S-ar putea să vă placă și
- Shivkumar ProjectDocument27 paginiShivkumar Projectshivbk100% (1)
- Asian Paints FinalDocument17 paginiAsian Paints FinalDevendra MishraÎncă nu există evaluări
- Just in Time Manufacturing in The Indian Automobile IndustryDocument7 paginiJust in Time Manufacturing in The Indian Automobile IndustryVinod Kumar Vundela100% (1)
- OlaDocument12 paginiOlaJaidev SourotÎncă nu există evaluări
- Pricol PVT LTDDocument6 paginiPricol PVT LTDPriyanka GuruswamyÎncă nu există evaluări
- Turbo Bearing ProjectDocument55 paginiTurbo Bearing ProjectDesai KrutikÎncă nu există evaluări
- Indian Leather Industry AnalysisDocument10 paginiIndian Leather Industry Analysisrajanikanthreddy_mÎncă nu există evaluări
- Implant Training Report FormatDocument40 paginiImplant Training Report FormatVinoth Vkr100% (1)
- Asian PaintsDocument20 paginiAsian PaintsSubhojit Roy100% (1)
- Synopsis Topic: Industry Analysis of Tyre Industry Case Studies of MRF Tyres andDocument9 paginiSynopsis Topic: Industry Analysis of Tyre Industry Case Studies of MRF Tyres andDamanpreet singhÎncă nu există evaluări
- Berger PaintsDocument52 paginiBerger Paintsaishwarya mishraÎncă nu există evaluări
- A Study On Brand Identity of Product Distribution Channel at Havells India PVT LTDDocument23 paginiA Study On Brand Identity of Product Distribution Channel at Havells India PVT LTDInternational Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
- Asian Paints RuralDocument17 paginiAsian Paints RuralAjith RavindranÎncă nu există evaluări
- Final Logistics ProjectDocument25 paginiFinal Logistics ProjectDhwani ShahÎncă nu există evaluări
- Asian Paint Internship ReportDocument44 paginiAsian Paint Internship Reportprmeshbhai0102Încă nu există evaluări
- Strategic Analysis of Raymond App. Ltd.Document8 paginiStrategic Analysis of Raymond App. Ltd.thegr81pary83% (6)
- Relaxo ProjectDocument27 paginiRelaxo ProjectVarun KapoorÎncă nu există evaluări
- Hero Honda Industry ProfileDocument50 paginiHero Honda Industry Profilemmmonmission60% (5)
- Lean Manufacturing The Maruti Way - Business LineDocument2 paginiLean Manufacturing The Maruti Way - Business LineSiva Krishna Reddy NallamilliÎncă nu există evaluări
- Titan Project File (Bba 2ND Year)Document47 paginiTitan Project File (Bba 2ND Year)Lucky SrivastavaÎncă nu există evaluări
- Sales & Distribution of Berger PaintsDocument39 paginiSales & Distribution of Berger PaintsPalavi Behl100% (3)
- Asian PaintsDocument39 paginiAsian Paintsamar_saxena6085789% (9)
- Project On Telecom SectorDocument114 paginiProject On Telecom SectorSuresh100% (1)
- Tata Nano PresentationDocument20 paginiTata Nano PresentationNeeraj Kumar71% (7)
- Marico: Annual Report 2020-21Document58 paginiMarico: Annual Report 2020-21ADITYA GAURAVÎncă nu există evaluări
- Group 10Document13 paginiGroup 10AayushÎncă nu există evaluări
- Nidhi Bata ProjectDocument57 paginiNidhi Bata ProjectKashish AroraÎncă nu există evaluări
- Ola Cabs - Organizational ExcellenceDocument5 paginiOla Cabs - Organizational ExcellenceManisheel GautamÎncă nu există evaluări
- Chapter 1 ChowguleDocument6 paginiChapter 1 ChowguleVishal GaonkarÎncă nu există evaluări
- Asianpaints Group5Document27 paginiAsianpaints Group5Prabhu Murugaraj100% (1)
- Mahindra & MahindraDocument11 paginiMahindra & MahindraKannanAlagappanÎncă nu există evaluări
- Phaneesh Murthy Sexual Harassment CaseDocument20 paginiPhaneesh Murthy Sexual Harassment CaseJacob Toms NalleparampilÎncă nu există evaluări
- Retail Management Project - Group 7 - Section BDocument25 paginiRetail Management Project - Group 7 - Section BLoviÎncă nu există evaluări
- Consumer Perception Towards Kajaria TilesDocument33 paginiConsumer Perception Towards Kajaria TilesNitishKumar100% (2)
- Ratan TataDocument9 paginiRatan TataRavi Pokharikar50% (2)
- Evolution of Rural MarketingDocument25 paginiEvolution of Rural MarketingttirvÎncă nu există evaluări
- Itc LTD.: Minor Project Report (Pg34) ONDocument28 paginiItc LTD.: Minor Project Report (Pg34) ONBhavya BhartiÎncă nu există evaluări
- Tanishq NotesDocument8 paginiTanishq NotesChandanMatoliaÎncă nu există evaluări
- Industrial Visit To Asahi India Glass LimitedDocument3 paginiIndustrial Visit To Asahi India Glass LimitedramesisbhsÎncă nu există evaluări
- Project Report On Retailers Perception About Micromaxx Mobile HandsetsDocument82 paginiProject Report On Retailers Perception About Micromaxx Mobile HandsetsManish Singh77% (13)
- Titan vs. TimexDocument50 paginiTitan vs. Timexparulkansotia100% (1)
- Indian Villages-Our Strength or Our WeaknessDocument14 paginiIndian Villages-Our Strength or Our WeaknessVivek Upreti100% (1)
- Product Levels, Product Classification and Prodcut Line Streching Lecture 1Document84 paginiProduct Levels, Product Classification and Prodcut Line Streching Lecture 1Amogh ChaturvediÎncă nu există evaluări
- "Total Quality Management On TATA MOTORS LTD": A Project Report ONDocument76 pagini"Total Quality Management On TATA MOTORS LTD": A Project Report ONpandey_hariom12Încă nu există evaluări
- IMT Project - A Comparative Study of Marketing Strategy Refrences To 4ps of Big Bazar and Other Retail CompanyDocument54 paginiIMT Project - A Comparative Study of Marketing Strategy Refrences To 4ps of Big Bazar and Other Retail Companyjayantrana670% (3)
- BATA Shoes PDFDocument19 paginiBATA Shoes PDFMuddaser NawazÎncă nu există evaluări
- BMDocument11 paginiBMprasru 37Încă nu există evaluări
- Neel Metal Products LTD.: (NMPL)Document34 paginiNeel Metal Products LTD.: (NMPL)John HaydenÎncă nu există evaluări
- Inventory ManagementDocument30 paginiInventory Managementavnishchauhan8_46499100% (1)
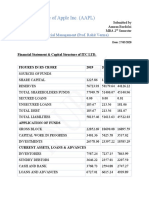
- Capital Structure Analysis of ITC LTDDocument4 paginiCapital Structure Analysis of ITC LTDAnuran Bordoloi0% (1)
- School of Management Studies INDIRA GANDHI NATIONAL OPEN UNIVERSITY Proforma For Approval of Project Proposal (MS-100)Document14 paginiSchool of Management Studies INDIRA GANDHI NATIONAL OPEN UNIVERSITY Proforma For Approval of Project Proposal (MS-100)Pramod ShawÎncă nu există evaluări
- PKDocument42 paginiPKSafeer Shibi100% (1)
- Factors Affecting Paint IndustryDocument4 paginiFactors Affecting Paint IndustrySoniya Dhyani67% (3)
- A Report On Placement Training at Peekay Steels PVT LTD CalicutDocument63 paginiA Report On Placement Training at Peekay Steels PVT LTD CalicutDilrupa JmÎncă nu există evaluări
- Gurpreet Banhal1Document5 paginiGurpreet Banhal1aditya_pandey_77Încă nu există evaluări
- Department of Technical EducationDocument14 paginiDepartment of Technical EducationManoj insulkarÎncă nu există evaluări
- Source of CapitalDocument61 paginiSource of Capitalnavin066Încă nu există evaluări
- Final Report of BancoDocument33 paginiFinal Report of BancomahendrabpatelÎncă nu există evaluări
- Jaydip Project FinalDocument24 paginiJaydip Project FinalRohit PanditÎncă nu există evaluări
- Optimising The Production Process of Export Components in Roots Cast PVT LTDDocument53 paginiOptimising The Production Process of Export Components in Roots Cast PVT LTDnivi_ammukuttyÎncă nu există evaluări
- New Markets To Look At: Law Firms Coaching InstitutesDocument1 paginăNew Markets To Look At: Law Firms Coaching Institutesdhurjotic9Încă nu există evaluări
- Bgs Satyam AssetsDocument2 paginiBgs Satyam Assetsdhurjotic9Încă nu există evaluări
- Group List DSMDocument20 paginiGroup List DSMdhurjotic9Încă nu există evaluări
- Bgs Satyam AssetsDocument2 paginiBgs Satyam Assetsdhurjotic9Încă nu există evaluări
- Auto Ancillaries Industry: Company Name: Spark Minda (Ashok Minda Corporation) Product: BackgroundDocument2 paginiAuto Ancillaries Industry: Company Name: Spark Minda (Ashok Minda Corporation) Product: Backgrounddhurjotic9Încă nu există evaluări
- Wind of Change of 1970'S and Business: Saurav Dey 01314Document4 paginiWind of Change of 1970'S and Business: Saurav Dey 01314dhurjotic9Încă nu există evaluări
- Interim Report: Minda Corporation & Auto Ancillaries IndustryDocument2 paginiInterim Report: Minda Corporation & Auto Ancillaries Industrydhurjotic9Încă nu există evaluări
- Qualities of EntrepreneursDocument1 paginăQualities of Entrepreneursdhurjotic9Încă nu există evaluări
- G.H Raisoni College of Engineering: Ics Report Deo Engineering CompanyDocument16 paginiG.H Raisoni College of Engineering: Ics Report Deo Engineering Companydhurjotic9Încă nu există evaluări
- Ground Water Brochure of Jhansi District, Uttar Pradesh: Title Page NoDocument19 paginiGround Water Brochure of Jhansi District, Uttar Pradesh: Title Page NoSandeep KumarÎncă nu există evaluări
- Eldritch HighDocument39 paginiEldritch HighGabriel AlvarezÎncă nu există evaluări
- Pathway Foundation T'SDocument113 paginiPathway Foundation T'SDo HuyenÎncă nu există evaluări
- IB Source CatalogDocument145 paginiIB Source Catalogeibsource100% (2)
- Application LetterDocument8 paginiApplication LetterProbiotik Organik PalembangÎncă nu există evaluări
- Karatina University: University Examinations 2018/2019 ACADEMIC YEARDocument5 paginiKaratina University: University Examinations 2018/2019 ACADEMIC YEARtimÎncă nu există evaluări
- FROG Chapter08 PDFDocument37 paginiFROG Chapter08 PDF신재호Încă nu există evaluări
- MPhil/PhD Development Planning at The Bartlett Development Planning Unit. University College LondonDocument2 paginiMPhil/PhD Development Planning at The Bartlett Development Planning Unit. University College LondonThe Bartlett Development Planning Unit - UCLÎncă nu există evaluări
- CNC Unit 1Document4 paginiCNC Unit 1chandiran88Încă nu există evaluări
- W3: Assess 2 On Self-PerceptionDocument2 paginiW3: Assess 2 On Self-PerceptionGielyn Camilo100% (1)
- C Shock Press KitDocument10 paginiC Shock Press KitSusan LiÎncă nu există evaluări
- Esp QuestionnaireDocument9 paginiEsp QuestionnaireMarivic SolijonÎncă nu există evaluări
- Core OmDocument25 paginiCore OmCristina SencalÎncă nu există evaluări
- Analytics For Sustainable BusinessDocument6 paginiAnalytics For Sustainable BusinessDeloitte AnalyticsÎncă nu există evaluări
- Guidelines For PH D ProgrammeDocument15 paginiGuidelines For PH D ProgrammeDammar Singh SaudÎncă nu există evaluări
- Bolted Connection in Glass StructureDocument52 paginiBolted Connection in Glass StructureCristiana Gruia-Paun100% (2)
- Lllllllllllllllllillll - L - L - !) !) ) L) (L) !) ) L! (L) LLLLLLLLLLLLLLLLLLLLLLLLLLDocument6 paginiLllllllllllllllllillll - L - L - !) !) ) L) (L) !) ) L! (L) LLLLLLLLLLLLLLLLLLLLLLLLLLesssiÎncă nu există evaluări
- Reading Comprehension: Pratyush at Toughest QuestionsDocument40 paginiReading Comprehension: Pratyush at Toughest QuestionsJaved AnwarÎncă nu există evaluări
- Indirectness and Euphemism PDFDocument30 paginiIndirectness and Euphemism PDFmgar10Încă nu există evaluări
- 01 Reading Diagnostic Test StudentDocument4 pagini01 Reading Diagnostic Test StudentCicely Guevara LeónÎncă nu există evaluări
- Ethnic Groups and RacismDocument21 paginiEthnic Groups and RacismNichaella BiscochoÎncă nu există evaluări
- Aniket CV NewDocument2 paginiAniket CV NewRajreddy ChamawarÎncă nu există evaluări
- Art of First DueDocument32 paginiArt of First DuedadaditdahÎncă nu există evaluări
- SPPA-T3000 Control System The Benchmark in Controls: Siemens Power & Process AutomationDocument16 paginiSPPA-T3000 Control System The Benchmark in Controls: Siemens Power & Process AutomationTiar FatihÎncă nu există evaluări
- Essay 2: Technology Taking Over .PDF Parent TrapDocument2 paginiEssay 2: Technology Taking Over .PDF Parent TrapGideon CropÎncă nu există evaluări
- SynopsisDocument25 paginiSynopsisKartik KhannaÎncă nu există evaluări
- Lesson 2: IGSS System Overview: Interactive Graphical SCADA SystemDocument7 paginiLesson 2: IGSS System Overview: Interactive Graphical SCADA SystemRoberto CarrascoÎncă nu există evaluări
- Unit - Ii: Types of CommunicationDocument73 paginiUnit - Ii: Types of CommunicationAustinÎncă nu există evaluări
- BOC Develop A Strategic Communication Plan of The Transformation Roadmap Phase 2Document25 paginiBOC Develop A Strategic Communication Plan of The Transformation Roadmap Phase 2Mario FranciscoÎncă nu există evaluări
- Management Controls in Family-Owned Businesses (Fobs) : A Case Study of An Indonesian Family-Owned UniversityDocument13 paginiManagement Controls in Family-Owned Businesses (Fobs) : A Case Study of An Indonesian Family-Owned UniversityAgustÎncă nu există evaluări