S-ar putea să vă placă și
- ch11 - 2metal Alloys Application and ProcessingDocument75 paginich11 - 2metal Alloys Application and ProcessingZuhaÎncă nu există evaluări
- chapter11Document52 paginichapter11TamiruÎncă nu există evaluări
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDe la EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonÎncă nu există evaluări
- Microstructures of Iron-Carbon Alloys: Fine Pearlite 3000XDocument9 paginiMicrostructures of Iron-Carbon Alloys: Fine Pearlite 3000XVaishu 07Încă nu există evaluări
- Applications and Processing of Metal AlloysDocument39 paginiApplications and Processing of Metal Alloysjulito paquitÎncă nu există evaluări
- Material Chapter11Document30 paginiMaterial Chapter11khanh phamÎncă nu există evaluări
- Chapter 1 (Part II)Document32 paginiChapter 1 (Part II)malikwaleedsher68Încă nu există evaluări
- Issues To Address... : Chapter 11 - 1Document18 paginiIssues To Address... : Chapter 11 - 1Luthfi Kurnia DewiÎncă nu există evaluări
- Module 4 and 6: Luckman MuhmoodDocument54 paginiModule 4 and 6: Luckman MuhmoodAman PanchalÎncă nu există evaluări
- Steel: CE 2330 Jul - Nov 2017 IIT TirupatiDocument32 paginiSteel: CE 2330 Jul - Nov 2017 IIT TirupatiUmar AlamÎncă nu există evaluări
- Metal - Designation & PropertiesDocument37 paginiMetal - Designation & Propertiesmyself_riteshÎncă nu există evaluări
- Chapter 7 Ferrous and Non-Ferrous MetalsDocument60 paginiChapter 7 Ferrous and Non-Ferrous MetalsStephen IgatÎncă nu există evaluări
- Maintenance and Repair Welding Training ModuleDocument59 paginiMaintenance and Repair Welding Training ModuleAtefÎncă nu există evaluări
- Introduction To Steel Classification and Standard: Suwarno, PHDDocument22 paginiIntroduction To Steel Classification and Standard: Suwarno, PHDmirfanwibisono100% (1)
- Week 12 Engineering MaterialsDocument32 paginiWeek 12 Engineering MaterialsMohaiminul Islam TalhaÎncă nu există evaluări
- 7 - Wrap Up Session For Mid Term TestDocument36 pagini7 - Wrap Up Session For Mid Term TestFiky ArdiansyahÎncă nu există evaluări
- Baja Karbon (Carbon Steels)Document25 paginiBaja Karbon (Carbon Steels)Mochammad Fajri MuharamÎncă nu există evaluări
- Ch13 Materials ApplicationsDocument63 paginiCh13 Materials ApplicationsThefairman UnkownÎncă nu există evaluări
- Lecture 3Document23 paginiLecture 3Khaled SaadÎncă nu există evaluări
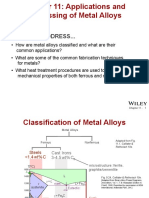
- Classification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CDocument19 paginiClassification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CAlex HalesÎncă nu există evaluări
- Chapter 13 - Application of Metals - 22.11.16Document24 paginiChapter 13 - Application of Metals - 22.11.16Ahmad Fakhrie ShahÎncă nu există evaluări
- CH 11Document35 paginiCH 11nur afifahÎncă nu există evaluări
- 9-Chapter - 17 - Thermal Processing of AlloysDocument31 pagini9-Chapter - 17 - Thermal Processing of AlloysZain FarhanÎncă nu există evaluări
- WHY STUDY Applications and Processing of Metal Alloy?Document24 paginiWHY STUDY Applications and Processing of Metal Alloy?hanizznabÎncă nu există evaluări
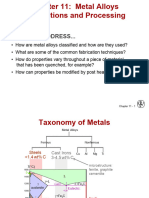
- Taxonomy of MetalsDocument28 paginiTaxonomy of MetalsArlita RahmaÎncă nu există evaluări
- Issues To Address... : Chapter 11 - 1Document32 paginiIssues To Address... : Chapter 11 - 1Irfan Satrio MardaniÎncă nu există evaluări
- Ch13 Materials ApplicationsDocument69 paginiCh13 Materials ApplicationsRhanganath ArivudainambiÎncă nu există evaluări
- Alloy SteelDocument33 paginiAlloy SteelDhana LakshmiÎncă nu există evaluări
- Chap 11Document27 paginiChap 11Qwe QÎncă nu există evaluări
- Alloy Steels: Dr. Indika de SilvaDocument25 paginiAlloy Steels: Dr. Indika de SilvaChandima K PriyamalÎncă nu există evaluări
- Metals and Alloys & Heat Treatment of Steels 2,4Document82 paginiMetals and Alloys & Heat Treatment of Steels 2,4Vimukthi KumaraÎncă nu există evaluări
- Material InspectionDocument39 paginiMaterial Inspectionkrisman f siregarÎncă nu există evaluări
- Carbon and Alloy Steels: - All of These Steels Are Alloys of Fe and CDocument42 paginiCarbon and Alloy Steels: - All of These Steels Are Alloys of Fe and CShashank SaxenaÎncă nu există evaluări
- Week 12Document30 paginiWeek 12Furkan Can ERTUĞRULÎncă nu există evaluări
- Issues To Address... : Chapter 11 - 1Document20 paginiIssues To Address... : Chapter 11 - 1Rowen PratherÎncă nu există evaluări
- Acerto Steel 2Document51 paginiAcerto Steel 2viyfÎncă nu există evaluări
- Materials For Engineering 12 - Ferritic Stainless SteelDocument14 paginiMaterials For Engineering 12 - Ferritic Stainless SteelKris WilochÎncă nu există evaluări
- Steel FachaDocument59 paginiSteel FachaviyfÎncă nu există evaluări
- IE 121 Metal: Asst. Prof. Dr. Oratai JongprateepDocument61 paginiIE 121 Metal: Asst. Prof. Dr. Oratai JongprateepAmaluddinÎncă nu există evaluări
- Acero MadridDocument46 paginiAcero MadridviyfÎncă nu există evaluări
- 5-b - Carbon and Alloy SteelsDocument43 pagini5-b - Carbon and Alloy SteelszzirapovÎncă nu există evaluări
- CH 14 CarbonandAlloySteelsDocument42 paginiCH 14 CarbonandAlloySteelsdarwin_hua100% (1)
- Penjelasan Tentang Perhitungan ZakatDocument162 paginiPenjelasan Tentang Perhitungan Zakatmegantropus_roxxaxÎncă nu există evaluări
- Ferrous Alloys Classification and Types GuideDocument36 paginiFerrous Alloys Classification and Types GuideNipun HarshaÎncă nu există evaluări
- Ferrous and Nonferrous Alloys: Issues To CoverDocument20 paginiFerrous and Nonferrous Alloys: Issues To CoverCandy KendeeÎncă nu există evaluări
- 1Document4 pagini1Anonymous 6MI1wMÎncă nu există evaluări
- 5 Ferrous and Non FerrousDocument63 pagini5 Ferrous and Non FerrousKiran ThunuguntlaÎncă nu există evaluări
- Iron and SteelDocument22 paginiIron and SteelAmarendra Hassan100% (3)
- Alloy & Special SteelsDocument33 paginiAlloy & Special Steelstanishka narayanÎncă nu există evaluări
- Weldability of High Strength Low Alloy SteelDocument34 paginiWeldability of High Strength Low Alloy SteelGanesan Veerasamy100% (1)
- Met 03 Weldability - Welding of C-MN, LA Steels - CIDocument24 paginiMet 03 Weldability - Welding of C-MN, LA Steels - CIRaghu vamshiÎncă nu există evaluări
- Pertemuan Steel and Steel AlloyDocument43 paginiPertemuan Steel and Steel AlloyAmran WiratmaÎncă nu există evaluări
- Steel: Stones Bricks Cement ConcreteDocument46 paginiSteel: Stones Bricks Cement ConcreteKaushik RÎncă nu există evaluări
- Steels Used Onboard Ships and How To Perform Maintenance WeldingDocument35 paginiSteels Used Onboard Ships and How To Perform Maintenance Weldingantonio111aÎncă nu există evaluări
- Cutting ToolsDocument61 paginiCutting ToolsKalai SelvanÎncă nu există evaluări
- Rail Specifications and Corrosion GuideDocument94 paginiRail Specifications and Corrosion GuideGowthami Priya HanumuthuÎncă nu există evaluări
- Heat Treatment (Immersion)Document108 paginiHeat Treatment (Immersion)DidSibalÎncă nu există evaluări
- METALLURGY AND MATERIALS PROPERTIESDocument55 paginiMETALLURGY AND MATERIALS PROPERTIESTina Miller100% (2)
- IntegrationDocument12 paginiIntegrationdestiny188Încă nu există evaluări
- Engg ZC242-L4Document48 paginiEngg ZC242-L4tbmariÎncă nu există evaluări
- HR Om11 ch01Document65 paginiHR Om11 ch01tbmariÎncă nu există evaluări
- Guide to Integration TechniquesDocument96 paginiGuide to Integration TechniquestbmariÎncă nu există evaluări
- Engg ZC242-L2Document40 paginiEngg ZC242-L2tbmariÎncă nu există evaluări
- Project Outline EvaluationDocument5 paginiProject Outline EvaluationtbmariÎncă nu există evaluări
- FMEADocument23 paginiFMEAtbmariÎncă nu există evaluări
- Failure-Rates VESSEL LPG !!!!Document106 paginiFailure-Rates VESSEL LPG !!!!serb329082100% (5)
- Atmelqualityhandbook PDFDocument35 paginiAtmelqualityhandbook PDFtbmariÎncă nu există evaluări
- Photochemical Smog: - What It Means For UsDocument7 paginiPhotochemical Smog: - What It Means For UstbmariÎncă nu există evaluări
- Envhper00427 0043Document30 paginiEnvhper00427 0043tbmariÎncă nu există evaluări
- Engg ZC242-L2Document40 paginiEngg ZC242-L2tbmariÎncă nu există evaluări
- Et ZC362-L1Document46 paginiEt ZC362-L1tbmariÎncă nu există evaluări
- ASEE ETD Narang FinalDocument8 paginiASEE ETD Narang FinaltbmariÎncă nu există evaluări
- Engg ZC242-L7Document55 paginiEngg ZC242-L7tbmariÎncă nu există evaluări
- Engg ZC242-L6Document50 paginiEngg ZC242-L6tbmariÎncă nu există evaluări
- AME 20231 SolutionsDocument78 paginiAME 20231 SolutionsÖzlem YılmazÎncă nu există evaluări
- Engg ZC242-L5Document55 paginiEngg ZC242-L5tbmariÎncă nu există evaluări
- MM 150214 Solution - DoDocument8 paginiMM 150214 Solution - Dotbmari100% (1)
- Eee-III-electrical and Electronicmeasurements and Instrume (10ee35) - NotesDocument81 paginiEee-III-electrical and Electronicmeasurements and Instrume (10ee35) - Notessanjay_songraÎncă nu există evaluări
- Workshop 20Document63 paginiWorkshop 20tbmariÎncă nu există evaluări
- Engg ZC242-L1Document41 paginiEngg ZC242-L1tbmariÎncă nu există evaluări
- The Strain Gage Pressure TransducerDocument7 paginiThe Strain Gage Pressure TransducertbmariÎncă nu există evaluări
- MM 06022010 SolutionDocument5 paginiMM 06022010 SolutiontbmariÎncă nu există evaluări
- Aaoczc111 2006 S2 ComDocument1 paginăAaoczc111 2006 S2 ComtbmariÎncă nu există evaluări
- IntByParts PDFDocument7 paginiIntByParts PDFNyonk Benyalo Al QoyimÎncă nu există evaluări
- Phase DiagramDocument5 paginiPhase DiagramtbmariÎncă nu există evaluări
- 716-10 Linear Programming IDocument18 pagini716-10 Linear Programming ILyes NasriÎncă nu există evaluări
- PropertiesDocument8 paginiPropertiestbmariÎncă nu există evaluări
- Extraction Metallurgy Case Studies: Copper Pyrometallurgy vs HydrometallurgyDocument123 paginiExtraction Metallurgy Case Studies: Copper Pyrometallurgy vs HydrometallurgymtanaydinÎncă nu există evaluări
- Alkali MetalsDocument8 paginiAlkali MetalsCarmela BuluranÎncă nu există evaluări
- Unit-III - Theory On The Metal Cutting OperationDocument217 paginiUnit-III - Theory On The Metal Cutting OperationKansath KamalÎncă nu există evaluări
- Naming Ions and Ionic CompoundsDocument21 paginiNaming Ions and Ionic Compoundsrvincenti7100% (2)
- Indeks Mineral Dan Daftar PustakaDocument3 paginiIndeks Mineral Dan Daftar Pustakaagus adiÎncă nu există evaluări
- Clark Forklift Oh 339 c500 Overhaul ManualDocument22 paginiClark Forklift Oh 339 c500 Overhaul Manualsarahlucero080795jcr97% (35)
- Grade Guide: A36 Steel Mechanical PropertiesDocument3 paginiGrade Guide: A36 Steel Mechanical PropertiesBayar DiyarÎncă nu există evaluări
- KNOWLEDGE FOR A BRIGHTER FUTURE: GUIDE TO NICKEL ALLOYS IN SULPHURIC ACIDDocument12 paginiKNOWLEDGE FOR A BRIGHTER FUTURE: GUIDE TO NICKEL ALLOYS IN SULPHURIC ACIDjoseocsilvaÎncă nu există evaluări
- Metode Analisa FCC 88 - New LogoDocument4 paginiMetode Analisa FCC 88 - New LogoyurinaÎncă nu există evaluări
- MMAW and SAW Refresher Course - ANBDocument55 paginiMMAW and SAW Refresher Course - ANBdayalram0% (1)
- Chemical Symbols & Element CompoundsDocument26 paginiChemical Symbols & Element CompoundsHaryanti Putri RizalÎncă nu există evaluări
- Astm A890 A890m 12 Copy CompressDocument4 paginiAstm A890 A890m 12 Copy Compress정영우Încă nu există evaluări
- Astm A109 A109m-08Document9 paginiAstm A109 A109m-08TàiChínhDoanhNghiệpÎncă nu există evaluări
- Fundiciones Nardo Presentation LetterDocument2 paginiFundiciones Nardo Presentation LetterEnrique PGÎncă nu există evaluări
- Gen Chem PDFDocument34 paginiGen Chem PDFPaul VillasencioÎncă nu există evaluări
- Pressure Vessel Plates, Alloy Steel, Quenched-and-Tempered, Chromium-Molybdenum, and Chromium - Molybdenum-VanadiumDocument4 paginiPressure Vessel Plates, Alloy Steel, Quenched-and-Tempered, Chromium-Molybdenum, and Chromium - Molybdenum-VanadiumJosé Ramón Gutierrez100% (1)
- Slag (Welding) : Jump To Navigation Jump To SearchDocument3 paginiSlag (Welding) : Jump To Navigation Jump To SearchCarlos BustamanteÎncă nu există evaluări
- Plastech 85P: Product DataDocument2 paginiPlastech 85P: Product DataFaisal YaniÎncă nu există evaluări
- Cambridge IGCSE: CHEMISTRY 0620/42Document16 paginiCambridge IGCSE: CHEMISTRY 0620/42zoyaÎncă nu există evaluări
- Nimonic 80A (TM) Super Alloy Material Property Data Sheet - Product Availability and Request A QuoteDocument5 paginiNimonic 80A (TM) Super Alloy Material Property Data Sheet - Product Availability and Request A QuotedharmatejakademÎncă nu există evaluări
- Gold Recovery by Heap Leaching ProcessDocument33 paginiGold Recovery by Heap Leaching ProcessGeologs31 broÎncă nu există evaluări
- Science: The Periodic Table of ElementsDocument14 paginiScience: The Periodic Table of ElementsJonnah Faye MojaresÎncă nu există evaluări
- Structural and mechanical controls on gold deposits in YukonDocument17 paginiStructural and mechanical controls on gold deposits in YukonJesusÎncă nu există evaluări
- Notes Bcem-1Document44 paginiNotes Bcem-1AGamerough FinishersÎncă nu există evaluări
- Problems For Allowances in CastingDocument2 paginiProblems For Allowances in CastingMohit Passi100% (2)
- C R C Critical Reviews in Analytical Chemistry: To Cite This Article: ZdenDocument70 paginiC R C Critical Reviews in Analytical Chemistry: To Cite This Article: ZdenShehrije BejtaÎncă nu există evaluări
- Heat Treatment Fundamentals and ProcessesDocument38 paginiHeat Treatment Fundamentals and ProcessesRakheeb BashaÎncă nu există evaluări
- Module 07R - MMAW & SAW Rev 02Document73 paginiModule 07R - MMAW & SAW Rev 02GANGADHAR SAHUÎncă nu există evaluări
- Note On Mac 1 Casting Process 1. Draw Block Diagram of Foundry Layout. Discuss Objectives of Good Plant LayoutDocument28 paginiNote On Mac 1 Casting Process 1. Draw Block Diagram of Foundry Layout. Discuss Objectives of Good Plant LayoutBVoc AutomobileÎncă nu există evaluări
- Iso 1459 1973Document4 paginiIso 1459 1973Didi Sulaiman AbduhÎncă nu există evaluări
- The Bahamas a Taste of the Islands ExcerptDe la EverandThe Bahamas a Taste of the Islands ExcerptEvaluare: 4 din 5 stele4/5 (1)
- Arizona, Utah & New Mexico: A Guide to the State & National ParksDe la EverandArizona, Utah & New Mexico: A Guide to the State & National ParksEvaluare: 4 din 5 stele4/5 (1)
- Japanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensDe la EverandJapanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensÎncă nu există evaluări
- Naples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoDe la EverandNaples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoEvaluare: 5 din 5 stele5/5 (1)
- New York & New Jersey: A Guide to the State & National ParksDe la EverandNew York & New Jersey: A Guide to the State & National ParksÎncă nu există evaluări
- South Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptDe la EverandSouth Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptEvaluare: 5 din 5 stele5/5 (1)