S-ar putea să vă placă și
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Nano Based CoatingsDocument22 paginiNano Based CoatingspincoÎncă nu există evaluări
- (Shrinked) - Gandy - DOE Materials Conf-May 2010Document40 pagini(Shrinked) - Gandy - DOE Materials Conf-May 2010pincoÎncă nu există evaluări
- File DownloadDocument17 paginiFile DownloadpincoÎncă nu există evaluări
- Direct Methods To The Solution of Linear Equations SystemsDocument42 paginiDirect Methods To The Solution of Linear Equations SystemspincoÎncă nu există evaluări
- Dec PayslipDocument1 paginăDec PayslippincoÎncă nu există evaluări
- More Details About My Computer: Component Details Subscor E Base Score Intel (R) Core (TM) I5-3210M Cpu at 2.50Ghz 6.9Document2 paginiMore Details About My Computer: Component Details Subscor E Base Score Intel (R) Core (TM) I5-3210M Cpu at 2.50Ghz 6.9pincoÎncă nu există evaluări
- Jan May 2013 ScheduleDocument1 paginăJan May 2013 SchedulepincoÎncă nu există evaluări
- Six SigmaDocument152 paginiSix SigmapincoÎncă nu există evaluări
- 5 TH Bangalore Nano ITPOapprovalDocument2 pagini5 TH Bangalore Nano ITPOapprovalpincoÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Case OverviewDocument9 paginiCase Overviewmayer_oferÎncă nu există evaluări
- POM TopicsDocument2 paginiPOM TopicsAnkit SankheÎncă nu există evaluări
- Case Study The Wedding Project Marketing EssayDocument10 paginiCase Study The Wedding Project Marketing EssayHND Assignment HelpÎncă nu există evaluări
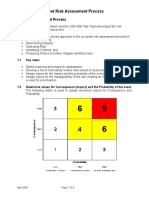
- 4 Fleet Risk Assessment ProcessDocument4 pagini4 Fleet Risk Assessment ProcessHaymanAHMEDÎncă nu există evaluări
- Case Problem The Hands On CEO of JetblueDocument3 paginiCase Problem The Hands On CEO of JetblueMarinelEscotoCorderoÎncă nu există evaluări
- Advanced Diploma in Business Administration: Hrithik Sandeep GajmalDocument1 paginăAdvanced Diploma in Business Administration: Hrithik Sandeep GajmalNandanÎncă nu există evaluări
- Goldin Financial / Bon Pasteur Acquisition / HKex Public FilingDocument9 paginiGoldin Financial / Bon Pasteur Acquisition / HKex Public Filingskadden1Încă nu există evaluări
- Decision Support Systems and Executive Support SystemsDocument33 paginiDecision Support Systems and Executive Support SystemsSakshi JindalÎncă nu există evaluări
- LICENSES Full Documentation STDDocument511 paginiLICENSES Full Documentation STDffssdfdfsÎncă nu există evaluări
- Flexible Budget Example With SolutionDocument4 paginiFlexible Budget Example With Solutionchiedza MarimeÎncă nu există evaluări
- IP ValuationDocument4 paginiIP ValuationAbhi RicÎncă nu există evaluări
- University of Madras: B.Sc. (Ism) and Bcom. (Informationsystemsmanagement) Degree Examinations, April 2014Document6 paginiUniversity of Madras: B.Sc. (Ism) and Bcom. (Informationsystemsmanagement) Degree Examinations, April 2014Dolce UdayÎncă nu există evaluări
- Accounts Made EasyDocument9 paginiAccounts Made EasyPrashant KunduÎncă nu există evaluări
- Basic AccountingDocument107 paginiBasic AccountingApril Justine Fuentebella DacalosÎncă nu există evaluări
- 101 Win Themes For All OccasionsDocument6 pagini101 Win Themes For All OccasionstausarpaoÎncă nu există evaluări
- Presentation On Facebook Advertising For Business.Document10 paginiPresentation On Facebook Advertising For Business.Joshna ElizabethÎncă nu există evaluări
- Hotel's Room RateDocument9 paginiHotel's Room RatebeeanaclarissaÎncă nu există evaluări
- 2018 Veon LTD Dutch Annual ReportDocument217 pagini2018 Veon LTD Dutch Annual ReportWaqas KhanÎncă nu există evaluări
- CLUB MEDICA Practice Set 2 1Document74 paginiCLUB MEDICA Practice Set 2 1Robhy SorianoÎncă nu există evaluări
- G.R. No. L-28329Document6 paginiG.R. No. L-28329JoJOÎncă nu există evaluări
- Spread Trading Guide PDFDocument18 paginiSpread Trading Guide PDFMiguel Teixeira CouteiroÎncă nu există evaluări
- Chart of AccountzsDocument22 paginiChart of AccountzsMuddser ShahidÎncă nu există evaluări
- Thiruvananthapuram DipsDocument28 paginiThiruvananthapuram DipsNithin SathianathÎncă nu există evaluări
- Production SystemDocument5 paginiProduction SystemPratiksinh VaghelaÎncă nu există evaluări
- EEM MOD003477 Module GuideDocument24 paginiEEM MOD003477 Module GuideSamar SalahÎncă nu există evaluări
- Subcontracting With Chargeable Components ConfigurationDocument45 paginiSubcontracting With Chargeable Components ConfigurationSamik Biswas100% (3)
- Book of Abstracts - 1Document128 paginiBook of Abstracts - 1Shejal SinhaÎncă nu există evaluări
- IC Accounts Payable Ledger 9467Document2 paginiIC Accounts Payable Ledger 9467Rahul BadaikÎncă nu există evaluări
- Investment AppraisalDocument24 paginiInvestment AppraisalDeepankumar AthiyannanÎncă nu există evaluări
- Vaya Group Organizational Culture White PaperDocument10 paginiVaya Group Organizational Culture White Paperapye1836Încă nu există evaluări