S-ar putea să vă placă și
- UF1213 - Técnicas de mecanizado y metrologíaDe la EverandUF1213 - Técnicas de mecanizado y metrologíaEvaluare: 4 din 5 stele4/5 (5)
- Manual de Doctrina Social de La IglesiaDocument47 paginiManual de Doctrina Social de La IglesiaJulian Bedoya CardonaÎncă nu există evaluări
- Sierra CircularDocument19 paginiSierra CircularChris RoblesÎncă nu există evaluări
- Bladesmithing; Los 101 errores de la forja de cuchillos: Errores en la fabricación de cuchillos que arruinan tus cuchillos y cómo evitarlosDe la EverandBladesmithing; Los 101 errores de la forja de cuchillos: Errores en la fabricación de cuchillos que arruinan tus cuchillos y cómo evitarlosÎncă nu există evaluări
- Herramientas de TallerDocument77 paginiHerramientas de TallerNeri Armando Xicohtencatl JuarezÎncă nu există evaluări
- Trazado y CorteDocument21 paginiTrazado y CorteShaday Velasco100% (2)
- Sierras MecanicasDocument11 paginiSierras MecanicasP. Saulo TarquiÎncă nu există evaluări
- Separación de Arranque de Viruta A ManoDocument24 paginiSeparación de Arranque de Viruta A ManoIVANMAESTRIA50% (2)
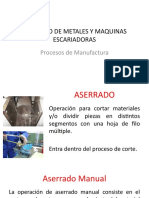
- Proceso de ASERRADODocument25 paginiProceso de ASERRADOGuillermo CalderaÎncă nu există evaluări
- Trazado y Aserrado Manual.Document15 paginiTrazado y Aserrado Manual.Yessi CastroÎncă nu există evaluări
- Corte Con SierrasDocument35 paginiCorte Con SierrasIsaac AmbrosioÎncă nu există evaluări
- Atlas de Anatomía Topográfica de Los Animales Domésticos (3) - Peter PopeskoDocument201 paginiAtlas de Anatomía Topográfica de Los Animales Domésticos (3) - Peter Popeskolog1234100% (5)
- Aserrado y BrochadoDocument5 paginiAserrado y BrochadoJoelVilchezÎncă nu există evaluări
- Sierra Circular PDFDocument19 paginiSierra Circular PDFyuri_caroÎncă nu există evaluări
- Mecánica de BancoDocument5 paginiMecánica de BancoLuz AlulimaÎncă nu există evaluări
- Aserrado de La MaderaDocument8 paginiAserrado de La Maderastephanie beltranÎncă nu există evaluări
- Herramientas de Corte.Document26 paginiHerramientas de Corte.Gilberto Morales100% (2)
- Herramientas de CorteDocument24 paginiHerramientas de CorteDeanna Vasquez100% (1)
- Aserrado de MetalesDocument16 paginiAserrado de MetalesQuique AlvaradoÎncă nu există evaluări
- AserradoDocument2 paginiAserradoRoy HidalgoÎncă nu există evaluări
- Tipos de SerruchosDocument7 paginiTipos de SerruchosWilliam DíazÎncă nu există evaluări
- Resumen 3. Aserrados y Tableros. 2020 Ii. Dr. Walter Panduro Calderón.Document76 paginiResumen 3. Aserrados y Tableros. 2020 Ii. Dr. Walter Panduro Calderón.MateoÎncă nu există evaluări
- ASERRADODocument27 paginiASERRADOJuan Carlos Narvaez CamachoÎncă nu există evaluări
- Tec. Mecanica Luis Bernal 8-992-78Document20 paginiTec. Mecanica Luis Bernal 8-992-78Luis BernalÎncă nu există evaluări
- Examen Tema 11 - 12 ProcesosDocument3 paginiExamen Tema 11 - 12 Procesosdavid898976777Încă nu există evaluări
- Cad CamDocument13 paginiCad CamTomas CaicedoÎncă nu există evaluări
- Herramientas de Corte (MANUFACTURA)Document63 paginiHerramientas de Corte (MANUFACTURA)gdssdgdsgÎncă nu există evaluări
- Herramientas ManualesDocument56 paginiHerramientas Manualeshamilton zambrano100% (1)
- 1.0 GeneralidadesDocument46 pagini1.0 GeneralidadesBel ZaraÎncă nu există evaluări
- Marco Teórico Practica 2Document11 paginiMarco Teórico Practica 2ALEJO CRÎncă nu există evaluări
- Tema 21 El Corte Caracteristicas de Las HerramientasDocument17 paginiTema 21 El Corte Caracteristicas de Las HerramientasKaterinChambiTorresÎncă nu există evaluări
- ASERRADODocument8 paginiASERRADODaniel Alejandro MoreiraÎncă nu există evaluări
- Pilana NND EsDocument68 paginiPilana NND EsDany SaccsaÎncă nu există evaluări
- BurilesDocument5 paginiBurilesLaura Garcia50% (2)
- Apunte Instrumental Rotatorio (BE)Document10 paginiApunte Instrumental Rotatorio (BE)Francisca SotoÎncă nu există evaluări
- Informe BrocaDocument10 paginiInforme BrocaAnrres Velasquez GarciaÎncă nu există evaluări
- Herramientas de Corte o BurilDocument9 paginiHerramientas de Corte o Buriljsebas635Încă nu există evaluări
- Herramientas Manuales Más UtilizadasDocument9 paginiHerramientas Manuales Más UtilizadasI. Graficas MomosÎncă nu există evaluări
- Herramientas de AceroDocument10 paginiHerramientas de Acerodaniel peñaÎncă nu există evaluări
- Herramientas de MaderaDocument11 paginiHerramientas de MaderaLester SotoÎncă nu există evaluări
- Maquinas Aserradoras - PerfiladorasDocument25 paginiMaquinas Aserradoras - PerfiladorasNidiaVivero0% (1)
- 2 AserradoDocument25 pagini2 AserradoFrancisco Paredes100% (1)
- SierrasDocument4 paginiSierrasSantiago EscobarÎncă nu există evaluări
- Afilado para Herramientas de CorteDocument11 paginiAfilado para Herramientas de CorteCesar Valle Vizcaya LBsÎncă nu există evaluări
- Aserrado y MecanizadoDocument41 paginiAserrado y Mecanizadoand1pr067% (3)
- Aserrado y LimadoDocument20 paginiAserrado y LimadoJesùs Alberto100% (1)
- Herramienta o UtilajeDocument8 paginiHerramienta o UtilajeBobby bobbyÎncă nu există evaluări
- Sierra Circular y Sierra de CalarDocument19 paginiSierra Circular y Sierra de CalarMonica Liliana Duran ChaconÎncă nu există evaluări
- El Ángulo de La Cuña de Una Cuchilla para Trabajar La Madera Debe Estar Entre 24º y 30ºDocument3 paginiEl Ángulo de La Cuña de Una Cuchilla para Trabajar La Madera Debe Estar Entre 24º y 30º7pecosolÎncă nu există evaluări
- Corte SierraDocument5 paginiCorte SierraOlivia HuamaniÎncă nu există evaluări
- Es Wikipedia Org Wiki SeguetaDocument2 paginiEs Wikipedia Org Wiki SeguetaLa pinga MexicanaÎncă nu există evaluări
- Herramientas Manuales de EbanisteriaDocument3 paginiHerramientas Manuales de EbanisteriaFlorián Poma100% (3)
- Acoplamientos para HerramientasDocument10 paginiAcoplamientos para HerramientasOmar JimenezÎncă nu există evaluări
- Teorías y Fundamentos de Las Cuchillas de CorteDocument13 paginiTeorías y Fundamentos de Las Cuchillas de CorteMaickol SalazarÎncă nu există evaluări
- Deber 1 Cuchillas TornoDocument6 paginiDeber 1 Cuchillas TornoKevin SerranoÎncă nu există evaluări
- HistoriaDocument12 paginiHistoriaGustavo Torregroza RodrigezÎncă nu există evaluări
- Proceso de CorteDocument14 paginiProceso de CorteJosé Antonio PiñaÎncă nu există evaluări
- Afilado y Corte PDFDocument12 paginiAfilado y Corte PDFJose Rainiel Rivas PerdomoÎncă nu există evaluări
- Ajuste MecánicoDocument42 paginiAjuste MecánicoGerson Zavala Zambrano100% (3)
- Sierra Caladora Sierra de Calar - de Máquinas y Herramientas PDFDocument5 paginiSierra Caladora Sierra de Calar - de Máquinas y Herramientas PDFCristopher Alexander Marquez TorresÎncă nu există evaluări
- Clase 2Document13 paginiClase 2KrissPonceÎncă nu există evaluări
- Lima - Hildebrandt en Sus TreceDocument32 paginiLima - Hildebrandt en Sus TreceKrissPonceÎncă nu există evaluări
- Cotización 115-2021 Servicio de Monitoreo Ambiental - Ing. Ponce Krisxia PonceDocument6 paginiCotización 115-2021 Servicio de Monitoreo Ambiental - Ing. Ponce Krisxia PonceKrissPonceÎncă nu există evaluări
- F 08 01 Formato de Requerimiento 1Document1 paginăF 08 01 Formato de Requerimiento 1KrissPonceÎncă nu există evaluări
- P.T.E Rieman Contratistas y Consultores - Reingesac 2021Document8 paginiP.T.E Rieman Contratistas y Consultores - Reingesac 2021KrissPonceÎncă nu există evaluări
- Reporte 01440AAA043Document1 paginăReporte 01440AAA043KrissPonceÎncă nu există evaluări
- Triptico de Nom 018Document2 paginiTriptico de Nom 018Jazmin Berenice GutierrezÎncă nu există evaluări
- Caratula, y Prim PGDocument8 paginiCaratula, y Prim PGKrissPonceÎncă nu există evaluări
- Cuadro HuancaneDocument684 paginiCuadro HuancaneKrissPonceÎncă nu există evaluări
- Tema 014 Sistema Litoral PDFDocument13 paginiTema 014 Sistema Litoral PDFSteven BennettÎncă nu există evaluări
- Iso 14001 2015 Cambios NovedadesDocument30 paginiIso 14001 2015 Cambios NovedadesGa Ce J ManuelÎncă nu există evaluări
- 0d9b6d 0016Document3 pagini0d9b6d 0016KrissPonceÎncă nu există evaluări
- Tabla Programas PAEC BR 2017Document33 paginiTabla Programas PAEC BR 2017Soledad AlexandraÎncă nu există evaluări
- El Corte y Sus Herramientas 1Document10 paginiEl Corte y Sus Herramientas 1KrissPonceÎncă nu există evaluări
- Con Respecto A La Cultura de PlanificaciónDocument2 paginiCon Respecto A La Cultura de PlanificaciónKrissPonceÎncă nu există evaluări
- Documents - Tips Informe n001 CompatibilidadDocument3 paginiDocuments - Tips Informe n001 CompatibilidadKrissPonceÎncă nu există evaluări
- Anexo 3 TDR Eia PachacutecDocument22 paginiAnexo 3 TDR Eia PachacutecAve Vi EsÎncă nu există evaluări
- Iso 14001 2015 Cambios NovedadesDocument30 paginiIso 14001 2015 Cambios NovedadesGa Ce J ManuelÎncă nu există evaluări
- Dialnet ImpactoAmbientalDelManejoDeDesechosSolidosOrdinari 4835817Document8 paginiDialnet ImpactoAmbientalDelManejoDeDesechosSolidosOrdinari 4835817KrissPonceÎncă nu există evaluări
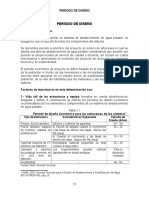
- Periodo de DiseñoDocument4 paginiPeriodo de DiseñoDavidCastellanosÎncă nu există evaluări
- Universidad Nacional Del Santa: LICITACION PUBLICA N°0003-2008-Uns/Ce - Iee Por Concurso OfertaDocument75 paginiUniversidad Nacional Del Santa: LICITACION PUBLICA N°0003-2008-Uns/Ce - Iee Por Concurso OfertaKrissPonceÎncă nu există evaluări
- Se Dice Que Una Corriente Es Alterna Si Cambia de Sentido PeriódicamenteDocument7 paginiSe Dice Que Una Corriente Es Alterna Si Cambia de Sentido PeriódicamenteKrissPonceÎncă nu există evaluări
- Triptico 2 Semana Medio Ambiente 2014Document1 paginăTriptico 2 Semana Medio Ambiente 2014KrissPonceÎncă nu există evaluări
- Libro DUED ModelamientoDocument72 paginiLibro DUED ModelamientoKrissPonceÎncă nu există evaluări
- 22 Analisis de AguaDocument3 pagini22 Analisis de AguaKrissPonceÎncă nu există evaluări
- BibliografiaDocument4 paginiBibliografiaKrissPonceÎncă nu există evaluări
- Pip Form. Eval. PunoDocument24 paginiPip Form. Eval. PunoKrissPonceÎncă nu există evaluări
- Documento - Perfil ModeloDocument96 paginiDocumento - Perfil ModeloKrissPonceÎncă nu există evaluări
- Principales Métodos de Trabajo de Transformación en FrioDocument1 paginăPrincipales Métodos de Trabajo de Transformación en FrioKrissPonceÎncă nu există evaluări
- Manual de Prácticas MicrosanitDocument51 paginiManual de Prácticas Microsanitbetool0% (1)
- Guia Insarag Volumen Ii OperacionesDocument57 paginiGuia Insarag Volumen Ii OperacionesPablo VásquezÎncă nu există evaluări
- AnemiasDocument11 paginiAnemiasJuan Carlos Vázquez100% (2)
- Disen o de Un Estudio de Grabacio N Con Sala de Control PDFDocument145 paginiDisen o de Un Estudio de Grabacio N Con Sala de Control PDFRemigio VasconezÎncă nu există evaluări
- Sillería y PúlpitoDocument10 paginiSillería y PúlpitoSofía ChinoÎncă nu există evaluări
- VRV IV-S - Bomba de Calor - 60Hz - PCVMT1551 - Spa-HRes PDFDocument56 paginiVRV IV-S - Bomba de Calor - 60Hz - PCVMT1551 - Spa-HRes PDFMauricio RuedaÎncă nu există evaluări
- Presolemne 04 CFIS 344Document7 paginiPresolemne 04 CFIS 344MrCadillac Gonzalez NavarroÎncă nu există evaluări
- Metalurgia 12 Afino ElectroliticoDocument7 paginiMetalurgia 12 Afino Electroliticosussel badayÎncă nu există evaluări
- Ejercicios Costeo ABCDocument43 paginiEjercicios Costeo ABCAlfred QuiñonesÎncă nu există evaluări
- Informe VertederosDocument11 paginiInforme VertederosSantiago Estrada HerediaÎncă nu există evaluări
- Taller Roboticá IndustrialDocument2 paginiTaller Roboticá IndustrialJaime AvellaÎncă nu există evaluări
- Producción de Carbón Vegetal Mediante Carboneras en Zonas Rurales Empobrecidas PDFDocument153 paginiProducción de Carbón Vegetal Mediante Carboneras en Zonas Rurales Empobrecidas PDFLuis SinchireÎncă nu există evaluări
- Propuesta Aetos y Funcionamiento Ptar San Blas 2Document15 paginiPropuesta Aetos y Funcionamiento Ptar San Blas 2Melisa MogroÎncă nu există evaluări
- Taller TLCDocument13 paginiTaller TLCjavierbaronaÎncă nu există evaluări
- Dra. Nilza Tesis de CaféDocument3 paginiDra. Nilza Tesis de CaféBolaños YasserÎncă nu există evaluări
- HOJA4 MagnetismoDocument9 paginiHOJA4 MagnetismoFERNANDOÎncă nu există evaluări
- Lab Previo 11Document6 paginiLab Previo 11Omar ChávezÎncă nu există evaluări
- Famesa Educa - Boletín #1 PDFDocument34 paginiFamesa Educa - Boletín #1 PDFDick De la VegaÎncă nu există evaluări
- Civilizacion MesopotámicaDocument14 paginiCivilizacion Mesopotámicabillieshears04Încă nu există evaluări
- Brachiaria Brizantha F.Document19 paginiBrachiaria Brizantha F.fabianÎncă nu există evaluări
- Ojo en El Cielo - Philip K. Dick PDFDocument934 paginiOjo en El Cielo - Philip K. Dick PDFAngel GarciaÎncă nu există evaluări
- Vccu-207 Ejercicio t003Document2 paginiVccu-207 Ejercicio t003yanali100% (1)
- Jose Humberto Fernandez Guevara.: Curriculum VitaeDocument7 paginiJose Humberto Fernandez Guevara.: Curriculum VitaemaridelacruzcentenoÎncă nu există evaluări
- CLASE 12 y 14-04-2021-SECCION 797Document10 paginiCLASE 12 y 14-04-2021-SECCION 797guillermo0% (1)
- Final Experiencia 5Document10 paginiFinal Experiencia 5JUAN JESUS MALASQUEZ MUGABURUÎncă nu există evaluări
- Guernica:Ritual PicassianoDocument39 paginiGuernica:Ritual PicassianoManolo Sánchez Sánchez-tiradoÎncă nu există evaluări
- Presentación Del ¡1er GRAN TALLER DE BIO-CONSTRUCCIÓN!Document4 paginiPresentación Del ¡1er GRAN TALLER DE BIO-CONSTRUCCIÓN!Adejola OliveraÎncă nu există evaluări
- 04 CetosisDocument0 pagini04 CetosisCatalina Pérez ValderramaÎncă nu există evaluări