S-ar putea să vă placă și
- Resumen Capítulo 6. - Proceso de Soldadura SmawDocument7 paginiResumen Capítulo 6. - Proceso de Soldadura SmawDarwin OchoaÎncă nu există evaluări
- Soldadura en el montaje de tuberías. FMEC0108De la EverandSoldadura en el montaje de tuberías. FMEC0108Încă nu există evaluări
- Modelo de Informe Tecnico Insumos Quimicos Sunat GEO2015Document3 paginiModelo de Informe Tecnico Insumos Quimicos Sunat GEO2015Jhon Feria80% (10)
- Modelo de Informe Tecnico Insumos Quimicos Sunat GEO2015Document3 paginiModelo de Informe Tecnico Insumos Quimicos Sunat GEO2015Jhon Feria80% (10)
- Modelo de Informe Tecnico Insumos Quimicos Sunat GEO2015Document3 paginiModelo de Informe Tecnico Insumos Quimicos Sunat GEO2015Jhon Feria80% (10)
- Manual de FiltracionDocument438 paginiManual de FiltracionsnazsnazÎncă nu există evaluări
- Resdes de Tuberías Gradiente Hidráulico Red Con BombaDocument46 paginiResdes de Tuberías Gradiente Hidráulico Red Con BombaJhonny Torre Gomez0% (1)
- Jorge Castillo Control3Document9 paginiJorge Castillo Control3jorge100% (1)
- Distribución de DatosDocument3 paginiDistribución de DatosKarittina Solis50% (2)
- Método de Somogy-NelsonDocument14 paginiMétodo de Somogy-NelsonGilda Viveros Peredo67% (3)
- Tecnologia de La Soldadura 2do ArticuloDocument4 paginiTecnologia de La Soldadura 2do ArticulobobyalfredoÎncă nu există evaluări
- Sesion 6 Materiales de Aporte PDFDocument29 paginiSesion 6 Materiales de Aporte PDFLERHOYÎncă nu există evaluări
- Teoria SOLDADURA CON ELECTRODO REVESTIDODocument16 paginiTeoria SOLDADURA CON ELECTRODO REVESTIDOCarlos Julián Agredo CampoÎncă nu există evaluări
- Amperajes de ElectrodosDocument8 paginiAmperajes de ElectrodosluisÎncă nu există evaluări
- Posiciones de SoldaduraDocument9 paginiPosiciones de SoldaduraNyssen A Castillo BÎncă nu există evaluări
- Tema 2 Segunda ClaseDocument41 paginiTema 2 Segunda ClaseErick AlvarezÎncă nu există evaluări
- (Schaum - William A. Nash) Resistencia de Materiales PDFDocument28 pagini(Schaum - William A. Nash) Resistencia de Materiales PDFJuan Carlos Aguilar SerrudoÎncă nu există evaluări
- Soldadura 45Document44 paginiSoldadura 45Exar OmegaÎncă nu există evaluări
- 2.02 ElectrodosDocument30 pagini2.02 ElectrodosAndre Montes VargasÎncă nu există evaluări
- Fundamentos de Soldadura 2. Procesos de Union y Corte de Los Metales Gerdau Corsa 26 MayoDocument102 paginiFundamentos de Soldadura 2. Procesos de Union y Corte de Los Metales Gerdau Corsa 26 MayoSergie Stark Romero LuisÎncă nu există evaluări
- PROCESO SMAW Actualizado (Autoguardado)Document31 paginiPROCESO SMAW Actualizado (Autoguardado)Rhoy Quispe paytanÎncă nu există evaluări
- Tema 1.12 Soldeo Manual Con Electrodo Revestido - Ronald RequejoDocument70 paginiTema 1.12 Soldeo Manual Con Electrodo Revestido - Ronald RequejoJajaira ToapantaÎncă nu există evaluări
- Basico para SoldadoresDocument13 paginiBasico para SoldadoresRonald ArturoÎncă nu există evaluări
- Constituyentes de Bronces y LatonesDocument7 paginiConstituyentes de Bronces y LatonesPattyy MontoyaÎncă nu există evaluări
- Soldadura Clase 1Document6 paginiSoldadura Clase 1Andrea CarbalÎncă nu există evaluări
- Fundamentos de Proceso SMAWDocument55 paginiFundamentos de Proceso SMAWriderparedes0% (1)
- Electrodos RevestidosDocument7 paginiElectrodos Revestidosrobert14sil67% (3)
- El ElectrodoDocument19 paginiEl ElectrodoBea HeÎncă nu există evaluări
- ElectrodosDocument52 paginiElectrodosgwpinedaÎncă nu există evaluări
- Tipos de ElectrodosDocument9 paginiTipos de ElectrodosChino FernandezÎncă nu există evaluări
- Soldadura EléctricaDocument27 paginiSoldadura EléctricaGabriel Saire100% (1)
- Soldadura 1-2020Document62 paginiSoldadura 1-2020Jorge Pinto RochaÎncă nu există evaluări
- ElectropulidoDocument11 paginiElectropulidojosecaincastilloÎncă nu există evaluări
- Soldadura Electrodos EstructuralesDocument23 paginiSoldadura Electrodos EstructuralesBrenda JaldinÎncă nu există evaluări
- Proceso Gmaw-Fcaw (C)Document25 paginiProceso Gmaw-Fcaw (C)Juan Altamirano Rojas Jar100% (1)
- Electrodos LosacDocument7 paginiElectrodos LosacFernando VolpiÎncă nu există evaluări
- Soldadura Por ArcoDocument40 paginiSoldadura Por ArcoNicolas MarcovecchioÎncă nu există evaluări
- Sold. Arco Electrico II S-3 (202220)Document48 paginiSold. Arco Electrico II S-3 (202220)Dany YordanÎncă nu există evaluări
- Solda 2Document109 paginiSolda 2John FernandoÎncă nu există evaluări
- SmawDocument125 paginiSmawJonathan Javier100% (1)
- ElectrodosDocument65 paginiElectrodosLuis LugoÎncă nu există evaluări
- Proceso SmawDocument46 paginiProceso SmawAndree Castillo Chavez100% (1)
- Soldadura Soldexa R.zuñigaDocument98 paginiSoldadura Soldexa R.zuñigaRoger Anthony Zuñiga de la RosaÎncă nu există evaluări
- Presentación Electrodos CamperoDocument30 paginiPresentación Electrodos CamperoRonald VelardeÎncă nu există evaluări
- Cuestionario SoldaduraDocument9 paginiCuestionario SoldadurawalterÎncă nu există evaluări
- Guía de EjerciciosDocument21 paginiGuía de EjerciciosJusto Estanislao Pérez Castillo100% (3)
- Ficha Tecnica InversorDocument9 paginiFicha Tecnica InversorSergio Andres Varas ValeroÎncă nu există evaluări
- SOLDADURADocument16 paginiSOLDADURAomar chuquillanquiÎncă nu există evaluări
- Caracteristicas de La SoldaduraDocument11 paginiCaracteristicas de La SoldaduraAriel ChafuelanÎncă nu există evaluări
- Proceso SMAWDocument37 paginiProceso SMAWrichardÎncă nu există evaluări
- Soldadura Al Arco Manual2023Document59 paginiSoldadura Al Arco Manual2023Enzo DiazÎncă nu există evaluări
- Ud SawDocument43 paginiUd Sawlabarta artal SERGIO100% (1)
- Cur Sode Electro Dos Re Vest I DosDocument50 paginiCur Sode Electro Dos Re Vest I DosDanny José Sánchez RodríguezÎncă nu există evaluări
- Clase 2 2023 SmawDocument36 paginiClase 2 2023 SmawMikel MendezÎncă nu există evaluări
- Clasificacion e Identificación de Los ElectrodosDocument4 paginiClasificacion e Identificación de Los ElectrodosJuan Carlos LasdicaÎncă nu există evaluări
- ArcairDocument33 paginiArcairRoberto Chang Palma100% (1)
- Smaw 2019Document63 paginiSmaw 2019Paula InesÎncă nu există evaluări
- Taller V Clasificación de Electrodos Según Norma AwsDocument6 paginiTaller V Clasificación de Electrodos Según Norma Awsjose luis pacheco bautistaÎncă nu există evaluări
- Materiales y Soldadura Por Arco Electrico Con Electrodo RevestidoDocument11 paginiMateriales y Soldadura Por Arco Electrico Con Electrodo RevestidoRoberto Gustavo LlanesÎncă nu există evaluări
- Tema 2.18 - Cobre y Aleaciones de CobreDocument129 paginiTema 2.18 - Cobre y Aleaciones de CobreracontrerasÎncă nu există evaluări
- Tipos de ElectrodoDocument21 paginiTipos de Electrodojesus landa galarza100% (1)
- A Marco Teórico Soldadura Por Arco EléctricoDocument4 paginiA Marco Teórico Soldadura Por Arco EléctricobarriosalarconsamuelÎncă nu există evaluări
- Aleación Cobre NiquelDocument51 paginiAleación Cobre NiquelAldo Hernández100% (1)
- FCAWDocument64 paginiFCAWWilians Rosales ChavezÎncă nu există evaluări
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe la EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAÎncă nu există evaluări
- Soldadura con alambre tubular. FMEC0210De la EverandSoldadura con alambre tubular. FMEC0210Încă nu există evaluări
- CPRREGIDODocument1 paginăCPRREGIDOwalter_1594Încă nu există evaluări
- Manual de Seguridad para Laboratorios PDFDocument37 paginiManual de Seguridad para Laboratorios PDFfrankruedaboteroÎncă nu există evaluări
- Evaluación y Aplicación de Balance de MateríaDocument110 paginiEvaluación y Aplicación de Balance de MateríagianpierreÎncă nu există evaluări
- Procedimientos de InscripciónDocument8 paginiProcedimientos de InscripciónReynolds TorresÎncă nu există evaluări
- Iper de Geomembrana Ver Pag 14Document17 paginiIper de Geomembrana Ver Pag 14Alonso Balarezo0% (1)
- Estudio de Mercado UbicacionDocument12 paginiEstudio de Mercado Ubicacionwalter_1594Încă nu există evaluări
- Fractura F y DDocument19 paginiFractura F y Dwalter_1594Încă nu există evaluări
- Fred DDDDocument74 paginiFred DDDFredy Mamani QuispeÎncă nu există evaluări
- PDFDocument130 paginiPDFwalter_1594Încă nu există evaluări
- PDFDocument130 paginiPDFwalter_1594Încă nu există evaluări
- Split PlotDocument15 paginiSplit Plotemilio maqueraÎncă nu există evaluări
- Anticongelante Shell 2Document2 paginiAnticongelante Shell 2Karen LizÎncă nu există evaluări
- Gravedad SolidosDocument14 paginiGravedad Solidosnilson mesias torres julianÎncă nu există evaluări
- Propiedades de Los LiquidosDocument5 paginiPropiedades de Los LiquidosJose Orlando Melo Naranjo100% (1)
- Control de Posición de Motor de CDDocument6 paginiControl de Posición de Motor de CDJorge Antonio Silva RodriguezÎncă nu există evaluări
- Planta Piloto YaurisDocument11 paginiPlanta Piloto YaurisLuis Angel Paitan De la Cruz100% (1)
- Bomba de DiafragmaDocument3 paginiBomba de DiafragmaJulianaRobayoÎncă nu există evaluări
- Ampliacion de PlazoDocument11 paginiAmpliacion de PlazoCarlos BazalarÎncă nu există evaluări
- Arcillas ExpansivasDocument4 paginiArcillas ExpansivasRaúl Zeas CárdenasÎncă nu există evaluări
- Filtros HepaDocument7 paginiFiltros Hepacavasque100% (2)
- Maquina Cubiotos de Hielo PDFDocument216 paginiMaquina Cubiotos de Hielo PDFAbner CanaviriÎncă nu există evaluări
- Caida LibreDocument5 paginiCaida LibreMiltonÎncă nu există evaluări
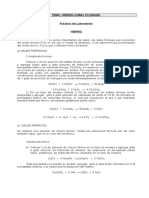
- Practico Reconocimiento de Hierro Cobalto NiquelDocument4 paginiPractico Reconocimiento de Hierro Cobalto NiquelMaruja Del Pópolo GrzonaÎncă nu există evaluări
- Circular Informativa SolkaflamDocument4 paginiCircular Informativa SolkaflamJulian ValenciaÎncă nu există evaluări
- Tema 1 - Psicologia EvolutivaDocument6 paginiTema 1 - Psicologia EvolutivaPaloma Talavera JaraÎncă nu există evaluări
- 2015-02 Sem.09 Tejido Plano - Mecanismos Formadores de CaladaDocument11 pagini2015-02 Sem.09 Tejido Plano - Mecanismos Formadores de Caladakevin0% (1)
- Simetría y Rotación Del CuadradoDocument30 paginiSimetría y Rotación Del CuadradoDeisy R GuerreroÎncă nu există evaluări
- Disolvente Universal 1405 MontóDocument2 paginiDisolvente Universal 1405 MontóEscurçó NegreÎncă nu există evaluări
- Ficha Tecnica DowexDocument3 paginiFicha Tecnica DowexNorah Alejandra Vasquez RrosasÎncă nu există evaluări
- Controlador IEADocument20 paginiControlador IEAHernan GiorgettiÎncă nu există evaluări
- Un Controlador PID para Robots Lego MindstormsDocument31 paginiUn Controlador PID para Robots Lego MindstormsElvys EmersonÎncă nu există evaluări
- Cuaderno de Trabajo Unidad 3Document37 paginiCuaderno de Trabajo Unidad 3ManuelFelipeArmijoPachecoÎncă nu există evaluări
- Arnes FolletoDocument2 paginiArnes FolletoeuoÎncă nu există evaluări
- Practica 9 Potenciometria Acido-BaseDocument5 paginiPractica 9 Potenciometria Acido-BaseRonalStivenEspañaÎncă nu există evaluări
- Informe de RNCDocument5 paginiInforme de RNCJaimeRubenLLoqueBordaÎncă nu există evaluări