S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Ionic Puzzle ActivityDocument4 paginiIonic Puzzle ActivityEngr Mumtaz0% (1)
- Alkaloid PPT 5 TH SemDocument40 paginiAlkaloid PPT 5 TH Semgilldreamy100% (1)
- The Malaysian Career Education Fair - INFO KIT PDFDocument6 paginiThe Malaysian Career Education Fair - INFO KIT PDFsyaÎncă nu există evaluări
- Oxidation Reactions Using Tert-Butyl Hydroperoxide/d-Metal Chlorides Systems With Aid of MicrowavesDocument4 paginiOxidation Reactions Using Tert-Butyl Hydroperoxide/d-Metal Chlorides Systems With Aid of MicrowavessyaÎncă nu există evaluări
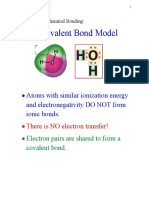
- Chapter8 CHM Form 5Document15 paginiChapter8 CHM Form 5Bunny MohamadÎncă nu există evaluări
- CH 5 Student NotesDocument33 paginiCH 5 Student NotessyaÎncă nu există evaluări
- Pep. Set 5 PT3 2016Document2 paginiPep. Set 5 PT3 2016syaÎncă nu există evaluări
- GT-CA - YK Leadership Conference 250317Document20 paginiGT-CA - YK Leadership Conference 250317syaÎncă nu există evaluări
- Nota Padat Fizik F5 WavesDocument28 paginiNota Padat Fizik F5 Wavesslokkro98% (102)
- Chapter 2: The Structure of The Atom: Prepared by MHS 2009Document10 paginiChapter 2: The Structure of The Atom: Prepared by MHS 2009AceÎncă nu există evaluări
- Nota Padat Fizik F4 Heat NotesDocument17 paginiNota Padat Fizik F4 Heat Notesslokkro99% (109)
- Force JustDocument9 paginiForce Justsuperior001Încă nu există evaluări
- Chapter 4Document22 paginiChapter 4Nabila OthmanÎncă nu există evaluări
- CH 5 Student NotesDocument33 paginiCH 5 Student NotessyaÎncă nu există evaluări
- Present, past and future tenses exerciseDocument3 paginiPresent, past and future tenses exercisesyaÎncă nu există evaluări
- -Document27 pagini-hisham_00Încă nu există evaluări
- Gold Catalysed Selective Oxidation of Alcohols in SupercriticalDocument8 paginiGold Catalysed Selective Oxidation of Alcohols in SupercriticalsyaÎncă nu există evaluări
- Aerobic Oxidation of Benzyl Alcohol To Benzaldehyde Catalyzed by CarbonDocument9 paginiAerobic Oxidation of Benzyl Alcohol To Benzaldehyde Catalyzed by CarbonsyaÎncă nu există evaluări
- Zhan GW-2012-CEJ-Liquid Phase Oxidation of Benzyl Alcohol To Benzaldehyde With Novel Uncalcined BioreductionDocument8 paginiZhan GW-2012-CEJ-Liquid Phase Oxidation of Benzyl Alcohol To Benzaldehyde With Novel Uncalcined BioreductionsyaÎncă nu există evaluări
- Strategies For The Synthesis of Supported GoldDocument14 paginiStrategies For The Synthesis of Supported GoldsyaÎncă nu există evaluări
- C3 Hydrocarbons and Major Derivatives: Cumene and Oxo AlcoholsDocument34 paginiC3 Hydrocarbons and Major Derivatives: Cumene and Oxo AlcoholssyaÎncă nu există evaluări
- Propylene Lect2Document32 paginiPropylene Lect2syaÎncă nu există evaluări
- Transport BiologyDocument60 paginiTransport BiologySyed KhidirÎncă nu există evaluări
- Force JustDocument9 paginiForce Justsuperior001Încă nu există evaluări
- Physics Test 5-7Document8 paginiPhysics Test 5-7syaÎncă nu există evaluări
- Nota Padat Fizik F5 WavesDocument28 paginiNota Padat Fizik F5 Wavesslokkro98% (102)
- Physics Test 3-6Document10 paginiPhysics Test 3-6syaÎncă nu există evaluări
- 9L Pressure and MomentsDocument1 pagină9L Pressure and MomentssyaÎncă nu există evaluări
- 9L Pressure and MomentsDocument1 pagină9L Pressure and MomentssyaÎncă nu există evaluări
- 1 - Maleic AnhdyrideDocument9 pagini1 - Maleic AnhdyridesyaÎncă nu există evaluări
- Process EssayDocument4 paginiProcess EssaysyaÎncă nu există evaluări
- STP ProjectDocument14 paginiSTP ProjectAnoop Rajendra MishraÎncă nu există evaluări
- Alkohol FenolDocument5 paginiAlkohol FenolAnnisaa' Cahya SugiartiÎncă nu există evaluări
- Coordination Compounds IDocument58 paginiCoordination Compounds IAli Muhammad Kamba60% (5)
- Unit 1 Test ReviewDocument4 paginiUnit 1 Test Reviewandrew culkinÎncă nu există evaluări
- HSEB Chemistry SyllabusDocument3 paginiHSEB Chemistry Syllabussudantula71% (7)
- Spectra/Por: Standard Grade Regenerated Cellulose Dialysis Membrane (Spectra/Por 1 - 5, 6 & 7)Document13 paginiSpectra/Por: Standard Grade Regenerated Cellulose Dialysis Membrane (Spectra/Por 1 - 5, 6 & 7)alen19819072Încă nu există evaluări
- The Twentieth Century English-Hindi Dictionary Containing Terms Relating to Mineralogical and Metallurgical Industries, Chemical Industries, Sugar Industry, Textile Industry, Dairy Industry, Silk Industry,Document214 paginiThe Twentieth Century English-Hindi Dictionary Containing Terms Relating to Mineralogical and Metallurgical Industries, Chemical Industries, Sugar Industry, Textile Industry, Dairy Industry, Silk Industry,Animesh_Singh1Încă nu există evaluări
- Zoology - 04-Biomolecule 2023 NotesDocument18 paginiZoology - 04-Biomolecule 2023 NotesSquad 4 GamingÎncă nu există evaluări
- Alcohols and Phenols Activity Data SheetDocument3 paginiAlcohols and Phenols Activity Data SheetJovan Paul DeldaÎncă nu există evaluări
- Carbon & Its CompoundDocument13 paginiCarbon & Its CompoundNeeraj PoddarÎncă nu există evaluări
- SCH 3U Stoichiometry Practice TestDocument2 paginiSCH 3U Stoichiometry Practice TestFirmino GonçalvesÎncă nu există evaluări
- 0.refinery and Petrochemical Processes PDFDocument104 pagini0.refinery and Petrochemical Processes PDFBin GerrardÎncă nu există evaluări
- Elements and Compounds Are All Around UsDocument6 paginiElements and Compounds Are All Around UsannÎncă nu există evaluări
- Bora ZineDocument4 paginiBora ZineMisty PochaÎncă nu există evaluări
- ALLEN CHEMISTRY STUDY PACKAGE FOR JEE ADVANCED CHEMISTRY EXERCISEDocument25 paginiALLEN CHEMISTRY STUDY PACKAGE FOR JEE ADVANCED CHEMISTRY EXERCISERanveer Gautam100% (1)
- 655dae70717b6700190a1295 - ## - IUPAC Nomenclature DPP-02 (Of Lecture 03)Document3 pagini655dae70717b6700190a1295 - ## - IUPAC Nomenclature DPP-02 (Of Lecture 03)anubhab256224Încă nu există evaluări
- Soal UAS ATK 1 2022 - 2023 D3 TKDocument2 paginiSoal UAS ATK 1 2022 - 2023 D3 TKKhalimatus SadiyahÎncă nu există evaluări
- Physical Chemistry All PYQsDocument176 paginiPhysical Chemistry All PYQsborntwofukÎncă nu există evaluări
- Carbon Black StudyDocument12 paginiCarbon Black StudyNikhil RallanÎncă nu există evaluări
- Acids Explained: Types, Properties and DefinitionsDocument8 paginiAcids Explained: Types, Properties and DefinitionsRNR BazarÎncă nu există evaluări
- Heterocyclic Compound - Wikipedia PDFDocument22 paginiHeterocyclic Compound - Wikipedia PDFChetana RaneÎncă nu există evaluări
- Lesson2 Solutions and Their Properties UpdatedDocument52 paginiLesson2 Solutions and Their Properties Updated68r8x492qgÎncă nu există evaluări
- Assignment F22 1Document15 paginiAssignment F22 1linkeyue330Încă nu există evaluări
- MDSReport 1257675056Document4 paginiMDSReport 1257675056s.aydinÎncă nu există evaluări
- Dyeability of Polyester and Polyamide Fabrics Employing Citric AcidDocument14 paginiDyeability of Polyester and Polyamide Fabrics Employing Citric AcidAmi SaÎncă nu există evaluări
- Week 11Document4 paginiWeek 11sam cuadraÎncă nu există evaluări
- Blue Bottle Experiment: Overall GoalDocument5 paginiBlue Bottle Experiment: Overall GoalIgor CoreixasÎncă nu există evaluări
- Aits FT-12 Jee Main 22.05.2022Document17 paginiAits FT-12 Jee Main 22.05.2022Neshant TyagiÎncă nu există evaluări