S-ar putea să vă placă și
- Eat Right For Your Blood TypeDocument5 paginiEat Right For Your Blood Typekingcobra00791% (58)
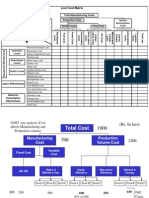
- Lost Cost MatrixDocument2 paginiLost Cost Matrixrecep1100% (4)
- New Wiring Diagram Electric EMS2-tad1640ge PDFDocument2 paginiNew Wiring Diagram Electric EMS2-tad1640ge PDFVanHoang95% (22)
- Samsung Service ManualDocument50 paginiSamsung Service ManualGuillermo Hernandez100% (4)
- Injection Molding GuideDocument33 paginiInjection Molding Guidethangkhungpro0% (1)
- Critical quality control sheetDocument22 paginiCritical quality control sheetazadsingh1Încă nu există evaluări
- Machine Design Elements and AssembliesDe la EverandMachine Design Elements and AssembliesEvaluare: 3.5 din 5 stele3.5/5 (2)
- Ground Improvement TechniquesDocument29 paginiGround Improvement TechniquesMeEr AahilÎncă nu există evaluări
- Power MillDocument158 paginiPower Millazadsingh1100% (3)
- Loss Cost MatrixDocument2 paginiLoss Cost Matrixrecep186% (14)
- QM Pillar Training CIIDocument76 paginiQM Pillar Training CIINARENDER SINGH100% (1)
- Daily Management Quiz: 2007: SN Question Option A Option B Option C Option D AnswerDocument5 paginiDaily Management Quiz: 2007: SN Question Option A Option B Option C Option D AnswerPrakash Kumar50% (2)
- Jishu Hozen: Presentation By: V.P.SINGHDocument41 paginiJishu Hozen: Presentation By: V.P.SINGHAbhishek Xc57% (7)
- CII JH Step 4Document4 paginiCII JH Step 4Kumar Swami0% (1)
- TPM SlogansDocument53 paginiTPM SlogansSuman Tutoo89% (9)
- Part Submission WarrantDocument2 paginiPart Submission Warrantazadsingh1100% (1)
- 0 Target Kmi, Kpi & Kai Linkage-FinalDocument8 pagini0 Target Kmi, Kpi & Kai Linkage-FinalJagdish PalariyaÎncă nu există evaluări
- Pqcs SampleDocument3 paginiPqcs Sampleazadsingh1100% (1)
- 5S Best PracticeDocument85 pagini5S Best PracticeyogshastriÎncă nu există evaluări
- Processing Point AnalysisDocument35 paginiProcessing Point AnalysisSophanÎncă nu există evaluări
- Tata Motors Case StudyDocument35 paginiTata Motors Case StudyGokulraju Rangasamy100% (2)
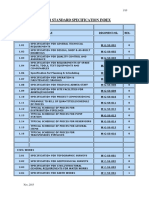
- Water Standard Specification Index As On Dec 2015Document10 paginiWater Standard Specification Index As On Dec 2015afp15060% (1)
- For Cii On TPM - Jun '10 v3Document54 paginiFor Cii On TPM - Jun '10 v3outline35Încă nu există evaluări
- Basic TPM Workshop (Rev1)Document138 paginiBasic TPM Workshop (Rev1)Ahmad FirdausÎncă nu există evaluări
- KK Pillar PDFDocument91 paginiKK Pillar PDFdiwesh26decÎncă nu există evaluări
- Construction Equipment ManagementDocument14 paginiConstruction Equipment ManagementSiddhartha Kamat100% (1)
- Kaizen KobetDocument19 paginiKaizen KobetShubham SharmaÎncă nu există evaluări
- JIPM TPM AwardsDocument23 paginiJIPM TPM AwardspreethishÎncă nu există evaluări
- Jishu Hozen - AM PDFDocument48 paginiJishu Hozen - AM PDFDicky Hartanto100% (1)
- Event TPM JipmDocument29 paginiEvent TPM JipmImamRN100% (3)
- E&T PillarDocument63 paginiE&T PillarJage Ram Kashyap100% (4)
- 7 Steps For KK Activities On Railway Problem-17.09.2020Document35 pagini7 Steps For KK Activities On Railway Problem-17.09.2020sohag shahÎncă nu există evaluări
- Chapter 6. Education & Training ManualDocument23 paginiChapter 6. Education & Training ManualVivek KumarÎncă nu există evaluări
- TPM QM TrainingDocument16 paginiTPM QM TrainingSunil100% (3)
- Supplier: Parveen Enterprises Customer - MEDICAMEN Biotech Limited Quotation - PE-01Document2 paginiSupplier: Parveen Enterprises Customer - MEDICAMEN Biotech Limited Quotation - PE-01azadsingh1Încă nu există evaluări
- LG Tromm Washing Machine Front Load Training Manual 2008Document112 paginiLG Tromm Washing Machine Front Load Training Manual 2008Salma Avila75% (8)
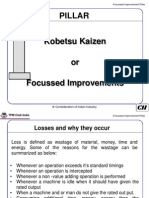
- Kobetsu Kaizen Pillar: Training Program OnDocument51 paginiKobetsu Kaizen Pillar: Training Program OnNeeraj SethyÎncă nu există evaluări
- KK PillarDocument30 paginiKK PillarshaktiÎncă nu există evaluări
- Jishu Hozen NotesDocument13 paginiJishu Hozen NotesPrathmesh AwasthiÎncă nu există evaluări
- 02 TVS Motor Co. LTDDocument127 pagini02 TVS Motor Co. LTDRaj Rudrapaa100% (1)
- VSM PDFDocument52 paginiVSM PDFChip ChopÎncă nu există evaluări
- DM Pillar of TPMDocument26 paginiDM Pillar of TPMVinay75% (4)
- FMEA1Document25 paginiFMEA1azadsingh1Încă nu există evaluări
- Autonmous Maint TPM Club IndiaDocument36 paginiAutonmous Maint TPM Club IndiaUmesh Katare100% (3)
- Pillar: Initial Control or Development ManagementDocument7 paginiPillar: Initial Control or Development ManagementNavneet SharmaÎncă nu există evaluări
- Best Practice 5s TPM VisualsDocument75 paginiBest Practice 5s TPM VisualsWilliam Hinostroza100% (1)
- TPM Administration PillarsDocument53 paginiTPM Administration Pillarskingathur26681Încă nu există evaluări
- Press Tools & Dies TutorialDocument166 paginiPress Tools & Dies Tutorialazadsingh1Încă nu există evaluări
- Study of JH Implementation ReadyDocument27 paginiStudy of JH Implementation ReadyNaveen Jangid100% (1)
- TPM Conference - JIPM - NakanoDocument38 paginiTPM Conference - JIPM - Nakano1977jul50% (2)
- Control of Environmental Parameters in A Green HouseDocument46 paginiControl of Environmental Parameters in A Green Housekenbobalaji100% (1)
- TPM Pillar Management Index & Activity IndexDocument12 paginiTPM Pillar Management Index & Activity Indexrarues9999Încă nu există evaluări
- 11 5 Temperature and Pressure 4th EdDocument18 pagini11 5 Temperature and Pressure 4th Edapi-267245178Încă nu există evaluări
- Why TPM?Document65 paginiWhy TPM?Gopalakrishnan100% (54)
- Aluminum Foundry TechniqueDocument51 paginiAluminum Foundry Techniqueazadsingh1Încă nu există evaluări
- 320, 320L Medicion de Presiones Bomba Hidraulica PDFDocument181 pagini320, 320L Medicion de Presiones Bomba Hidraulica PDFrprim100% (2)
- TPM in The Connected FactoryDocument30 paginiTPM in The Connected Factoryss2mrattriÎncă nu există evaluări
- 03 TPM Implementation in Each TPM Level (Complete)Document30 pagini03 TPM Implementation in Each TPM Level (Complete)nay den100% (2)
- Autonomous Maintenance Step 1-7Document18 paginiAutonomous Maintenance Step 1-7riade8883% (6)
- 02-Kobetsu KaizenDocument84 pagini02-Kobetsu KaizenSuresh Babu100% (7)
- Saudi Aramco Success Story (A4)Document4 paginiSaudi Aramco Success Story (A4)raghu12421100% (1)
- Chapter 5. Jishu Hozen ManualDocument71 paginiChapter 5. Jishu Hozen ManualVivek Kumar100% (3)
- 5 OEE Loss TreeDocument30 pagini5 OEE Loss TreeGugun Dewasa100% (1)
- TPM Jipm Seiichi Nakajima 2007 KlmanagementDocument40 paginiTPM Jipm Seiichi Nakajima 2007 KlmanagementDipankar MukherjeeÎncă nu există evaluări
- PM PillarDocument56 paginiPM PillarNavneet Sharma75% (4)
- 16 LossesDocument27 pagini16 LossesAshrith SÎncă nu există evaluări
- TPM JH PPT 01 JH AwarenessDocument28 paginiTPM JH PPT 01 JH AwarenessLakshmanan Venkatesan100% (1)
- Oee Machineshop March15Document8 paginiOee Machineshop March15azadsingh1Încă nu există evaluări
- TPM BMW TrainingDocument68 paginiTPM BMW TrainingAldemar HernandezÎncă nu există evaluări
- SGMF Hose BunkeringDocument15 paginiSGMF Hose BunkeringFilipÎncă nu există evaluări
- Autonomous Operator Training Step 0Document17 paginiAutonomous Operator Training Step 0JESUSAA36Încă nu există evaluări
- Ishu Ozen: Autonomous MaintenanceDocument16 paginiIshu Ozen: Autonomous MaintenanceVictor ArokiyamÎncă nu există evaluări
- JH Step-1 & 2activitiesDocument34 paginiJH Step-1 & 2activitiesGREENEXE BUSINESS CONSULTANTÎncă nu există evaluări
- Productivity Increased 29%, Costs Reduced 20Document13 paginiProductivity Increased 29%, Costs Reduced 20flabianoÎncă nu există evaluări
- DRYSTAR 3000 - Chapter 06.6 - Calibrations and Adjustments 1.0Document37 paginiDRYSTAR 3000 - Chapter 06.6 - Calibrations and Adjustments 1.0selvamejia100% (1)
- Group Technology: Pgdie 41Document31 paginiGroup Technology: Pgdie 41Saikat SahaÎncă nu există evaluări
- 1.pit OptimizationDocument42 pagini1.pit OptimizationHeber Bladimir Cosme TorresÎncă nu există evaluări
- Objective - To Reduce Dimensional Variation in Deburring ProcessDocument19 paginiObjective - To Reduce Dimensional Variation in Deburring ProcessDevashish KotnalaÎncă nu există evaluări
- Initial DataDocument9 paginiInitial DataparulkbhatiaÎncă nu există evaluări
- 7,-Qad-28sample Inspection Report Mach. 74-100Document1 pagină7,-Qad-28sample Inspection Report Mach. 74-100azadsingh1Încă nu există evaluări
- Pdi 05 01.2015 Qad 28sample Inspection Report Mach. 74 100Document1 paginăPdi 05 01.2015 Qad 28sample Inspection Report Mach. 74 100azad100% (1)
- Item Code: Minimum Inventory in Store/monthDocument1 paginăItem Code: Minimum Inventory in Store/monthazadsingh1Încă nu există evaluări
- Cost-Machine Shop Mar-15 (Ram-Assy)Document7 paginiCost-Machine Shop Mar-15 (Ram-Assy)azadsingh1Încă nu există evaluări
- Sheet Process: Technical Data ModificationDocument1 paginăSheet Process: Technical Data Modificationazadsingh1Încă nu există evaluări
- 8654Document43 pagini8654azadsingh1Încă nu există evaluări
- Hourly Report of Tata - Disc: Part: Tata Shift:-DATEDocument5 paginiHourly Report of Tata - Disc: Part: Tata Shift:-DATEazadsingh1Încă nu există evaluări
- Pdi 05 01.2015 Qad 28sample Inspection Report Mach. 74 100Document1 paginăPdi 05 01.2015 Qad 28sample Inspection Report Mach. 74 100azad100% (1)
- Sheet Process: Technical Data ModificationDocument1 paginăSheet Process: Technical Data Modificationazadsingh1Încă nu există evaluări
- Copy of Crank Shaft Cycle TimeDocument1 paginăCopy of Crank Shaft Cycle Timeazadsingh1Încă nu există evaluări
- Cost Machine Shop-April 2015Document18 paginiCost Machine Shop-April 2015azadsingh1Încă nu există evaluări
- Projet ReportDocument4 paginiProjet Reportazadsingh1Încă nu există evaluări
- PreDocument3 paginiPreazadsingh1Încă nu există evaluări
- Non-Conformity Report & Corrective Action: Description of Non-ConformanceDocument1 paginăNon-Conformity Report & Corrective Action: Description of Non-Conformanceazadsingh1Încă nu există evaluări
- Process ChartDocument1 paginăProcess Chartazadsingh1Încă nu există evaluări
- Trident Auto ProfileDocument17 paginiTrident Auto Profileazadsingh1Încă nu există evaluări
- Age CharacterCalculationDocument1 paginăAge CharacterCalculationAnonymous gwldee5Încă nu există evaluări
- Happy Steels (P) LTD.: Qualification CriteriaDocument2 paginiHappy Steels (P) LTD.: Qualification Criteriaazadsingh1Încă nu există evaluări
- Excels Keyboard Shortcuts: Menu Equivalent Comments AllDocument5 paginiExcels Keyboard Shortcuts: Menu Equivalent Comments Allazadsingh1Încă nu există evaluări
- Dose Complete CatalogueDocument272 paginiDose Complete CatalogueBerkan OranusÎncă nu există evaluări
- DG Set SelectionDocument12 paginiDG Set SelectionDr. R. SharmaÎncă nu există evaluări
- KR AGILUS Hygienic Machine Fast Cleaning Food PharmaDocument2 paginiKR AGILUS Hygienic Machine Fast Cleaning Food PharmaValke Athletes HandcareÎncă nu există evaluări
- 240-56063867 Transformer and Reactor Rapid Pressure Rise RelayDocument6 pagini240-56063867 Transformer and Reactor Rapid Pressure Rise RelayMichael NgubaneÎncă nu există evaluări
- 24th Annual International Pittsburgh Coal 2007 WixDocument10 pagini24th Annual International Pittsburgh Coal 2007 WixAmauche OgeÎncă nu există evaluări
- Fluid Flow Applications: SolutionDocument6 paginiFluid Flow Applications: Solutionmanikandaprabhu.rk14Încă nu există evaluări
- Marine Chock InstallationDocument48 paginiMarine Chock InstallationSumeet SawantÎncă nu există evaluări
- Aviation Tinning and SolderingDocument16 paginiAviation Tinning and SolderingRebecca RiversÎncă nu există evaluări
- Air Cooler LeafletDocument2 paginiAir Cooler LeafletSaad zubayr MÎncă nu există evaluări
- Site Effect Evaluation Using Spectral Ratios With Only One StationDocument15 paginiSite Effect Evaluation Using Spectral Ratios With Only One StationJavier MtÎncă nu există evaluări
- Final Directory Handbook For ADIPEC 2023Document54 paginiFinal Directory Handbook For ADIPEC 2023Zharif ZainiÎncă nu există evaluări
- SHD30 and SHD30-45 Models: (Standard)Document2 paginiSHD30 and SHD30-45 Models: (Standard)Roger TorrejonÎncă nu există evaluări
- DC Components Co., LTD.: Rectifier SpecialistsDocument3 paginiDC Components Co., LTD.: Rectifier SpecialistsPICVIOÎncă nu există evaluări
- Bomba Electrica 1500gpm 300HP (Medidas)Document1 paginăBomba Electrica 1500gpm 300HP (Medidas)Fire ChileÎncă nu există evaluări
- Symmetry & Crystal StructuresDocument37 paginiSymmetry & Crystal StructuresNurnajihah Sukimi JiehaÎncă nu există evaluări
- Flux and Refining Agent InjectionDocument1 paginăFlux and Refining Agent InjectionСтанислав ПодольскийÎncă nu există evaluări
- Kaplan Turbine Working As A Propeller CFD InvestigDocument11 paginiKaplan Turbine Working As A Propeller CFD InvestigclaudehackerÎncă nu există evaluări
- NVFMCZ20DC12VDocument2 paginiNVFMCZ20DC12VPatrik GasparikÎncă nu există evaluări
- 1004 Saiesh 1005 Brembley 1006 Russell 1007 MukeshDocument65 pagini1004 Saiesh 1005 Brembley 1006 Russell 1007 MukeshbenonÎncă nu există evaluări
- 018 10Document3 pagini018 10ilkerkozturkÎncă nu există evaluări
- Theory of The Triple Constraint - A Conceptual Review: December 2012Document8 paginiTheory of The Triple Constraint - A Conceptual Review: December 2012Keyah NkonghoÎncă nu există evaluări
- Introduction To Pressure TransducersDocument2 paginiIntroduction To Pressure TransducersTEUKUÎncă nu există evaluări