S-ar putea să vă placă și
- Water Less DyeingDocument20 paginiWater Less DyeingDhanashree Kudale100% (1)
- IJIRCT1201043 MergedDocument7 paginiIJIRCT1201043 MergeddipankarÎncă nu există evaluări
- EPM Mod5@AzDOCUMENTS - inDocument14 paginiEPM Mod5@AzDOCUMENTS - inRaunitÎncă nu există evaluări
- GO gREENDocument3 paginiGO gREENVarma YrcsÎncă nu există evaluări
- AssignDocument10 paginiAssignAsjad UllahÎncă nu există evaluări
- Environmentally Benign Approaches for Pulp BleachingDe la EverandEnvironmentally Benign Approaches for Pulp BleachingÎncă nu există evaluări
- Sustainable DyesDocument27 paginiSustainable Dyesvashwati panda100% (2)
- Eco Friendly Textiles - PART-IIDocument57 paginiEco Friendly Textiles - PART-IISangeethapriya AvinutyÎncă nu există evaluări
- Sustainable Dyeing Solutions 02 10Document2 paginiSustainable Dyeing Solutions 02 10yuganshu_soniÎncă nu există evaluări
- Cationization OF Cotton Fabrics - Salt Free Dyeing & Pigment Dyeing by Exhaust.Document19 paginiCationization OF Cotton Fabrics - Salt Free Dyeing & Pigment Dyeing by Exhaust.L.N.CHEMICAL INDUSTRYÎncă nu există evaluări
- Sustainable Production: Effluent Treatment PlantDocument12 paginiSustainable Production: Effluent Treatment PlantKush SharmaÎncă nu există evaluări
- Reuse of Water in Cotton PretreatmentDocument43 paginiReuse of Water in Cotton PretreatmentMandal Souvik100% (1)
- Tex & Dye IndDocument30 paginiTex & Dye Indkrunal dholaÎncă nu există evaluări
- Unitex Artikel CO2 Dyeing PDFDocument7 paginiUnitex Artikel CO2 Dyeing PDFChaitanya M MundheÎncă nu există evaluări
- Waterless Dyeing TechniquesDocument4 paginiWaterless Dyeing TechniquesMohammed Atiqul Hoque ChowdhuryÎncă nu există evaluări
- Coloration Technology - 2022 - Bairabathina - A Review On Reverse Micellar Approach For Natural Fiber DyeingDocument13 paginiColoration Technology - 2022 - Bairabathina - A Review On Reverse Micellar Approach For Natural Fiber DyeingkarthicmaghaÎncă nu există evaluări
- Comparative Decolorization of Dyes in Textile Wastewater Using Biological and Chemical TreatmentDocument5 paginiComparative Decolorization of Dyes in Textile Wastewater Using Biological and Chemical TreatmentsnowhuliÎncă nu există evaluări
- Ijftr 21 (1) 41-49 PDFDocument9 paginiIjftr 21 (1) 41-49 PDFsamy zaherÎncă nu există evaluări
- Water-Saving Dyeing Process A Sustainable ApproachDocument12 paginiWater-Saving Dyeing Process A Sustainable Approachnhat20112003Încă nu există evaluări
- TextileDocument36 paginiTextileDr-Sheetanshu Pandey0% (1)
- Application of Bioremediation Process For Textile Wastewater Treatment Using Pilot PlantDocument7 paginiApplication of Bioremediation Process For Textile Wastewater Treatment Using Pilot PlantGovind ManglaniÎncă nu există evaluări
- 15 Eco Friendliness-20130509-220744Document26 pagini15 Eco Friendliness-20130509-220744Anmol JainÎncă nu există evaluări
- Optimization of Time and Saving Water, Energy Through Using Regulator With Hydrogen Peroxide in Exhaust Bleaching ProcessDocument8 paginiOptimization of Time and Saving Water, Energy Through Using Regulator With Hydrogen Peroxide in Exhaust Bleaching ProcessDyeing DyeingÎncă nu există evaluări
- Ecofriendly PretreatmentDocument28 paginiEcofriendly Pretreatmentnagpal_aakashÎncă nu există evaluări
- Ecofriendly Methods of Pre Treatment Textile ProcessingDocument41 paginiEcofriendly Methods of Pre Treatment Textile ProcessingNikithaaÎncă nu există evaluări
- Keshav Dhawan B.Tech (Textile Chemistry) - VII Sem: An Approach To Save EnvironmentDocument22 paginiKeshav Dhawan B.Tech (Textile Chemistry) - VII Sem: An Approach To Save Environmentnagpal_aakashÎncă nu există evaluări
- New Innovation in Dyeing and Printing ProcessDocument7 paginiNew Innovation in Dyeing and Printing ProcessARPITA SELOTÎncă nu există evaluări
- Bioscouring and Bleaching Process of Cotton Fabrics An Opportunity of Saving Water and EnergyDocument8 paginiBioscouring and Bleaching Process of Cotton Fabrics An Opportunity of Saving Water and EnergyNagender SinghÎncă nu există evaluări
- Ato-Challange in Textile ProcessingDocument18 paginiAto-Challange in Textile Processinganto_hardianto443Încă nu există evaluări
- Syabila Alia Binti Sairuzi - 2021840902 - Assignment 2 PDFDocument12 paginiSyabila Alia Binti Sairuzi - 2021840902 - Assignment 2 PDFSYABILA ALIA SAIRUZIÎncă nu există evaluări
- Better Business in A Better IrelandDocument4 paginiBetter Business in A Better Irelandapi-286562658Încă nu există evaluări
- Waste Water Treatment (TERM PAPER)Document23 paginiWaste Water Treatment (TERM PAPER)Rahul DandautiyaÎncă nu există evaluări
- Workshop Presentation 1Document61 paginiWorkshop Presentation 1Green CrescentsÎncă nu există evaluări
- Textile Industry Effluent Treatment TechniquesDocument14 paginiTextile Industry Effluent Treatment TechniquesKashaf TehreemÎncă nu există evaluări
- Journal of Water Process Engineering: Syahida Farhan Azha, Suzylawati IsmailDocument12 paginiJournal of Water Process Engineering: Syahida Farhan Azha, Suzylawati IsmailnovianaÎncă nu există evaluări
- Lecture 1 ETP Textile - verIIDocument44 paginiLecture 1 ETP Textile - verIIAshok ThakkarÎncă nu există evaluări
- Effluent Treatment Plant (ETP) : Department of Civil Engineering IIT DelhiDocument44 paginiEffluent Treatment Plant (ETP) : Department of Civil Engineering IIT DelhiAshraf ShaikhÎncă nu există evaluări
- Artigo Cenibra Lodo Biológico 02 - 2021Document10 paginiArtigo Cenibra Lodo Biológico 02 - 2021Marcelo SilvaÎncă nu există evaluări
- Assinment 1.1Document9 paginiAssinment 1.1VISHVENDRA CHAUHANÎncă nu există evaluări
- Electro-Fenton-Based Treatments of Real Effluents From Tanning Processes and LandfillsDocument7 paginiElectro-Fenton-Based Treatments of Real Effluents From Tanning Processes and LandfillsTônHưngÎncă nu există evaluări
- Green Chemistry for Dyes Removal from Waste Water: Research Trends and ApplicationsDe la EverandGreen Chemistry for Dyes Removal from Waste Water: Research Trends and ApplicationsÎncă nu există evaluări
- Using 100% Recycled Wastewater For Dyeing and Wet Processing of Cellulosic Fabrics in Akbaşlar Textile CompanyDocument6 paginiUsing 100% Recycled Wastewater For Dyeing and Wet Processing of Cellulosic Fabrics in Akbaşlar Textile CompanySeyedMansour BidokiÎncă nu există evaluări
- Physico-Chemical Parameters of Residual Water From Different Scouring Treatments of Hemp/Cotton FabricDocument7 paginiPhysico-Chemical Parameters of Residual Water From Different Scouring Treatments of Hemp/Cotton FabricHenry Pelayo RemacheÎncă nu există evaluări
- China - Hassan - 1 FinalDocument17 paginiChina - Hassan - 1 FinalAbulÎncă nu există evaluări
- Bio PreparationDocument18 paginiBio PreparationJorge Salgado SalgadoÎncă nu există evaluări
- Textile Dyeing Waste Water TreatmentDocument27 paginiTextile Dyeing Waste Water Treatmentjakir_env0% (1)
- E CONTROlDocument5 paginiE CONTROlHrishikesh Dhawadshikar100% (2)
- Determination of Waste Treatment CostingDocument10 paginiDetermination of Waste Treatment CostingNaimul HasanÎncă nu există evaluări
- Textile Organic DyesDocument33 paginiTextile Organic DyesBen barosÎncă nu există evaluări
- Textile Pre Treatment Right First TimeDocument53 paginiTextile Pre Treatment Right First Timewsarakarn100% (1)
- Treatment of Pre-Treated Textile Wastewater Using Moving Bed Bio-Film ReactorDocument8 paginiTreatment of Pre-Treated Textile Wastewater Using Moving Bed Bio-Film ReactorIna SitaÎncă nu există evaluări
- Waterless DyeingDocument2 paginiWaterless DyeingChaitali Debnath100% (1)
- Environment and Pollution Control: Course Code: AS 420 Credit: 02 Department: AMT & FDTDocument24 paginiEnvironment and Pollution Control: Course Code: AS 420 Credit: 02 Department: AMT & FDTJubayer UddinÎncă nu există evaluări
- All-Cleaner Production in The Textile Industry, Lessons From The Danish ExperienceDocument16 paginiAll-Cleaner Production in The Textile Industry, Lessons From The Danish ExperienceNattaya PunrattanasinÎncă nu există evaluări
- Carbon Footprint in Textile IndustriesDocument13 paginiCarbon Footprint in Textile Industriessatishpatil819gmailcÎncă nu există evaluări
- 1993 - Lin LinDocument6 pagini1993 - Lin LinGizeleBaldoÎncă nu există evaluări
- Textile Industry ManagementDocument12 paginiTextile Industry ManagementNad SngÎncă nu există evaluări
- Sustainable Innovations in Textile Chemical ProcessesDe la EverandSustainable Innovations in Textile Chemical ProcessesÎncă nu există evaluări
- Biological Sludge Minimization and Biomaterials/Bioenergy Recovery TechnologiesDe la EverandBiological Sludge Minimization and Biomaterials/Bioenergy Recovery TechnologiesEtienne PaulÎncă nu există evaluări
- Environmentally Friendly Production of Pulp and PaperDe la EverandEnvironmentally Friendly Production of Pulp and PaperÎncă nu există evaluări
- Newmicrosoftofficepowerpointpresentation Copy2 140324095455 Phpapp01Document36 paginiNewmicrosoftofficepowerpointpresentation Copy2 140324095455 Phpapp01Shumi NaharÎncă nu există evaluări
- Gauze and BandageDocument25 paginiGauze and BandageGowri SankarÎncă nu există evaluări
- Latvia Univ Agricult REEP 2014proceedings 150 161 PDFDocument12 paginiLatvia Univ Agricult REEP 2014proceedings 150 161 PDFShumi NaharÎncă nu există evaluări
- LEITAT 5 Technical Textiles 1 PDFDocument21 paginiLEITAT 5 Technical Textiles 1 PDFShumi NaharÎncă nu există evaluări
- Extraction and Application of Plant DyesDocument31 paginiExtraction and Application of Plant DyesShumi Nahar80% (10)
- Pore and Diffusion ModelDocument19 paginiPore and Diffusion ModelShumi NaharÎncă nu există evaluări
- Ipol Stu (2015) 518777 en PDFDocument44 paginiIpol Stu (2015) 518777 en PDFShumi NaharÎncă nu există evaluări
- 3196 9323 1 PB PDFDocument15 pagini3196 9323 1 PB PDFShumi NaharÎncă nu există evaluări
- 2006-2-85 - P-The Comparison of The Kinetics of Hydrolysis of Some Reactive Dyes Before and After Purification - P PDFDocument4 pagini2006-2-85 - P-The Comparison of The Kinetics of Hydrolysis of Some Reactive Dyes Before and After Purification - P PDFShumi NaharÎncă nu există evaluări
- Animal Fiber-WoolDocument2 paginiAnimal Fiber-WoolRan TejÎncă nu există evaluări
- PDFDocument19 paginiPDFShumi NaharÎncă nu există evaluări
- Correct Spelling PDFDocument1 paginăCorrect Spelling PDFShumi NaharÎncă nu există evaluări
- BB Pervious Written Math Solution by Jafar Iqbal GemDocument21 paginiBB Pervious Written Math Solution by Jafar Iqbal GemShumi Nahar50% (2)
- Thesis PartDocument45 paginiThesis PartShumi NaharÎncă nu există evaluări
- Problist On PPE PDFDocument6 paginiProblist On PPE PDFShumi Nahar67% (3)
- PPE Principles and Economics PDFDocument9 paginiPPE Principles and Economics PDFShumi NaharÎncă nu există evaluări
- Basic Classification and Definitions of Polymerization ReactionsDocument4 paginiBasic Classification and Definitions of Polymerization ReactionsManishUpadhyayÎncă nu există evaluări
- Electricity & MagnetismDocument39 paginiElectricity & MagnetismAditya KumarÎncă nu există evaluări
- Subtle Biology - The Web of Life - John DavidsonDocument5 paginiSubtle Biology - The Web of Life - John DavidsonJohn Davidson100% (1)
- Kush Nir 2019Document6 paginiKush Nir 2019Gustavo FloresÎncă nu există evaluări
- Split Body Trunnion: Full Bore Ends AvailableDocument20 paginiSplit Body Trunnion: Full Bore Ends AvailableHùng DươngÎncă nu există evaluări
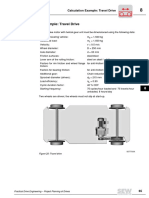
- Travel Drive ExampleDocument10 paginiTravel Drive Examplep-nicoÎncă nu există evaluări
- Magnum OpusDocument4 paginiMagnum OpusPharaohgodking100% (1)
- Technical Guidelines For Connection To District Cooling SystemDocument30 paginiTechnical Guidelines For Connection To District Cooling Systemrizkboss8312Încă nu există evaluări
- Conclusion & ReferencesDocument4 paginiConclusion & ReferencesAlejandro GilÎncă nu există evaluări
- Week 5 Waste Management in Singapore Case Study For SSE1201 v6Document34 paginiWeek 5 Waste Management in Singapore Case Study For SSE1201 v6ZihÎncă nu există evaluări
- UBL3&4 E 0 G0 ES AA0 002P - R3 - Color Schedule For Power PlantDocument12 paginiUBL3&4 E 0 G0 ES AA0 002P - R3 - Color Schedule For Power PlantAdvent ManurungÎncă nu există evaluări
- Problems in Momentum TransferDocument14 paginiProblems in Momentum TransferSam Denielle TugaoenÎncă nu există evaluări
- Fault Code 195 Coolant Level Sensor Circuit - Voltage Above Normal or Shorted To High SourceDocument13 paginiFault Code 195 Coolant Level Sensor Circuit - Voltage Above Normal or Shorted To High SourceAhmedmah100% (1)
- Workshop DCF80-100 3B GB PDFDocument868 paginiWorkshop DCF80-100 3B GB PDFsubhan.ubaedillahÎncă nu există evaluări
- Pe Final Ex SS 2010-2011Document8 paginiPe Final Ex SS 2010-2011Saif Uddin100% (1)
- Physics Part-2Document14 paginiPhysics Part-2Thor hmÎncă nu există evaluări
- Magnetism PDFDocument4 paginiMagnetism PDFNiksslpadaÎncă nu există evaluări
- Basics of ProtectionDocument183 paginiBasics of Protectionsushmitha100% (1)
- Lab Manual of RE. EngineeringDocument35 paginiLab Manual of RE. EngineeringRaza SikandarÎncă nu există evaluări
- Spider Man 3Document32 paginiSpider Man 3Yiyao XuÎncă nu există evaluări
- Piston Head Analysis - AnsysDocument5 paginiPiston Head Analysis - Ansyssamar kadamÎncă nu există evaluări
- Tsurumi Cutter ImpellerDocument5 paginiTsurumi Cutter ImpellerJapril AgustinÎncă nu există evaluări
- LGP4247 11SPLDocument11 paginiLGP4247 11SPLViorel CioataÎncă nu există evaluări
- 2-Wire Ac or DC Inductive SensorsDocument10 pagini2-Wire Ac or DC Inductive SensorsCsaba VargaÎncă nu există evaluări
- SiemensPowerAcademyTD Catalog EN 2016 PDFDocument14 paginiSiemensPowerAcademyTD Catalog EN 2016 PDFANINDA CHATTERJEEÎncă nu există evaluări
- 2018 - Integrated Annual ReportDocument205 pagini2018 - Integrated Annual ReportazshpÎncă nu există evaluări
- Siemens IEC61850Document2 paginiSiemens IEC61850g-bearÎncă nu există evaluări
- ENDA-5000 HRE2406B- Gas Analyzer- Thiết Bị Phân Tích KhíDocument6 paginiENDA-5000 HRE2406B- Gas Analyzer- Thiết Bị Phân Tích KhíminhÎncă nu există evaluări
- Esr PDFDocument2 paginiEsr PDFBhabeshSarangiÎncă nu există evaluări
- Introduction To Marine MachineriesDocument13 paginiIntroduction To Marine MachineriessrcattozziÎncă nu există evaluări
- I0ATPI04 - FE Passive PoE Injector - EN - V1 0Document2 paginiI0ATPI04 - FE Passive PoE Injector - EN - V1 0Joseric21Încă nu există evaluări