S-ar putea să vă placă și
- Six sigma overviewDocument39 paginiSix sigma overviewRaveendra RaoÎncă nu există evaluări
- Six SigmaDocument7 paginiSix SigmaDipak SharmaÎncă nu există evaluări
- Six Sigma Week 2 IntroductionDocument29 paginiSix Sigma Week 2 Introductionkr_padmavathiÎncă nu există evaluări
- Concepts of Precision and Accuracy: Precise Process Is One With Accurate Process Is One WhichDocument27 paginiConcepts of Precision and Accuracy: Precise Process Is One With Accurate Process Is One WhichsareenaikbalÎncă nu există evaluări
- Om - 3M CaseDocument18 paginiOm - 3M CaseBianda Puspita Sari100% (1)
- Six Sigma For Chemical Engineers: George LiebermannDocument39 paginiSix Sigma For Chemical Engineers: George LiebermannDave CÎncă nu există evaluări
- Part1 Define - GBDocument38 paginiPart1 Define - GBNitesh GoyalÎncă nu există evaluări
- Six Sigma at Ford: Achieving World Class Performance through Reduced VariabilityDocument31 paginiSix Sigma at Ford: Achieving World Class Performance through Reduced Variabilitydaredevil19901Încă nu există evaluări
- Six Sigma: Six Sigma Seeks To Improve The Quality of Process Outputs by Identifying andDocument4 paginiSix Sigma: Six Sigma Seeks To Improve The Quality of Process Outputs by Identifying andsophy8922Încă nu există evaluări
- Improving Bank Call Centre Operations Using Six Sigma: Rahul GautamDocument8 paginiImproving Bank Call Centre Operations Using Six Sigma: Rahul Gautamsajeeby100% (1)
- 6 Sigma Projects PresentationDocument31 pagini6 Sigma Projects PresentationgoranÎncă nu există evaluări
- Project Reviews and Examples: © 2001 Conceptflow 0Document36 paginiProject Reviews and Examples: © 2001 Conceptflow 0Michael WuÎncă nu există evaluări
- Applying 6-Sigma at Advance Informatics for Error ReductionDocument15 paginiApplying 6-Sigma at Advance Informatics for Error Reductionprakhar singhÎncă nu există evaluări
- Green Belt ProjectDocument5 paginiGreen Belt ProjectIeva ValpētereÎncă nu există evaluări
- Six SigmaDocument3 paginiSix SigmasunsrinÎncă nu există evaluări
- Six SigmaDocument37 paginiSix SigmaAmit Shankar Choudhary100% (1)
- Glossary of Key Terms (LSSGB)Document8 paginiGlossary of Key Terms (LSSGB)Sweety ShuklaÎncă nu există evaluări
- Green Belt Course ManualDocument34 paginiGreen Belt Course ManualKaranShinde100% (1)
- Six SigmaDocument35 paginiSix SigmaVeeresh Kumar RÎncă nu există evaluări
- Six Sigma Analyse PhaseDocument33 paginiSix Sigma Analyse PhaseFUNTV5100% (1)
- KPMG's DT Playbook For BITS PilaniDocument34 paginiKPMG's DT Playbook For BITS PilanimaanuÎncă nu există evaluări
- Revised Sixsigma - SatyenDocument398 paginiRevised Sixsigma - SatyenManali Mehrotra100% (1)
- A Review of Six Sigma Implementation Frameworks and Related 3394Document6 paginiA Review of Six Sigma Implementation Frameworks and Related 3394guilhermefleckÎncă nu există evaluări
- Six Sigma Session13 04042021 Six Sigma Examples 1617381322196Document112 paginiSix Sigma Session13 04042021 Six Sigma Examples 1617381322196FUNTV5Încă nu există evaluări
- DFSS Program RationaleDocument4 paginiDFSS Program Rationaleankitrathod87Încă nu există evaluări
- Green Belt Class NotesDocument11 paginiGreen Belt Class NotesPankaj LodhiÎncă nu există evaluări
- 99.74% is Not Good Enough for Critical ProductsDocument36 pagini99.74% is Not Good Enough for Critical ProductsUtkarsh MittalÎncă nu există evaluări
- Six Sigma: Becoming Customer-DrivenDocument4 paginiSix Sigma: Becoming Customer-DrivenKrishna PrasathÎncă nu există evaluări
- Lean Six Sigma Black Belt Training Course - KPMG - inDocument6 paginiLean Six Sigma Black Belt Training Course - KPMG - inBhagath KrishnanÎncă nu există evaluări
- Six Sigma Black Belt Project On: Reduction in Breakage in BiscuitsDocument42 paginiSix Sigma Black Belt Project On: Reduction in Breakage in BiscuitsHombing Haryanto100% (1)
- Lean & Six SigmaDocument10 paginiLean & Six SigmarajaabidÎncă nu există evaluări
- GE Six SigmaDocument6 paginiGE Six Sigmaimran27pk100% (2)
- CSSBB Exam Practice QuestionsDocument63 paginiCSSBB Exam Practice QuestionsSyed Danish AlamÎncă nu există evaluări
- Introduction To Six Sigma - EnglishDocument18 paginiIntroduction To Six Sigma - Englishnitin98325100% (3)
- Six Sigma Green BeltDocument4 paginiSix Sigma Green BeltKetan MittalÎncă nu există evaluări
- What Is QFD?: Dr. Yoji AkaoDocument6 paginiWhat Is QFD?: Dr. Yoji AkaoAÎncă nu există evaluări
- DMAIC: The Complete Guide To Lean Six Sigma in 5 Key Steps: We're HiringDocument24 paginiDMAIC: The Complete Guide To Lean Six Sigma in 5 Key Steps: We're Hiringlipsy25Încă nu există evaluări
- Six Sigma For The Apparel IndustryDocument2 paginiSix Sigma For The Apparel IndustryNhan NguyenÎncă nu există evaluări
- Six Sigma Recap: BITS PilaniDocument32 paginiSix Sigma Recap: BITS PilaniFUNTV5Încă nu există evaluări
- Presenting Six Sigma MethodologyDocument56 paginiPresenting Six Sigma Methodologypbp2956Încă nu există evaluări
- SIPOCDocument27 paginiSIPOCEliot JuarezÎncă nu există evaluări
- Six Sigma Proposal (1.1)Document40 paginiSix Sigma Proposal (1.1)Joni PabloÎncă nu există evaluări
- A Fictitious Six Sigma Green Belt Part IDocument19 paginiA Fictitious Six Sigma Green Belt Part IhalilpashaÎncă nu există evaluări
- Literature review on theories of agility and lean managementDocument21 paginiLiterature review on theories of agility and lean managementSundar Ranju0% (1)
- An Introduction To Six Sigma QualityDocument18 paginiAn Introduction To Six Sigma Qualitygunjan tiwariÎncă nu există evaluări
- Lean Vs Six SigmaDocument23 paginiLean Vs Six SigmabowbeforeallahÎncă nu există evaluări
- Project Management or Six SigmaDocument14 paginiProject Management or Six SigmaMoanis HusseinÎncă nu există evaluări
- SixSigma OfficialDocument37 paginiSixSigma OfficialRandloneÎncă nu există evaluări
- Lean Six Sigma Green Belt Body of KnowledgeDocument5 paginiLean Six Sigma Green Belt Body of KnowledgeShijuÎncă nu există evaluări
- Server Backup Six Sigma Case StudyDocument2 paginiServer Backup Six Sigma Case StudySteven BonacorsiÎncă nu există evaluări
- Lean Six Sigma Mid-Term Ass Final 1.0Document21 paginiLean Six Sigma Mid-Term Ass Final 1.0era nominÎncă nu există evaluări
- Construction of a Pasig Riverside Green Building condominiumDocument38 paginiConstruction of a Pasig Riverside Green Building condominiumMehrad SarabandiÎncă nu există evaluări
- Lean and Six Sigma - Not For AmateursDocument6 paginiLean and Six Sigma - Not For AmateursmsasgesÎncă nu există evaluări
- Customer Satisfaction Levels A Complete Guide - 2020 EditionDe la EverandCustomer Satisfaction Levels A Complete Guide - 2020 EditionEvaluare: 1 din 5 stele1/5 (1)
- Agile Collaboration A Complete Guide - 2020 EditionDe la EverandAgile Collaboration A Complete Guide - 2020 EditionÎncă nu există evaluări
- Process Improvement Simplified: A How-to-Book for Success in any OrganizationDe la EverandProcess Improvement Simplified: A How-to-Book for Success in any OrganizationÎncă nu există evaluări
- Calculation of Plate ThicknessDocument2 paginiCalculation of Plate ThicknesssansagithÎncă nu există evaluări
- Data Chart For Threads by MARYLANDDocument71 paginiData Chart For Threads by MARYLANDN.Palaniappan100% (6)
- Living Hinge Design: The Ultimate GuideDocument18 paginiLiving Hinge Design: The Ultimate GuidesansagithÎncă nu există evaluări
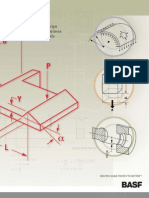
- BASF Design Solution GuideDocument86 paginiBASF Design Solution Guideomerscheen80% (5)
- Lec3 PDFDocument14 paginiLec3 PDFsansagithÎncă nu există evaluări
- 20150409111632910Document9 pagini20150409111632910sansagithÎncă nu există evaluări
- BASF Design Solution GuideDocument86 paginiBASF Design Solution Guideomerscheen80% (5)
- Design With Plastics. Focus - Injection MoldingDocument72 paginiDesign With Plastics. Focus - Injection MoldingPrithviraj Daga100% (6)
- l05 Blanking and Fine BlankingDocument41 paginil05 Blanking and Fine BlankingBulent TopalÎncă nu există evaluări
- Tips Hot Runners July2010Document4 paginiTips Hot Runners July2010Rizwan KhaiÎncă nu există evaluări
- Layout Approval Details for 2016Document3 paginiLayout Approval Details for 2016sansagithÎncă nu există evaluări
- Read Me FirstDocument3 paginiRead Me FirstmsuhasÎncă nu există evaluări
- Lec 1Document10 paginiLec 1sansagithÎncă nu există evaluări
- Vacuum Metalized Surfaces ProcessDocument6 paginiVacuum Metalized Surfaces ProcesssansagithÎncă nu există evaluări
- Lec 3Document8 paginiLec 3sansagithÎncă nu există evaluări
- Punches 1Document5 paginiPunches 1sansagithÎncă nu există evaluări
- Vacuum Metalized Surfaces ProcessDocument6 paginiVacuum Metalized Surfaces ProcesssansagithÎncă nu există evaluări
- Parts Produced by Planning, Shaping and Slotting: Process DescriptionDocument7 paginiParts Produced by Planning, Shaping and Slotting: Process DescriptionsansagithÎncă nu există evaluări
- 3403 PDFDocument17 pagini3403 PDFsansagithÎncă nu există evaluări
- Lec 2Document13 paginiLec 2sansagithÎncă nu există evaluări
- IBReg FormDocument2 paginiIBReg FormsansagithÎncă nu există evaluări
- Lec1 CleaningDocument8 paginiLec1 Cleaningbalucbe35Încă nu există evaluări
- Pudhu VellaiDocument1 paginăPudhu VellaiVaishnavi78Încă nu există evaluări
- DT CASE DFM by PlastopiaDocument13 paginiDT CASE DFM by PlastopiasansagithÎncă nu există evaluări
- MOLD FLOW INSIGHT CONTACT DETAILS BANGALOREDocument1 paginăMOLD FLOW INSIGHT CONTACT DETAILS BANGALOREsansagithÎncă nu există evaluări
- Pawar 2007Document40 paginiPawar 2007sansagithÎncă nu există evaluări
- AB Steel For Moulds EngDocument28 paginiAB Steel For Moulds EngsansagithÎncă nu există evaluări
- Suggestion Allocation AllottedDocument1 paginăSuggestion Allocation AllottedsansagithÎncă nu există evaluări
- Injection Molding Designguide 0914 PDFDocument11 paginiInjection Molding Designguide 0914 PDFsansagithÎncă nu există evaluări
- Pudhu VellaiDocument1 paginăPudhu VellaiVaishnavi78Încă nu există evaluări
- FPSO Installation Procedures Verified with Marine SimulationsDocument1 paginăFPSO Installation Procedures Verified with Marine SimulationsRavikumar mahadevÎncă nu există evaluări
- Pekerjaan Plumbing Ruang PompaDocument1 paginăPekerjaan Plumbing Ruang PompaAnisa YÎncă nu există evaluări
- Hyperloop ReportDocument25 paginiHyperloop ReportAVI RAJÎncă nu există evaluări
- DNV Os 101Document80 paginiDNV Os 101preceptiveinquirerÎncă nu există evaluări
- 1.0 A Negative Voltage Regulators MC7900 Series: TO 220 T Suffix Case 221abDocument17 pagini1.0 A Negative Voltage Regulators MC7900 Series: TO 220 T Suffix Case 221abjoseÎncă nu există evaluări
- Labview Pda Module Release Notes: © 2003 National Instruments Corp. All Rights Reserved. Printed in IrelandDocument14 paginiLabview Pda Module Release Notes: © 2003 National Instruments Corp. All Rights Reserved. Printed in IrelandMaynor JarquinÎncă nu există evaluări
- Software Requirements Document PDFDocument54 paginiSoftware Requirements Document PDFAshishJaiswalÎncă nu există evaluări
- Application of The Rain-Flow Counting Method in Fatigue: Guojun Liu Dahuan Wang and Zeyou HuDocument5 paginiApplication of The Rain-Flow Counting Method in Fatigue: Guojun Liu Dahuan Wang and Zeyou HuMuhammad FaizÎncă nu există evaluări
- Chap5 - Samsung LTE-LSM Overview and PracticeDocument221 paginiChap5 - Samsung LTE-LSM Overview and Practiceabhay100% (2)
- BIM Execution Plan TemplateDocument1 paginăBIM Execution Plan TemplateanuarÎncă nu există evaluări
- Record Writing - Practicals - Digital DocumentationDocument2 paginiRecord Writing - Practicals - Digital DocumentationVidath KunaÎncă nu există evaluări
- Arun &associatesDocument12 paginiArun &associatesSujaa SaravanakhumaarÎncă nu există evaluări
- Tacho Pro u2008 Vehicle ListDocument22 paginiTacho Pro u2008 Vehicle ListNaserÎncă nu există evaluări
- Electrical Safety Analyzer: 6Huylfh0DqxdoDocument52 paginiElectrical Safety Analyzer: 6Huylfh0Dqxdoservice serviceÎncă nu există evaluări
- The Professional Pricing Society (PPS) Brings Pricing Expertise To BerlinDocument2 paginiThe Professional Pricing Society (PPS) Brings Pricing Expertise To BerlinMary Joy Dela MasaÎncă nu există evaluări
- Erdt EssayDocument2 paginiErdt EssayJuan Carlos Dela CruzÎncă nu există evaluări
- THERM - QuickStart (Software Calcul Punti Termice)Document16 paginiTHERM - QuickStart (Software Calcul Punti Termice)Ciprian AndreiÎncă nu există evaluări
- HTTP API Guide for SMS and Number InsightsDocument35 paginiHTTP API Guide for SMS and Number InsightsIvan WalulyaÎncă nu există evaluări
- 14a03 tc358870 ProdbriefDocument2 pagini14a03 tc358870 ProdbriefrahulÎncă nu există evaluări
- Melt Viscometer For PET Testing Intrinsic Viscosity (IV) and Melt Viscosity (MV) MeasurementDocument3 paginiMelt Viscometer For PET Testing Intrinsic Viscosity (IV) and Melt Viscosity (MV) MeasurementAnjum ParkarÎncă nu există evaluări
- 1 P&ID Diagram D - 10MAG1CSD422837 Martina Lengert Martina Lengert 2013-11-06Document2 pagini1 P&ID Diagram D - 10MAG1CSD422837 Martina Lengert Martina Lengert 2013-11-06Baltasar BuchiniÎncă nu există evaluări
- p0335 Nissan Sentra 2003 2.5Document7 paginip0335 Nissan Sentra 2003 2.5DirciosÎncă nu există evaluări
- Artificial Intelligence in 5GDocument34 paginiArtificial Intelligence in 5GSakhawat Ali SahgalÎncă nu există evaluări
- Christensen CS3001Document2 paginiChristensen CS3001Julio Jesus Quijano VargasÎncă nu există evaluări
- Boss VE20 Owners ManualDocument20 paginiBoss VE20 Owners ManualJazzWizardÎncă nu există evaluări
- CS01 - Create Material BOMDocument15 paginiCS01 - Create Material BOMshuva007100% (1)
- Low Pressure CO2 SystemsDocument4 paginiLow Pressure CO2 SystemsNarineÎncă nu există evaluări
- Service Manual Sdv-3540 9188tDocument36 paginiService Manual Sdv-3540 9188tequus43Încă nu există evaluări
- (Delta Power) Esaa250-Haa Series r00 - VNPT NetDocument5 pagini(Delta Power) Esaa250-Haa Series r00 - VNPT NetSangyup LeeÎncă nu există evaluări
- Top 25 Technical Support Interview Questions With AnswersDocument19 paginiTop 25 Technical Support Interview Questions With AnswersjadeblueÎncă nu există evaluări