamánÎncă nu există evaluări
- Smart SeminarioDocument4 paginiSmart SeminarioFernando GuamánÎncă nu există evaluări
- Problemas de Distribucion Normal - Pag. 2-7Document12 paginiProblemas de Distribucion Normal - Pag. 2-7Amanda Iris Aranda OcañaÎncă nu există evaluări
- Determinación del contenido de arcilla en arenas de moldeoDocument4 paginiDeterminación del contenido de arcilla en arenas de moldeoFernando GuamánÎncă nu există evaluări
- Los Procesos de Produccion PresentarDocument26 paginiLos Procesos de Produccion PresentarFernando GuamánÎncă nu există evaluări
- Revolucion IndustrialDocument19 paginiRevolucion IndustrialFernando GuamánÎncă nu există evaluări
- Ejercicios de PronosticosDocument12 paginiEjercicios de PronosticosFernando GuamánÎncă nu există evaluări
- Pasos Sobre El Proceso de MoldeoDocument2 paginiPasos Sobre El Proceso de MoldeoFernando GuamánÎncă nu există evaluări
- Revolucion IndustrialDocument19 paginiRevolucion IndustrialFernando GuamánÎncă nu există evaluări
- Articles 176165 ArchivoDocument12 paginiArticles 176165 ArchivoEleiner LinkinparistaÎncă nu există evaluări
- Metodos de AproximacionDocument4 paginiMetodos de AproximacionFernando GuamánÎncă nu există evaluări
- Medidas de seguridad con herramientas manuales y eléctricasDocument76 paginiMedidas de seguridad con herramientas manuales y eléctricasalberto1954Încă nu există evaluări
- Cap. 16Document2 paginiCap. 16Fernando GuamánÎncă nu există evaluări
- PromediosDocument4 paginiPromediosFernando GuamánÎncă nu există evaluări
- Documental Japon ColombiaDocument8 paginiDocumental Japon ColombiaFernando GuamánÎncă nu există evaluări
- TaladradoDocument7 paginiTaladradoKako EpsÎncă nu există evaluări
- Mitos y Verdades Japon ColombiaDocument4 paginiMitos y Verdades Japon ColombiaFernando GuamánÎncă nu există evaluări
- Comprar Tirar ComprarDocument26 paginiComprar Tirar ComprarFernando GuamánÎncă nu există evaluări
- Dibujo TécnicoDocument23 paginiDibujo TécnicoBorman GarciaÎncă nu există evaluări
- Laboratorios de ProcesosDocument20 paginiLaboratorios de ProcesosFernando GuamánÎncă nu există evaluări
- A.I. Fetísov . - Acerca de La Demostración en GeometríaDocument68 paginiA.I. Fetísov . - Acerca de La Demostración en GeometríaFaca Córdoba100% (1)
- Estudio de Mercado CompletoDocument75 paginiEstudio de Mercado CompletoSolangeÎncă nu există evaluări
- Presentación de PowerPoint PDFDocument90 paginiPresentación de PowerPoint PDFjoaquin patricio valenzuelaÎncă nu există evaluări
- Ratios Financieros - DiapositivasDocument36 paginiRatios Financieros - DiapositivasBrayan S VidalÎncă nu există evaluări
- MANTENIMIENTODocument178 paginiMANTENIMIENTOFernando GuamánÎncă nu există evaluări
- Diseño experimental completamente aleatorizado (DCADocument14 paginiDiseño experimental completamente aleatorizado (DCAFernando GuamánÎncă nu există evaluări
- Desarrollo SustentableDocument51 paginiDesarrollo SustentableMartin Angel Martinez AnguianoÎncă nu există evaluări
- Tecnicas de Presupuesto Del CapitalDocument14 paginiTecnicas de Presupuesto Del CapitalFernando GuamánÎncă nu există evaluări
- La Maquina de VaporDocument2 paginiLa Maquina de Vaportutoria2c100% (1)
- Guia de Actividades y Rúbrica de Evaluación Tarea 1 - Reconocimiento Del Curso y Conceptos PrincipalesDocument9 paginiGuia de Actividades y Rúbrica de Evaluación Tarea 1 - Reconocimiento Del Curso y Conceptos PrincipalesLina Marcela Rodas Fernandez0% (1)
- Acta No. 003 18 de Mayo de 2022Document4 paginiActa No. 003 18 de Mayo de 2022LILITH HERNANDEZÎncă nu există evaluări
- Perfil de Proyecto R.tomasM Horno de InduccionE.Document51 paginiPerfil de Proyecto R.tomasM Horno de InduccionE.Reynaldo Franz Ajata ChÎncă nu există evaluări
- Convenio de BudapestDocument3 paginiConvenio de BudapestLeón ColochÎncă nu există evaluări
- P&idDocument19 paginiP&idIsamar Salas MirandaÎncă nu există evaluări
- Ficha Tecnica Cabina SonoamortiguadaDocument3 paginiFicha Tecnica Cabina Sonoamortiguadaclaudia gomezÎncă nu există evaluări
- Maestria en Economia 2023Document1 paginăMaestria en Economia 2023Julian TroveroÎncă nu există evaluări
- Para ImprimirDocument260 paginiPara ImprimirJoselito Edber Meza MezaÎncă nu există evaluări
- Plan Covid - Flat Up 213 PDFDocument30 paginiPlan Covid - Flat Up 213 PDFJorch Comunidad DE Ingenieros DEL PerúÎncă nu există evaluări
- Tarea2AE Nicolalde2Document21 paginiTarea2AE Nicolalde2Javier Daniel NikolaldeÎncă nu există evaluări
- Ivestigacion ORFIDocument70 paginiIvestigacion ORFIfabiolaÎncă nu există evaluări
- Diseno Hidraulico Obras de Toma 125-215-1-SMDocument8 paginiDiseno Hidraulico Obras de Toma 125-215-1-SMEmmanuel MejiaÎncă nu există evaluări
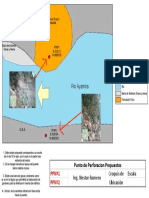
- Formacion Pozo (P-poz) Roca fracturada Rio AyamiraDocument1 paginăFormacion Pozo (P-poz) Roca fracturada Rio AyamiraJunior Andia CarbajalÎncă nu există evaluări
- Transesterificación ExpoDocument20 paginiTransesterificación ExpoJesus Santiago AlejandroÎncă nu există evaluări
- Publicidad y EducacionDocument218 paginiPublicidad y EducacionLudmila OrtegaÎncă nu există evaluări
- Estructura Programa de Seguridad Del PacienteDocument5 paginiEstructura Programa de Seguridad Del PacienteJackeline SuarezÎncă nu există evaluări
- ARTICULOSDocument12 paginiARTICULOSHenry Omar Espinal VasquezÎncă nu există evaluări
- Informe FrecuenciaDocument3 paginiInforme FrecuenciaJose Jadir Layton CorzoÎncă nu există evaluări
- MuseopradoDocument2 paginiMuseopradoEdward GómezÎncă nu există evaluări
- Economía en Un DíaDocument17 paginiEconomía en Un DíaLaura Daniela MartinezÎncă nu există evaluări
- Taller MineriaDocument17 paginiTaller MineriaEmily Anchicoque Riera100% (1)
- Johanna Mancilla Quintana Cuarentena Informe PDFDocument11 paginiJohanna Mancilla Quintana Cuarentena Informe PDFJohanna MancillaÎncă nu există evaluări
- PM Ingeniería y Construcción S.A. de C.V.: ClienteDocument12 paginiPM Ingeniería y Construcción S.A. de C.V.: Clienteoscar trasladinoÎncă nu există evaluări
- Baran A Cister VolvoDocument3 paginiBaran A Cister VolvoKevin Franco Quilla GutiérrezÎncă nu există evaluări
- Practica 4 Evaluacion de PlagasDocument31 paginiPractica 4 Evaluacion de PlagasCarlos Enrique Pijo PerezÎncă nu există evaluări
- Auditoría marcas conformidadDocument9 paginiAuditoría marcas conformidadChristian TéllezÎncă nu există evaluări