S-ar putea să vă placă și
- Advanced Process Control: Beyond Single Loop ControlDe la EverandAdvanced Process Control: Beyond Single Loop ControlÎncă nu există evaluări
- STAT8010 Applied Statistical Techniques: Process Performance Introduction To Control ChartsDocument75 paginiSTAT8010 Applied Statistical Techniques: Process Performance Introduction To Control ChartsIsha BÎncă nu există evaluări
- Economic Control of Quality of Manufactured ProductDe la EverandEconomic Control of Quality of Manufactured ProductÎncă nu există evaluări
- Control ChartsDocument8 paginiControl ChartsJOHN TUMWEBAZEÎncă nu există evaluări
- SPC TrainingDocument77 paginiSPC TrainingNivedh Vijayakrishnan100% (1)
- Chapter 1 - SPCDocument56 paginiChapter 1 - SPChyde2520015754Încă nu există evaluări
- Statistical Process ControlDocument24 paginiStatistical Process ControlAnoopa Narayan100% (1)
- Project Quality Management - ControlDocument26 paginiProject Quality Management - Controlbobby indaeyoÎncă nu există evaluări
- SPC ForDocument116 paginiSPC ForRohit JanardananÎncă nu există evaluări
- Statistical Process ControlDocument42 paginiStatistical Process ControlErick Bok Cang YeongÎncă nu există evaluări
- PDF DocumentDocument26 paginiPDF DocumentSae AprilÎncă nu există evaluări
- Statistical Process Control: Fqa Lec 5Document31 paginiStatistical Process Control: Fqa Lec 5Shaira Madiline M. GelvezonÎncă nu există evaluări
- Definitions and Terminology: Manipulated Inputs.. Outputs .??Document27 paginiDefinitions and Terminology: Manipulated Inputs.. Outputs .??Rama ChilpuriÎncă nu există evaluări
- Chapter 10 Lecture Notes UpdatedDocument19 paginiChapter 10 Lecture Notes UpdatedMichael Asmith UniqueÎncă nu există evaluări
- Lean 6 Sigma - 7 QC ToolsDocument18 paginiLean 6 Sigma - 7 QC ToolsLeankannanÎncă nu există evaluări
- CHEE 434/821 Process Control II Some Review Material: Winter 2006Document294 paginiCHEE 434/821 Process Control II Some Review Material: Winter 2006Sana KhanÎncă nu există evaluări
- SPC11Document40 paginiSPC11shalom.chen0602Încă nu există evaluări
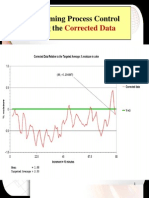
- Performing Process Control Using The: Corrected DataDocument40 paginiPerforming Process Control Using The: Corrected DataMauricio RfÎncă nu există evaluări
- Chapter2 DJF51082Document32 paginiChapter2 DJF51082Fiq IFTÎncă nu există evaluări
- SPC Presentation WhiteDocument110 paginiSPC Presentation Whiteyashwant warkeÎncă nu există evaluări
- Basic SPC ToolsDocument14 paginiBasic SPC ToolssushmaxÎncă nu există evaluări
- Chapter 10 NotesDocument21 paginiChapter 10 NotesfrtisÎncă nu există evaluări
- VI - Statistical Quality Control - 2Document13 paginiVI - Statistical Quality Control - 2Mandar GupteÎncă nu există evaluări
- Chapter 5. Methods and Philosophy of Statistical Process ControlDocument36 paginiChapter 5. Methods and Philosophy of Statistical Process ControlBouslaDI Projects TeamÎncă nu există evaluări
- Control Charts For Attributes 1Document75 paginiControl Charts For Attributes 1وسام توفيقÎncă nu există evaluări
- Chapter - 6: Statistical Process Control Using Control ChartsDocument43 paginiChapter - 6: Statistical Process Control Using Control ChartsKartikeya Khatri100% (1)
- TQM Unit-3 SQCDocument7 paginiTQM Unit-3 SQCVinayak goswamiÎncă nu există evaluări
- Certification Course On Quality Assurance and Statistical Quality Techniques Course Level A Statistical Process Control Concepts & Control ChartsDocument28 paginiCertification Course On Quality Assurance and Statistical Quality Techniques Course Level A Statistical Process Control Concepts & Control Chartsrchandra2473Încă nu există evaluări
- Quality ControlDocument9 paginiQuality ControlAbdAllah KhodaryÎncă nu există evaluări
- Chapter 4 TQM Tools and TechniqueDocument61 paginiChapter 4 TQM Tools and TechniqueSanjay AdhikariÎncă nu există evaluări
- Instituto Especializado de Estudios Superiores Loyola: Statistical Process Control"Document15 paginiInstituto Especializado de Estudios Superiores Loyola: Statistical Process Control"Angel CasillaÎncă nu există evaluări
- Unit VDocument130 paginiUnit VJoJa JoJaÎncă nu există evaluări
- CHP 10Document5 paginiCHP 10taneer.gameÎncă nu există evaluări
- Statistical Process ControlDocument8 paginiStatistical Process ControlSaurabh MishraÎncă nu există evaluări
- SQCDocument46 paginiSQCJeevan KumarÎncă nu există evaluări
- Statistical Process ControlDocument66 paginiStatistical Process Controlanshuldce50% (2)
- Process Capability: 99.73% of parts lie within the 6 σ limitsDocument10 paginiProcess Capability: 99.73% of parts lie within the 6 σ limitsrm_muruganÎncă nu există evaluări
- SPC-Training For CQDocument41 paginiSPC-Training For CQRanish BeraÎncă nu există evaluări
- Control Valve Impact-FisherDocument16 paginiControl Valve Impact-FisherCarlos de la TorreÎncă nu există evaluări
- Six Sigma NotesDocument2 paginiSix Sigma NotesKeerthana SabarinathanÎncă nu există evaluări
- Control ChartDocument50 paginiControl ChartAnand Dubey0% (1)
- Statistical Process Control FundamentalsDocument32 paginiStatistical Process Control FundamentalsEd100% (1)
- Chap-10 Quality ControlDocument51 paginiChap-10 Quality Controlsushant chaudharyÎncă nu există evaluări
- Variation: The Presence of VariationDocument17 paginiVariation: The Presence of VariationHarris ChackoÎncă nu există evaluări
- Chapter 6 CD Qualtiy ControlDocument46 paginiChapter 6 CD Qualtiy ControlEngineerMqÎncă nu există evaluări
- Control Charts3Document103 paginiControl Charts3Emad EmadÎncă nu există evaluări
- Chapter 1 Introduction To Process ControlDocument40 paginiChapter 1 Introduction To Process ControlHoàngÎncă nu există evaluări
- PPT3-Quality in ProductionDocument55 paginiPPT3-Quality in ProductionK3L PLN WKSKTÎncă nu există evaluări
- SQCDocument36 paginiSQCMandeep SinghÎncă nu există evaluări
- Topic - 9 - and - 10 - Control - Chart 2021Document54 paginiTopic - 9 - and - 10 - Control - Chart 2021AnakPakEsaÎncă nu există evaluări
- Basics of Control and Simulation: Lecture 1: IntroductionDocument62 paginiBasics of Control and Simulation: Lecture 1: IntroductionMurad QəhramanovÎncă nu există evaluări
- Feedback and Control SystemsDocument33 paginiFeedback and Control SystemsJullie Mae MierÎncă nu există evaluări
- Chapter 5. QualityDocument91 paginiChapter 5. Qualityhoan.nimhungÎncă nu există evaluări
- MHS 06. Statistical Process Control-KWODocument55 paginiMHS 06. Statistical Process Control-KWOKevin SinagaÎncă nu există evaluări
- Statistical Process Quality Control ChartsDocument46 paginiStatistical Process Quality Control ChartsRavi Kumar G100% (3)
- Statistical Quality ControlDocument47 paginiStatistical Quality ControlShreya TewatiaÎncă nu există evaluări
- Control System Analysis: Dr. Mbazingwa E. MkiramweniDocument46 paginiControl System Analysis: Dr. Mbazingwa E. MkiramweniSokoine Hamad DenisÎncă nu există evaluări
- 4.statistical Process ControlDocument40 pagini4.statistical Process ControlTalha Imran100% (1)
- Chapter Four Statistical Quality Control (SQC)Document31 paginiChapter Four Statistical Quality Control (SQC)fekadeÎncă nu există evaluări
- List Price Portal - 06.18.2020 - v2Document26 paginiList Price Portal - 06.18.2020 - v2Luis Alberto Lamas LavinÎncă nu există evaluări
- Virtual Assistant 160214154006Document24 paginiVirtual Assistant 160214154006bijoÎncă nu există evaluări
- Features and Character Classifier: The Components That Made Tesseract SuccessfulDocument29 paginiFeatures and Character Classifier: The Components That Made Tesseract SuccessfulLuis Alberto Lamas LavinÎncă nu există evaluări
- Laliga Summary SlideDocument1 paginăLaliga Summary SlideLuis Alberto Lamas LavinÎncă nu există evaluări
- No Code GuideDocument23 paginiNo Code GuidekkuppachiÎncă nu există evaluări
- s3 Delegation CanvasDocument2 paginis3 Delegation CanvasLuis Alberto Lamas LavinÎncă nu există evaluări
- Servicenow: The Enterprise It Cloud CompanyDocument18 paginiServicenow: The Enterprise It Cloud CompanyLuis Alberto Lamas Lavin100% (1)
- ExpoQA16 Ignacio Ton LedamcDocument22 paginiExpoQA16 Ignacio Ton LedamcLuis Alberto Lamas LavinÎncă nu există evaluări
- En Business Rules 2013 20130814Document39 paginiEn Business Rules 2013 20130814Luis Alberto Lamas LavinÎncă nu există evaluări
- Agilewhitebook Axaemeala V1chapter01 161124140838Document28 paginiAgilewhitebook Axaemeala V1chapter01 161124140838Luis Alberto Lamas Lavin100% (1)
- Star Connect1Document1 paginăStar Connect1Luis Alberto Lamas LavinÎncă nu există evaluări
- 8D Form - LongDocument7 pagini8D Form - LongManoj IllangasooriyaÎncă nu există evaluări
- Scrum Your Jira! - Your Waterfall Organization Transfomed Into Agile Multidisciplinary Teams - Clemens LodeDocument91 paginiScrum Your Jira! - Your Waterfall Organization Transfomed Into Agile Multidisciplinary Teams - Clemens LodeLuis Alberto Lamas Lavin100% (1)
- Piza 1Document3 paginiPiza 1Luis Alberto Lamas LavinÎncă nu există evaluări
- Pizza Oven: Baking Time: 30 S Capacity: 1-3 SlicesDocument1 paginăPizza Oven: Baking Time: 30 S Capacity: 1-3 SlicesLuis Alberto Lamas LavinÎncă nu există evaluări
- En-History of Changes 2013-20130812Document32 paginiEn-History of Changes 2013-20130812Luis Alberto Lamas LavinÎncă nu există evaluări
- LEDAmc Benchmarking Guide V1Document15 paginiLEDAmc Benchmarking Guide V1Luis Alberto Lamas LavinÎncă nu există evaluări
- EN-Profiles EZV 2013-20140509Document468 paginiEN-Profiles EZV 2013-20140509Luis Alberto Lamas LavinÎncă nu există evaluări
- En Field Constraints 2013 20130801Document8 paginiEn Field Constraints 2013 20130801Luis Alberto Lamas LavinÎncă nu există evaluări
- AXELOSDocument1 paginăAXELOSLuis Alberto Lamas LavinÎncă nu există evaluări
- En-Activate LDAP Authentication 2013-20130801Document13 paginiEn-Activate LDAP Authentication 2013-20130801Luis Alberto Lamas LavinÎncă nu există evaluări
- En Domain Management 2013 20130809Document15 paginiEn Domain Management 2013 20130809Luis Alberto Lamas LavinÎncă nu există evaluări
- Como Motivar Equipos PDFDocument183 paginiComo Motivar Equipos PDFLuis Alberto Lamas LavinÎncă nu există evaluări
- 6 Change Approaches: Framework PrimerDocument20 pagini6 Change Approaches: Framework PrimerLuis Alberto Lamas LavinÎncă nu există evaluări
- IrionDocument26 paginiIrionPremÎncă nu există evaluări
- Are ArticleDocument5 paginiAre ArticleLuis Alberto Lamas LavinÎncă nu există evaluări
- PBL Guide - March 2005pdfDocument75 paginiPBL Guide - March 2005pdfAlexander SchmidtÎncă nu există evaluări
- Testingexperience Visionmar2016 160402052210Document19 paginiTestingexperience Visionmar2016 160402052210Luis Alberto Lamas LavinÎncă nu există evaluări
- Serv Qual ModelDocument24 paginiServ Qual ModelPrateek LoganiÎncă nu există evaluări
- BPM Maturity Review Proposition v8Document21 paginiBPM Maturity Review Proposition v8Luis Alberto Lamas LavinÎncă nu există evaluări
- Quality Assurance in DialysisDocument11 paginiQuality Assurance in DialysisHaribabu ArumugamÎncă nu există evaluări
- Smart Gloves Based Gesture VocalizerDocument3 paginiSmart Gloves Based Gesture VocalizerKarthik DmÎncă nu există evaluări
- Salesforce Architect - Citizens-1Document1 paginăSalesforce Architect - Citizens-1JawadÎncă nu există evaluări
- Store 2Document19 paginiStore 2aymanÎncă nu există evaluări
- Abb Relays Catalouge PDFDocument180 paginiAbb Relays Catalouge PDFABDUL GHAFOORÎncă nu există evaluări
- 2016: Living From Your Center: Sanaya and Duane MessageDocument24 pagini2016: Living From Your Center: Sanaya and Duane MessageELVIS100% (1)
- Lubienski - 2003 Charter Schools and MarketsDocument50 paginiLubienski - 2003 Charter Schools and MarketsRuqayyah Perkins WilliamsÎncă nu există evaluări
- Making Premium Alky LateDocument25 paginiMaking Premium Alky LateChristianGuerreroÎncă nu există evaluări
- Supply Chain & LogisticsDocument44 paginiSupply Chain & LogisticsashwinsudaÎncă nu există evaluări
- Best Karate Volume 2Document134 paginiBest Karate Volume 2Moço ssonÎncă nu există evaluări
- Kaushik Jagdish Chablani HR Generalist, Mercadeo: Linked inDocument5 paginiKaushik Jagdish Chablani HR Generalist, Mercadeo: Linked inshivÎncă nu există evaluări
- RapitLog Manual EspañolDocument45 paginiRapitLog Manual EspañolCarlos MontañezÎncă nu există evaluări
- BulkConfigurator PDFDocument107 paginiBulkConfigurator PDFmatrixfrÎncă nu există evaluări
- Presentation First SolarDocument36 paginiPresentation First SolarkamalmuraÎncă nu există evaluări
- Final Project On Digital MarketingDocument78 paginiFinal Project On Digital Marketinggeer100% (4)
- M Af470wDocument56 paginiM Af470wwilliam lozadaÎncă nu există evaluări
- Assam Power Distribution Company LTDDocument7 paginiAssam Power Distribution Company LTDkabuldasÎncă nu există evaluări
- University of Hyderabad Post Graduate Diploma in Business Management (PGDBM) I Term Assignment (2016) Dbm-416: Quantitative and Research MethodsDocument4 paginiUniversity of Hyderabad Post Graduate Diploma in Business Management (PGDBM) I Term Assignment (2016) Dbm-416: Quantitative and Research Methodsrao_nari8305Încă nu există evaluări
- Debugger ToolsDocument11 paginiDebugger ToolsvuppalasampathÎncă nu există evaluări
- 120 2013 Final StudyGuide 1Document5 pagini120 2013 Final StudyGuide 1Anonymous zN7CjfgnEÎncă nu există evaluări
- Irctcs E-Ticketing Service Electronic Reservation Slip (Personal User)Document1 paginăIrctcs E-Ticketing Service Electronic Reservation Slip (Personal User)Adarsh Singh KshatriyaÎncă nu există evaluări
- Mass Transfer CoefficientsDocument3 paginiMass Transfer CoefficientsjuandiegoCOÎncă nu există evaluări
- Phased Array Intro AdvancedDocument59 paginiPhased Array Intro Advancedjustin davis100% (5)
- Eisen: 618B / 818B Series Precision Surface GrindersDocument2 paginiEisen: 618B / 818B Series Precision Surface GrindersRam ViswanathanÎncă nu există evaluări
- Data Sheet: Oxygen-Free Copper Cu-OF Standard Grade - Luvata Alloy Cu-OFDocument2 paginiData Sheet: Oxygen-Free Copper Cu-OF Standard Grade - Luvata Alloy Cu-OFMuhammad Asif IqbalÎncă nu există evaluări
- Technical Sheet of EI2 60 Handed DoorDocument1 paginăTechnical Sheet of EI2 60 Handed DoorTaoufikAzarkanÎncă nu există evaluări
- Y 54 y 45Document10 paginiY 54 y 45inayathÎncă nu există evaluări
- Chapter 9 Mediums of MusicDocument70 paginiChapter 9 Mediums of MusicAileen Bisnar65% (17)
- Habitat International: Nesru H. Koroso, Monica Lengoiboni, Jaap A. ZevenbergenDocument15 paginiHabitat International: Nesru H. Koroso, Monica Lengoiboni, Jaap A. ZevenbergenSG GhoshÎncă nu există evaluări
- Ijctt V4i7p159 PDFDocument4 paginiIjctt V4i7p159 PDFMadhan RajÎncă nu există evaluări