S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1091)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- ExxonMobil: Internal and External Environment AnalysisDocument28 paginiExxonMobil: Internal and External Environment AnalysisDipesh Kr Mahato60% (5)
- The Aura-Soma Colour Essences PDFDocument2 paginiThe Aura-Soma Colour Essences PDFhelen100% (1)
- Drill LineDocument16 paginiDrill Linemech133Încă nu există evaluări
- OutoKumpu SS Pipe-2010Document124 paginiOutoKumpu SS Pipe-2010ahmedalishÎncă nu există evaluări
- Batteries and Fuel CellsDocument43 paginiBatteries and Fuel CellsL PircyÎncă nu există evaluări
- Introduction To Fermentation ProcessesDocument12 paginiIntroduction To Fermentation ProcessesTarequl Islam NishadÎncă nu există evaluări
- Inspection Checklist For Installation of Earthing System123 PDFDocument1 paginăInspection Checklist For Installation of Earthing System123 PDFKuljinder VirdiÎncă nu există evaluări
- Saad Sci TerrariumDocument12 paginiSaad Sci TerrariumahmedalishÎncă nu există evaluări
- Student Hostel Rs. 6.74 Million Mar-2021Document30 paginiStudent Hostel Rs. 6.74 Million Mar-2021ahmedalishÎncă nu există evaluări
- Peanuts Processing Unit Rs. 22.03 Million Dec-2020Document22 paginiPeanuts Processing Unit Rs. 22.03 Million Dec-2020ahmedalishÎncă nu există evaluări
- Guest House Rs. 14.19 Million Apr-2021Document33 paginiGuest House Rs. 14.19 Million Apr-2021ahmedalishÎncă nu există evaluări
- Retail or Wholesale Outlet For Used Motor Vehicle Parts - Commercial Carriage Vehicles Rs. 14.31 Million Sep-2021Document43 paginiRetail or Wholesale Outlet For Used Motor Vehicle Parts - Commercial Carriage Vehicles Rs. 14.31 Million Sep-2021ahmedalishÎncă nu există evaluări
- Glass Ceramic Coating of Vehicles Auto Detailing Rs. 4.65 Million May-2021Document31 paginiGlass Ceramic Coating of Vehicles Auto Detailing Rs. 4.65 Million May-2021ahmedalishÎncă nu există evaluări
- Skin Care Products Manufacturing Marketing Rs. 11.63 Million Jun-2022Document27 paginiSkin Care Products Manufacturing Marketing Rs. 11.63 Million Jun-2022ahmedalish100% (1)
- Small Size Corporate Law Practicing Firm Rs. 5.25 Million May-2021Document29 paginiSmall Size Corporate Law Practicing Firm Rs. 5.25 Million May-2021ahmedalishÎncă nu există evaluări
- Dairy Shop Rs. 4.16 Million May-2021Document37 paginiDairy Shop Rs. 4.16 Million May-2021ahmedalishÎncă nu există evaluări
- Health & Beauty Promotion Jabel Ali NestoDocument2 paginiHealth & Beauty Promotion Jabel Ali NestoahmedalishÎncă nu există evaluări
- Cablofil PVC Cable TrayDocument24 paginiCablofil PVC Cable TrayahmedalishÎncă nu există evaluări
- Karachi Stock Exchange Office: Tradecast User GuideDocument9 paginiKarachi Stock Exchange Office: Tradecast User GuideahmedalishÎncă nu există evaluări
- TX4400 Manual v0.94Document39 paginiTX4400 Manual v0.94ahmedalishÎncă nu există evaluări
- People Edge - Mohammed AbdullahDocument3 paginiPeople Edge - Mohammed AbdullahahmedalishÎncă nu există evaluări
- Light Motor Vehicle Handbook English 2019Document155 paginiLight Motor Vehicle Handbook English 2019ahmedalish100% (1)
- S# Isin CFI Code (As Per New ISO) Security Name Security Symbol Sector Name Security Type StatusDocument25 paginiS# Isin CFI Code (As Per New ISO) Security Name Security Symbol Sector Name Security Type StatusahmedalishÎncă nu există evaluări
- Bring Structure Into Your Data With Autocad Plant Report CreatorDocument10 paginiBring Structure Into Your Data With Autocad Plant Report CreatorahmedalishÎncă nu există evaluări
- 4 - Laser Safety and Classification PDFDocument39 pagini4 - Laser Safety and Classification PDFshaymaa alabassiÎncă nu există evaluări
- Cause and Effect EassyDocument11 paginiCause and Effect EassyMrito ManobÎncă nu există evaluări
- HR202LDocument8 paginiHR202LnaonisÎncă nu există evaluări
- Basic Well Logging and Formation EvaluationWell Logging 28-36Document10 paginiBasic Well Logging and Formation EvaluationWell Logging 28-36Harry PangestuÎncă nu există evaluări
- Three Phase AC AC ResonantDocument5 paginiThree Phase AC AC ResonantruanÎncă nu există evaluări
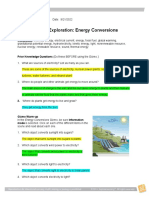
- Gizmo Energy ConversionsDocument6 paginiGizmo Energy ConversionsDerick GeorgesÎncă nu există evaluări
- Question No 1: Experiment: To Measure Electrical Conductivity by Using Two Probe or Four Probe MethodDocument17 paginiQuestion No 1: Experiment: To Measure Electrical Conductivity by Using Two Probe or Four Probe Methodzrish100% (1)
- Reidland Middle School: 7 Grade Science Course Syllabus Mrs. TilfordDocument3 paginiReidland Middle School: 7 Grade Science Course Syllabus Mrs. Tilfordapi-260199648Încă nu există evaluări
- Department of Water ResourcesDocument57 paginiDepartment of Water ResourcesGlenn Sabanal GarciaÎncă nu există evaluări
- The Case For Methanol As A Green H2 CarrierDocument2 paginiThe Case For Methanol As A Green H2 Carrierdavid limÎncă nu există evaluări
- 100 611 - DE - Booster - 2pump - SubmittalDocument10 pagini100 611 - DE - Booster - 2pump - SubmittalEfrain CorroÎncă nu există evaluări
- Embedded Green House Automation SystemDocument4 paginiEmbedded Green House Automation SystemRaju JonukutuÎncă nu există evaluări
- Electricity Generation Using StaircaseDocument34 paginiElectricity Generation Using Staircasesubham patelÎncă nu există evaluări
- Gate Valves Used Aboard ShipsDocument6 paginiGate Valves Used Aboard ShipsFirtwoÎncă nu există evaluări
- TurbinDocument6 paginiTurbinFirstka AdiwijayaÎncă nu există evaluări
- Unit 1 - Motion: Calculating SpeedDocument37 paginiUnit 1 - Motion: Calculating SpeedRamesh Kulkarni100% (1)
- Brand Positioning of Prism CementDocument28 paginiBrand Positioning of Prism CementDhiraj Dwivedi100% (1)
- ABS Anglo Belgian CorporationDocument6 paginiABS Anglo Belgian CorporationDammiam GaticaÎncă nu există evaluări
- Studio BELEM Rethinks Traditional Housing For Changing Lifestyles Post COVID-19Document11 paginiStudio BELEM Rethinks Traditional Housing For Changing Lifestyles Post COVID-19Edwin Adrian Diaz JimenezÎncă nu există evaluări
- A9k27210 PDFDocument2 paginiA9k27210 PDFThanh Luân HuỳnhÎncă nu există evaluări
- Air Vent Heads DNV 2003 PDFDocument7 paginiAir Vent Heads DNV 2003 PDFBhargav PatelÎncă nu există evaluări
- Kvc-Uv: Capture Jet Hood With Supply Air and UV TechnologyDocument9 paginiKvc-Uv: Capture Jet Hood With Supply Air and UV Technologying_ballesterosÎncă nu există evaluări
- Operating Manual: Series 12134B Recovery/Recycling/Recharging Unit For R-12 and R-134aDocument52 paginiOperating Manual: Series 12134B Recovery/Recycling/Recharging Unit For R-12 and R-134aPepe AlÎncă nu există evaluări
- EC ActDocument24 paginiEC ActKartik KulhariÎncă nu există evaluări