S-ar putea să vă placă și
- Plug-In Hybrid Electric Vehicles The Ultimate Step-By-Step GuideDe la EverandPlug-In Hybrid Electric Vehicles The Ultimate Step-By-Step GuideÎncă nu există evaluări
- Building Automation A Complete Guide - 2020 EditionDe la EverandBuilding Automation A Complete Guide - 2020 EditionÎncă nu există evaluări
- RSW WOPQ REV. 2010a Interactive FormDocument1 paginăRSW WOPQ REV. 2010a Interactive FormcosmicbunnyÎncă nu există evaluări
- Power Mig 210 PDFDocument104 paginiPower Mig 210 PDFDannielOrellanaÎncă nu există evaluări
- 97 76-89 03 2.8 MotronicDocument7 pagini97 76-89 03 2.8 MotronicAlexis IbarraÎncă nu există evaluări
- AISE Anchor Bolt Details PDFDocument1 paginăAISE Anchor Bolt Details PDFYash PaulÎncă nu există evaluări
- Resistance Welding Electrodes: Tips With Tapered Shanks Nose Types A, B, C, D, E & FDocument9 paginiResistance Welding Electrodes: Tips With Tapered Shanks Nose Types A, B, C, D, E & FreachfsrÎncă nu există evaluări
- BMW Airbag PDFDocument16 paginiBMW Airbag PDFsimdowÎncă nu există evaluări
- Bob Tail Huck BoltDocument12 paginiBob Tail Huck BoltEduardo Granados SánchezÎncă nu există evaluări
- On Resistance WeldingDocument18 paginiOn Resistance WeldingMadhup Kulshrestha100% (1)
- Directive E-108: Global Automotive Parts Trademarks: CQDC Training Presentation v1.0 - Instructor GuideDocument20 paginiDirective E-108: Global Automotive Parts Trademarks: CQDC Training Presentation v1.0 - Instructor GuideKaya Eralp AsanÎncă nu există evaluări
- Master Catalog: Mcnichols CoDocument56 paginiMaster Catalog: Mcnichols CoRobertÎncă nu există evaluări
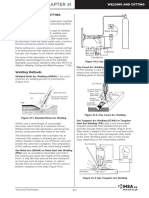
- Oxywelding Cutting To StudentsDocument45 paginiOxywelding Cutting To StudentsFemi TokunboÎncă nu există evaluări
- Welding For ReferenceDocument159 paginiWelding For ReferenceRomoex R RockÎncă nu există evaluări
- Optional Tail Special Instructions: For More Info and Guides, Please VisitDocument5 paginiOptional Tail Special Instructions: For More Info and Guides, Please VisitArdser Avico100% (1)
- Welbee Inverter: Pulse MAG/MIG Welding Power SourceDocument148 paginiWelbee Inverter: Pulse MAG/MIG Welding Power SourceMatija BušićÎncă nu există evaluări
- WeldingDocument752 paginiWeldingAndres_Pastor1987100% (3)
- Tig200ac DCDocument41 paginiTig200ac DCTallerSoldaduraAluminioInoxidableÎncă nu există evaluări
- Shielded Metal Arc Welding: Mild Steel III (E6011)Document33 paginiShielded Metal Arc Welding: Mild Steel III (E6011)greatsteelÎncă nu există evaluări
- MIG Welding Tips and TechniquesDocument3 paginiMIG Welding Tips and TechniquesQA QCÎncă nu există evaluări
- Tennant s20Document64 paginiTennant s20Umar ShamsudinÎncă nu există evaluări
- Everlast: Powerarc 210StlDocument30 paginiEverlast: Powerarc 210StlDomenico Barillari100% (1)
- Laser WeldingDocument11 paginiLaser WeldingnkalaiÎncă nu există evaluări
- Mig & MagDocument7 paginiMig & Magprap_1982Încă nu există evaluări
- SEO Optimized Product Data Sheet for OK Tigrod 316L TIG Welding RodDocument2 paginiSEO Optimized Product Data Sheet for OK Tigrod 316L TIG Welding Rodsoft4gsmÎncă nu există evaluări
- Tennant 1550 Parts ManualDocument528 paginiTennant 1550 Parts ManualUmar ShamsudinÎncă nu există evaluări
- TIG Welding Tips for Aluminum and SteelDocument5 paginiTIG Welding Tips for Aluminum and SteelKentDemeterioÎncă nu există evaluări
- TIG 250EX Operator ManualDocument31 paginiTIG 250EX Operator Manualazharjaved2000100% (2)
- FoundryTerms PDFDocument5 paginiFoundryTerms PDFFIREREALM66Încă nu există evaluări
- Gas Tungsten Arc Welding ProcessDocument9 paginiGas Tungsten Arc Welding ProcessJacques Sau100% (1)
- 521+technical Data Sheet V-6Document2 pagini521+technical Data Sheet V-6TeenTeen GaMingÎncă nu există evaluări
- MDOT Welder Certification Program OverviewDocument4 paginiMDOT Welder Certification Program OverviewedwinÎncă nu există evaluări
- Welding Equipment Operations Reference GuideDocument92 paginiWelding Equipment Operations Reference GuideTonluck KaimakÎncă nu există evaluări
- MIG Welding Guide for Welding Mild SteelDocument9 paginiMIG Welding Guide for Welding Mild SteelIsaiahÎncă nu există evaluări
- Fundamentals of Joining ProcessesDocument21 paginiFundamentals of Joining ProcessesNosta Silva100% (1)
- TIG Welding Amp ChartsDocument3 paginiTIG Welding Amp ChartsHikmet ParakÎncă nu există evaluări
- Safety in Welding, Cutting and Allied Processes, © CSADocument14 paginiSafety in Welding, Cutting and Allied Processes, © CSAkakaÎncă nu există evaluări
- AutomationDocument5 paginiAutomationashfaq_ahmed_7Încă nu există evaluări
- Manual Et 22 GpsDocument32 paginiManual Et 22 GpsAlex JuarezÎncă nu există evaluări
- Huck SpinDocument9 paginiHuck Spinbalaji817150Încă nu există evaluări
- DCSP Tig Welding of Aa2219 Aluminum AlloyDocument14 paginiDCSP Tig Welding of Aa2219 Aluminum AlloySgk ManikandanÎncă nu există evaluări
- Metal Repairs: Laser WeldingDocument24 paginiMetal Repairs: Laser WeldingV DhinakaranÎncă nu există evaluări
- Aerospace Tooling TYCODocument64 paginiAerospace Tooling TYCOmkamat007100% (1)
- Projection Welding Guide for Materials & DesignDocument20 paginiProjection Welding Guide for Materials & DesignCebrac ItatibaÎncă nu există evaluări
- Part 1 (Final 2022-11-21)Document28 paginiPart 1 (Final 2022-11-21)saraÎncă nu există evaluări
- Scientific Calculator Operation Guide PDFDocument75 paginiScientific Calculator Operation Guide PDFArevalo ErolesÎncă nu există evaluări
- The Role of Tip DressingDocument4 paginiThe Role of Tip DressingLutfi Ismail100% (1)
- Superflush SF-400CDocument25 paginiSuperflush SF-400CmgiovannozziÎncă nu există evaluări
- Welding Quality Management System (QMSDocument103 paginiWelding Quality Management System (QMSFaiz IshakÎncă nu există evaluări
- American Filler MetalsDocument13 paginiAmerican Filler MetalsĐình NamÎncă nu există evaluări
- Fillet Weld Gauges: Phased Array Technology Writing WpssDocument44 paginiFillet Weld Gauges: Phased Array Technology Writing WpssKenshin HimuraÎncă nu există evaluări
- Welding Gauges: Universal Welding Gauge - Mg-8Document4 paginiWelding Gauges: Universal Welding Gauge - Mg-8Raju ChaudharyÎncă nu există evaluări
- 9 Different Types of Welding Processes & Their AdvantagesDocument14 pagini9 Different Types of Welding Processes & Their AdvantagesMohamedÎncă nu există evaluări
- IRC5-Rapid Reference Part1B 3HAC16581-1 RevB en Part1b LibraryDocument380 paginiIRC5-Rapid Reference Part1B 3HAC16581-1 RevB en Part1b Librarymauro_ricardo_sÎncă nu există evaluări
- Skills Usa GtawDocument1 paginăSkills Usa Gtawapi-280514541Încă nu există evaluări
- Metallography EtchantsDocument9 paginiMetallography EtchantsMaulik SavaliaÎncă nu există evaluări
- Plastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965De la EverandPlastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965Încă nu există evaluări
- Assembly Process A Complete Guide - 2020 EditionDe la EverandAssembly Process A Complete Guide - 2020 EditionÎncă nu există evaluări
- NDT Module03Document156 paginiNDT Module03BWQÎncă nu există evaluări
- GMPTRM3004 1 PDFDocument1 paginăGMPTRM3004 1 PDFAlejandro RodríguezÎncă nu există evaluări
- Pa PB PHN PC PD Pe PF PG: @brace @brace @braceDocument1 paginăPa PB PHN PC PD Pe PF PG: @brace @brace @braceAlejandro RodríguezÎncă nu există evaluări
- Mathematical Description of Deformational Behavio of High Strength Concrete Reinforced With Steel Fiber Under Triaxial CompressionDocument8 paginiMathematical Description of Deformational Behavio of High Strength Concrete Reinforced With Steel Fiber Under Triaxial CompressionAlejandro RodríguezÎncă nu există evaluări
- 305CR Mini Hydraulic Excavator-Before OperationDocument6 pagini305CR Mini Hydraulic Excavator-Before OperationAlejandro Rodríguez80% (5)
- Applications of Steel-Fibre-Reinforced Ultra-High-Strength ConcreteDocument4 paginiApplications of Steel-Fibre-Reinforced Ultra-High-Strength ConcreteAlejandro RodríguezÎncă nu există evaluări
- Frost Resistance of Hardened ConcreteDocument6 paginiFrost Resistance of Hardened ConcreteAlejandro RodríguezÎncă nu există evaluări
- Applications of Steel Fiber Reinforced ConcreteDocument6 paginiApplications of Steel Fiber Reinforced ConcreteAlejandro RodríguezÎncă nu există evaluări
- A Simple Guide To in - Situ Ground Testing Part 1Document4 paginiA Simple Guide To in - Situ Ground Testing Part 1Alejandro RodríguezÎncă nu există evaluări
- Carbon Fibre Cements Structure Performance Aplications and Reserch NeedsDocument30 paginiCarbon Fibre Cements Structure Performance Aplications and Reserch NeedsAlejandro RodríguezÎncă nu există evaluări
- Aplications in New Zealand Using Steel Fibre Reinforced ConcreteDocument4 paginiAplications in New Zealand Using Steel Fibre Reinforced ConcreteAlejandro RodríguezÎncă nu există evaluări
- Why Concrete Framing PDFDocument2 paginiWhy Concrete Framing PDFAlejandro RodríguezÎncă nu există evaluări
- A181mj 0811 Ren Behavior0001Document11 paginiA181mj 0811 Ren Behavior0001Alejandro RodríguezÎncă nu există evaluări
- Frost Resistance of Hardened ConcreteDocument6 paginiFrost Resistance of Hardened ConcreteAlejandro RodríguezÎncă nu există evaluări
- Specific Heat and Thermal Diffusivity of Hardening ConcreteDocument6 paginiSpecific Heat and Thermal Diffusivity of Hardening ConcreteAlejandro RodríguezÎncă nu există evaluări
- Simple Guide To in - Situ Ground Testing Part 2Document4 paginiSimple Guide To in - Situ Ground Testing Part 2Alejandro RodríguezÎncă nu există evaluări
- C7449pro 0903 Yelton Measuring0001Document1 paginăC7449pro 0903 Yelton Measuring0001Alejandro RodríguezÎncă nu există evaluări
- Applications of Ferrocement in Low-Cost Housing in MéxicoDocument14 paginiApplications of Ferrocement in Low-Cost Housing in MéxicoAlejandro RodríguezÎncă nu există evaluări
- Removal and Reuse of Hardened ConcreteDocument13 paginiRemoval and Reuse of Hardened ConcreteAlejandro RodríguezÎncă nu există evaluări
- 4 Is It Time To Lift PDFDocument4 pagini4 Is It Time To Lift PDFAlejandro RodríguezÎncă nu există evaluări
- A181mj 0805 Hidalgo Correlation PDFDocument8 paginiA181mj 0805 Hidalgo Correlation PDFAlejandro RodríguezÎncă nu există evaluări
- Why Concrete Framing PDFDocument2 paginiWhy Concrete Framing PDFAlejandro RodríguezÎncă nu există evaluări
- Effects of Fire on Concrete Assessment and RepairDocument5 paginiEffects of Fire on Concrete Assessment and RepairAlejandro Rodríguez100% (1)
- Weld Joint Geometry Welding and NDE Symbols: Module 4 - 1Document124 paginiWeld Joint Geometry Welding and NDE Symbols: Module 4 - 1Alejandro RodríguezÎncă nu există evaluări
- Specification For Lime and Its Uses in Plastering, Stucco, Unit Masonry and ConcreteDocument16 paginiSpecification For Lime and Its Uses in Plastering, Stucco, Unit Masonry and ConcreteAlejandro RodríguezÎncă nu există evaluări
- 4 Getting ConnectedDocument4 pagini4 Getting ConnectedAlejandro RodríguezÎncă nu există evaluări
- Visual Inspection and Other NDE Methods and SymbolsDocument17 paginiVisual Inspection and Other NDE Methods and SymbolsAlejandro RodríguezÎncă nu există evaluări
- ScaffoldingDocument2 paginiScaffoldingAlejandro RodríguezÎncă nu există evaluări
- 4 Evolution of Masonry BlockDocument2 pagini4 Evolution of Masonry BlockAlejandro RodríguezÎncă nu există evaluări
- Weld and Base Metal Discontinuities: Module 9 - 1Document13 paginiWeld and Base Metal Discontinuities: Module 9 - 1Alejandro RodríguezÎncă nu există evaluări
- RT Equipment: Radiation Source Densitometer / Film Density Strips Film ProcessorDocument30 paginiRT Equipment: Radiation Source Densitometer / Film Density Strips Film ProcessorAlejandro RodríguezÎncă nu există evaluări
- Master Thesis - TIDAL POWER - Economic and Technological Assessment - Tatiana MontllonchDocument88 paginiMaster Thesis - TIDAL POWER - Economic and Technological Assessment - Tatiana Montllonchbalqees ha100% (1)
- CPD When Operating at Base LoadDocument1 paginăCPD When Operating at Base Loadvankayalasurya100% (1)
- CBSE Class 9 Physics Worksheet - Work & EnergyDocument2 paginiCBSE Class 9 Physics Worksheet - Work & EnergyAtharva VarshneyÎncă nu există evaluări
- Designing of HV Power Substation and Layout - EEPDocument13 paginiDesigning of HV Power Substation and Layout - EEPSuresh Umadi100% (1)
- Energy Balance and Cogeneration For A Cement PlantDocument11 paginiEnergy Balance and Cogeneration For A Cement PlantHeron SoaresÎncă nu există evaluări
- World's First Passive HouseDocument15 paginiWorld's First Passive HouseMalavika AnandÎncă nu există evaluări
- Pondasi Cabinet SPSDocument1 paginăPondasi Cabinet SPSAndank IskandarÎncă nu există evaluări
- Three Phase Winding TechnologyDocument24 paginiThree Phase Winding Technologynir205Încă nu există evaluări
- Lambda Control in ShipsDocument2 paginiLambda Control in Shipsmavericksailor100% (1)
- Assignment 1Document6 paginiAssignment 1yared sitotawÎncă nu există evaluări
- Session 5 RapporteuringDocument8 paginiSession 5 RapporteuringRishabh ThapaÎncă nu există evaluări
- Clark GX 230Document108 paginiClark GX 230cornel_lupu100% (2)
- Sustainable Architecture of Tadao AndoDocument36 paginiSustainable Architecture of Tadao AndoSampada MgrÎncă nu există evaluări
- MD Air Driers - AtlascopcoDocument8 paginiMD Air Driers - AtlascopcoSagala Giridhar50% (2)
- ActuatorsDocument17 paginiActuatorsGururaj GadadÎncă nu există evaluări
- BUS6100 Mo1Document5 paginiBUS6100 Mo1Thelma AkpataÎncă nu există evaluări
- Gen2 Modernisation Brochure EN PDFDocument8 paginiGen2 Modernisation Brochure EN PDFMAYESTONÎncă nu există evaluări
- Offsite Automation Electrical ScopeDocument250 paginiOffsite Automation Electrical ScopePardeep KhosaÎncă nu există evaluări
- EE 2002 UnsolvedDocument18 paginiEE 2002 Unsolvedsreekantha2013Încă nu există evaluări
- Parts Book BW211D-40Document590 paginiParts Book BW211D-40dedy imran90% (31)
- Controversy over Bataan Nuclear Power PlantDocument5 paginiControversy over Bataan Nuclear Power PlantRuben ButalanÎncă nu există evaluări
- JESR 2010 - 11 Final Report MEMDocument190 paginiJESR 2010 - 11 Final Report MEMHussein BoffuÎncă nu există evaluări
- Grounding PlanDocument1 paginăGrounding PlanAnonymous vcadX45TD7Încă nu există evaluări
- Đề Thi Tốt Nghiệp Thpt Năm 2020 Mã Đề 403Document5 paginiĐề Thi Tốt Nghiệp Thpt Năm 2020 Mã Đề 403T.M.V OfficialÎncă nu există evaluări
- Merlin XX EngineDocument6 paginiMerlin XX EngineIvan Kopić100% (2)
- Feasibility Study: Generating Electricity From Traditional WindmillsDocument16 paginiFeasibility Study: Generating Electricity From Traditional Windmillsap00Încă nu există evaluări
- Actual Tour Guiding ScriptDocument3 paginiActual Tour Guiding Scriptaqmendoza0444valÎncă nu există evaluări
- Entel Annual Review 2022 003 2021Document7 paginiEntel Annual Review 2022 003 2021fioreb12Încă nu există evaluări
- PEMBANGKIT LISTRIK KALTIM BASED ON RUPTL 2015-2024Document5 paginiPEMBANGKIT LISTRIK KALTIM BASED ON RUPTL 2015-2024widyo saptotoÎncă nu există evaluări
- 0 Om Owners Manual Briggs & Stratton Generac Generators Pressure Washers Water Pumps Air CompressorsDocument56 pagini0 Om Owners Manual Briggs & Stratton Generac Generators Pressure Washers Water Pumps Air CompressorsAD HardingÎncă nu există evaluări