S-ar putea să vă placă și
- Stud WeldingDocument40 paginiStud WeldingKirandeep GandhamÎncă nu există evaluări
- Overview of Advanced Welding ProcessesDocument55 paginiOverview of Advanced Welding ProcessesSaravanan RajendranÎncă nu există evaluări
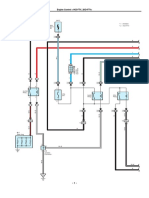
- Diagrama Hilux 1KD-2KD PDFDocument11 paginiDiagrama Hilux 1KD-2KD PDFJeni100% (1)
- Arc WeldingDocument43 paginiArc WeldingHitarth ChudasamaÎncă nu există evaluări
- Indian Pharmaceutical IndustryDocument25 paginiIndian Pharmaceutical IndustryVijaya enterprisesÎncă nu există evaluări
- "Spot Welding": Mindanao University of Science and Technology C.M. Recto Avenue, Lapasan, Cagayan de Oro CityDocument10 pagini"Spot Welding": Mindanao University of Science and Technology C.M. Recto Avenue, Lapasan, Cagayan de Oro CityAcerz VillagraciaÎncă nu există evaluări
- Welding and Fabrication NoteDocument54 paginiWelding and Fabrication NoteluminiousÎncă nu există evaluări
- Welding SGDocument76 paginiWelding SGPrasoon ChaturvediÎncă nu există evaluări
- Spot Welding Process LabDocument4 paginiSpot Welding Process Labjunaid gujratiÎncă nu există evaluări
- Arc WeldingDocument73 paginiArc WeldingAzaad MaverickÎncă nu există evaluări
- Introduction To Soft Floor CoveringsDocument13 paginiIntroduction To Soft Floor CoveringsJothi Vel Murugan83% (6)
- Sonargaon University Shop 160 Welding - 2: Prepared by Zayed AhmedDocument19 paginiSonargaon University Shop 160 Welding - 2: Prepared by Zayed Ahmedদুর্জয় দুর্বারÎncă nu există evaluări
- Portland Cement: Standard Specification ForDocument9 paginiPortland Cement: Standard Specification ForHishmat Ezz AlarabÎncă nu există evaluări
- Unconventional Machining ProcessesDocument29 paginiUnconventional Machining Processesavutu_kunduruÎncă nu există evaluări
- Ojt Evaluation Forms (Supervised Industry Training) SampleDocument5 paginiOjt Evaluation Forms (Supervised Industry Training) SampleJayJay Jimenez100% (3)
- Model Personal StatementDocument2 paginiModel Personal StatementSwayam Tripathy100% (1)
- Leadership Nursing and Patient SafetyDocument172 paginiLeadership Nursing and Patient SafetyRolena Johnette B. PiñeroÎncă nu există evaluări
- Welding: Asif Hussain Assistant Professor UMT Lahore PakistanDocument20 paginiWelding: Asif Hussain Assistant Professor UMT Lahore PakistanNawaz RafiqueÎncă nu există evaluări
- Assignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Document11 paginiAssignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Vaibhav MishraÎncă nu există evaluări
- Module-1: Electric Welding byDocument17 paginiModule-1: Electric Welding byveena bhatÎncă nu există evaluări
- Magnetic Pulse Welding: by Gautham SarangDocument25 paginiMagnetic Pulse Welding: by Gautham SarangGauthamSarangÎncă nu există evaluări
- HERFDocument11 paginiHERFflyingz2810Încă nu există evaluări
- 05 (Ebm Pam)Document26 pagini05 (Ebm Pam)ssÎncă nu există evaluări
- Unconventional FormingDocument16 paginiUnconventional FormingBrijesh VermaÎncă nu există evaluări
- HERFDocument6 paginiHERFRupesh TiwariÎncă nu există evaluări
- Gas Metal Arc WeldingDocument21 paginiGas Metal Arc WeldingLihas AirohalÎncă nu există evaluări
- Magnetic Pulse WeldingDocument19 paginiMagnetic Pulse WeldingAyush MadhogariaÎncă nu există evaluări
- 7 WeldDocument16 pagini7 WeldgereÎncă nu există evaluări
- L2-Arc - Welding - Process - PPTX Filename UTF-8''L2-Arc Welding ProcessDocument18 paginiL2-Arc - Welding - Process - PPTX Filename UTF-8''L2-Arc Welding Process222-020-651Încă nu există evaluări
- High Energy Rate Forming ProcessesDocument47 paginiHigh Energy Rate Forming ProcessesArun SrivastanÎncă nu există evaluări
- Different Types of WeldingDocument4 paginiDifferent Types of WeldingSALOOP T SÎncă nu există evaluări
- MOdern Welding ProcessesDocument25 paginiMOdern Welding ProcessesAnwar Sadath M A50% (2)
- 2.welding ProcessesDocument81 pagini2.welding ProcessesP. M. ISAI VISAAHANÎncă nu există evaluări
- Electron Beam Welding Process - Equipment's, Working Principle With DiagramDocument7 paginiElectron Beam Welding Process - Equipment's, Working Principle With DiagramDr.S.Ravi CITÎncă nu există evaluări
- Class 11 GMAWDocument39 paginiClass 11 GMAWSaurabh TripathiÎncă nu există evaluări
- Me2026 Unconventional Machining Process 43Document7 paginiMe2026 Unconventional Machining Process 43CHARANÎncă nu există evaluări
- Effects of Welding Parameters in Shield Metal Arc WeldingDocument37 paginiEffects of Welding Parameters in Shield Metal Arc Weldingsantosh kumarÎncă nu există evaluări
- Magnetic Pulse Welding (MPW) For Joining Similar and Dissimilar MatalsDocument18 paginiMagnetic Pulse Welding (MPW) For Joining Similar and Dissimilar MatalsBANOTH SHIVAKUMARÎncă nu există evaluări
- Resistance WeldingDocument9 paginiResistance WeldingAhmed AbconoÎncă nu există evaluări
- Chapter 4 - Metal Joining Process - Rev01Document57 paginiChapter 4 - Metal Joining Process - Rev01Dinie Zulhusni ArsadÎncă nu există evaluări
- Electron Beam MachineDocument23 paginiElectron Beam MachineMQ ZerooÎncă nu există evaluări
- Impulse Forming by Vaporizing Foil ActuatorDocument35 paginiImpulse Forming by Vaporizing Foil ActuatorAnjithÎncă nu există evaluări
- Definition of Welding: Welding Is Defined As "A Joining Process That Produces Coalescence of Materials byDocument6 paginiDefinition of Welding: Welding Is Defined As "A Joining Process That Produces Coalescence of Materials bySaman SajadianÎncă nu există evaluări
- Resistance Welding ProcessesDocument63 paginiResistance Welding ProcessesJay DaveÎncă nu există evaluări
- 6,7-Forge Welding, Resistance WeldingDocument13 pagini6,7-Forge Welding, Resistance WeldingRamu AmaraÎncă nu există evaluări
- Basics in WeldingDocument63 paginiBasics in WeldingK JeevanÎncă nu există evaluări
- Experiment 1Document16 paginiExperiment 1samayÎncă nu există evaluări
- HERFDocument16 paginiHERFYateesh GuptaÎncă nu există evaluări
- Flux Cored Arc Welding SimaDocument75 paginiFlux Cored Arc Welding Simaabdi retaÎncă nu există evaluări
- 12-Plasma Arc CuttingDocument9 pagini12-Plasma Arc CuttingRamu AmaraÎncă nu există evaluări
- Arc Welding: Nauman Ahmad SEN-EE Lecturer UMT LahoreDocument11 paginiArc Welding: Nauman Ahmad SEN-EE Lecturer UMT LahoreJamil AhmadÎncă nu există evaluări
- Amp ReportDocument21 paginiAmp ReportAadip KushwahaÎncă nu există evaluări
- Narrow Gap FcawDocument33 paginiNarrow Gap FcawNitin Bajpai100% (1)
- UnitDocument41 paginiUnitsawravkblÎncă nu există evaluări
- A Seminar Presentation On: "Ultrasonic Welding"Document14 paginiA Seminar Presentation On: "Ultrasonic Welding"Pávåñ Kûmâr Vākä100% (1)
- Resistance Welding: Anil Kr. Garikapati Asst. Prof. DbsitDocument22 paginiResistance Welding: Anil Kr. Garikapati Asst. Prof. DbsitAnil Kumar GarikapatiÎncă nu există evaluări
- AMP FinalDocument66 paginiAMP FinalJacob KussiaÎncă nu există evaluări
- UntitledDocument12 paginiUntitledAmmar ShaikhÎncă nu există evaluări
- Recent Trends in Non-Traditional Machining Processes: Unit - 5Document12 paginiRecent Trends in Non-Traditional Machining Processes: Unit - 5DISHA VÎncă nu există evaluări
- Submerged Arc WeldingDocument11 paginiSubmerged Arc Weldingmiteshpatel191Încă nu există evaluări
- WeldingDocument7 paginiWeldingJuanÎncă nu există evaluări
- Resistance Welding Qs and AsDocument7 paginiResistance Welding Qs and AssoliddreamsÎncă nu există evaluări
- Joining Part2Document27 paginiJoining Part2Dune StarlightÎncă nu există evaluări
- High Velocity FormingDocument55 paginiHigh Velocity FormingAman deep singhÎncă nu există evaluări
- Non-Traditional MachiningDocument24 paginiNon-Traditional MachiningNikhil PrasannaÎncă nu există evaluări
- Submerge Arc WeldingDocument7 paginiSubmerge Arc WeldingUsman Saeed KianiÎncă nu există evaluări
- Nptel Online-Iit KanpurDocument1 paginăNptel Online-Iit KanpurRihlesh ParlÎncă nu există evaluări
- Read The Dialogue Below and Answer The Following QuestionDocument5 paginiRead The Dialogue Below and Answer The Following QuestionDavid GainesÎncă nu există evaluări
- Week 2 - Sulphur DyesDocument5 paginiWeek 2 - Sulphur DyesRR TÎncă nu există evaluări
- History of JavaDocument3 paginiHistory of JavaKyra ParaisoÎncă nu există evaluări
- Assessment PN1096617Document14 paginiAssessment PN1096617Amr TarekÎncă nu există evaluări
- Ccie R&s Expanded-BlueprintDocument12 paginiCcie R&s Expanded-BlueprintAftab AlamÎncă nu există evaluări
- 1.3.3 1.3.4 1.3.5 Input, Output & Storage Devices Workbook by Inqilab Patel PDFDocument173 pagini1.3.3 1.3.4 1.3.5 Input, Output & Storage Devices Workbook by Inqilab Patel PDFRayyan MalikÎncă nu există evaluări
- MT Im For 2002 3 PGC This Is A Lecture About Politics Governance and Citizenship This Will HelpDocument62 paginiMT Im For 2002 3 PGC This Is A Lecture About Politics Governance and Citizenship This Will HelpGen UriÎncă nu există evaluări
- Perbandingan Implementasi Smart City Di Indonesia: Studi Kasus: Perbandingan Smart People Di Kota Surabaya Dan Kota MalangDocument11 paginiPerbandingan Implementasi Smart City Di Indonesia: Studi Kasus: Perbandingan Smart People Di Kota Surabaya Dan Kota Malanglely ersilyaÎncă nu există evaluări
- Bulk Separator - V-1201 Method StatementDocument2 paginiBulk Separator - V-1201 Method StatementRoshin99Încă nu există evaluări
- Modicon PLC CPUS Technical Details.Document218 paginiModicon PLC CPUS Technical Details.TrbvmÎncă nu există evaluări
- English ID Student S Book 1 - 015Document1 paginăEnglish ID Student S Book 1 - 015Williams RoldanÎncă nu există evaluări
- DLL - English 5 - Q3 - W8Document8 paginiDLL - English 5 - Q3 - W8Merlyn S. Al-osÎncă nu există evaluări
- CSCI 123 - Final ExamDocument15 paginiCSCI 123 - Final ExamBrianYoungÎncă nu există evaluări
- (Database Management Systems) : Biag, Marvin, B. BSIT - 202 September 6 2019Document7 pagini(Database Management Systems) : Biag, Marvin, B. BSIT - 202 September 6 2019Marcos JeremyÎncă nu există evaluări
- Contract 1 ProjectDocument21 paginiContract 1 ProjectAditi BanerjeeÎncă nu există evaluări
- RESUME1Document2 paginiRESUME1sagar09100% (5)
- Tripura 04092012Document48 paginiTripura 04092012ARTHARSHI GARGÎncă nu există evaluări
- Starex Is BTSDocument24 paginiStarex Is BTSKLÎncă nu există evaluări
- Benchmark Leadership Philosphy Ead 501Document5 paginiBenchmark Leadership Philosphy Ead 501api-494301924Încă nu există evaluări
- All Siae Skus: SF Product Name SIAE Product Code Descrip:on Availability Product Family Unit LIST Price ($)Document7 paginiAll Siae Skus: SF Product Name SIAE Product Code Descrip:on Availability Product Family Unit LIST Price ($)Emerson Mayon SanchezÎncă nu există evaluări
- TMA GuideDocument3 paginiTMA GuideHamshavathini YohoratnamÎncă nu există evaluări
- Change LogDocument145 paginiChange LogelhohitoÎncă nu există evaluări